YSP20_Users_C.pdf - 第191页
6-17 6 标记识别 CT ( 秒 ) 识别该基板的基板基准标记等所用的时间 网板标记识别 CT ( 秒 ) 生产该基板时,识别网板基准标记等所用的时间 检查时间 ( 秒 ) 对该基板进行印刷检查所用的时间 ( 配备了印刷检查功能的印刷机 ) 清洁时间 ( 秒 ) 生产该基板的过程中清洁所用的时间 执行开口 1 的清洁 使用两张网板时,显示对轨道 1 所用网板 ( 开口 1) 执行清洁的状况。 0 : 没有清洁网板。 1 : …
6-16
6
3.2 履历 :生产
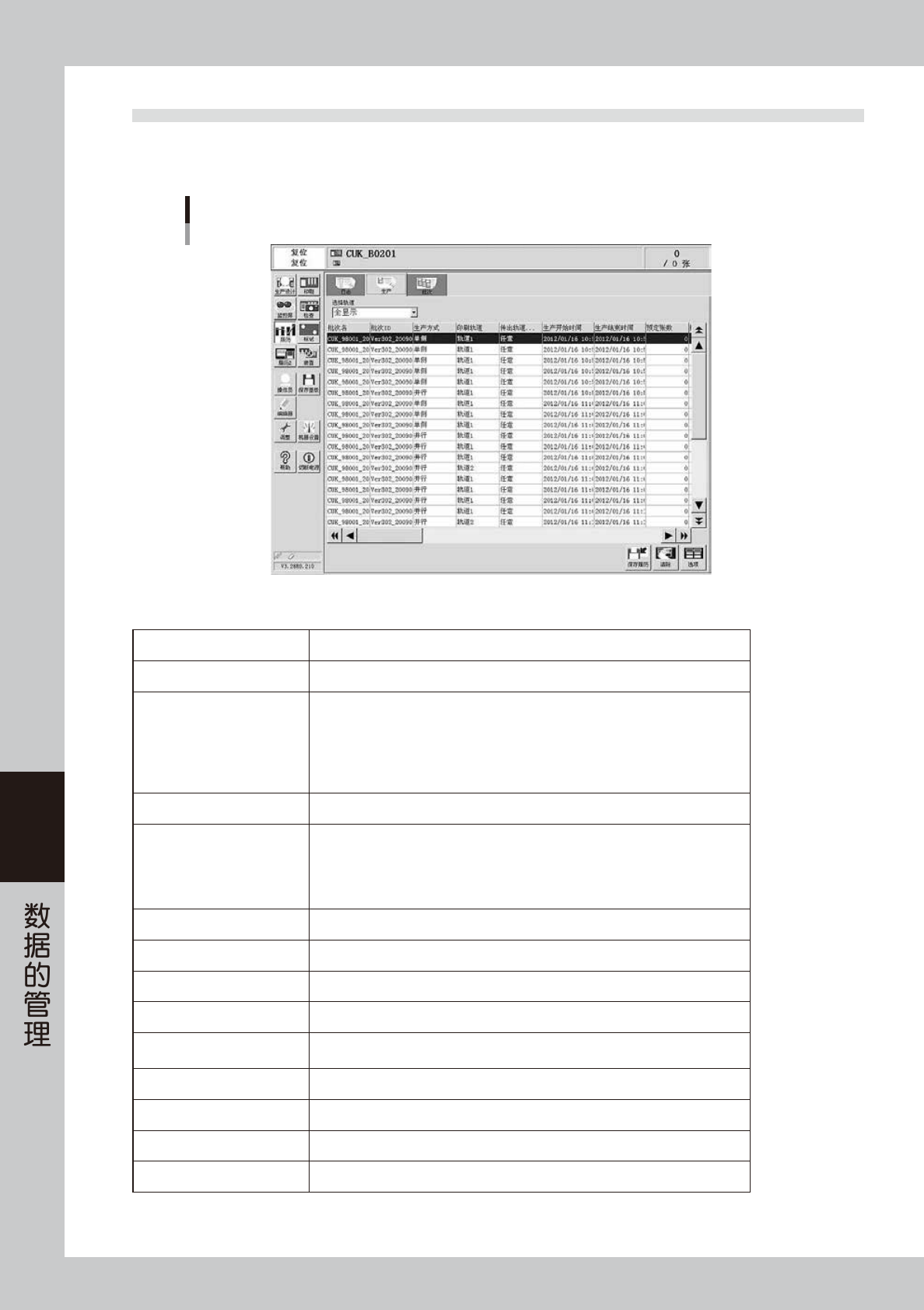
显示本印刷机生产的每张基板的生产结果。1 张基板的数据占据 1 行。最多可保存 1000 行。画面右下方的按钮与
“日志”画面相同。
[履历] -“生产”画面
66615-N3-00
各项目内容如下表所示。
批次名 已完成生产的该批基板的程序名 ( 批次名 )
批次 ID 已完成生产的该批基板程序的备注 ( 批次 ID)
生产方式
该生产所采用的生产方式。
未设置 :没有设置
单侧 :由单侧轨道印刷进行了生产
并行 :由两条轨道并行印刷进行了生产
交替 :由两条轨道交替印刷进行了生产
依次 :由两张网板依次印刷进行了生产
印刷轨道 输出该生产日志的轨道号码。
传出轨道的设置
该生产所使用的传出轨道的设置。
任意 :已传出到读入基板程序的轨道
轨道 1 :已传出到轨道 1
轨道 2 :已传出到轨道 2
按下游要求:已传出到下游要求的轨道
生产开始时间 开始基板生产的时间
生产结束时间 完成基板生产的时间
预定张数 生产该基板时所指定的预定生产张数
批内序号 1 批基板中该基板的序列号
结束标志
0 :基板生产已完成
1 :因中途复位等原因,没有完成基板生产
印刷时间 ( 秒 ) 印刷该基板所用的时间
传送 CT ( 秒 ) 传送该基板所用的时间
因上游待机的 CT ( 秒 ) 生产该基板的过程中因上游机而待机的时间
因下游待机的 CT ( 秒 ) 生产该基板的过程中因下游机而待机的时间
6-17
6
标记识别 CT ( 秒 ) 识别该基板的基板基准标记等所用的时间
网板标记识别 CT ( 秒 ) 生产该基板时,识别网板基准标记等所用的时间
检查时间 ( 秒 ) 对该基板进行印刷检查所用的时间 ( 配备了印刷检查功能的印刷机 )
清洁时间 ( 秒 ) 生产该基板的过程中清洁所用的时间
执行开口 1 的清洁
使用两张网板时,显示对轨道 1 所用网板 ( 开口 1) 执行清洁的状况。
0 :没有清洁网板。
1 :印刷前,清洁了网板。
2 :印刷后传出基板之前,清洁了网板。
3 :印刷之前,与印刷后传出基板之前,都清洁了网板。
执行开口 2 的清洁
使用两张网板时,显示对轨道 2 所用网板 ( 开口 2) 执行清洁的状况。
0 :没有清洁网板。
1 :印刷前,清洁了网板。
2 :印刷后传出基板之前,清洁了网板。
3 :印刷之前,与印刷后传出基板之前,都清洁了网板。
标记识别出错次数 生产该基板的过程中标记识别错误的发生次数 ( 包括重新执行 )
传送出错次数 生产该基板的过程中传送错误的发生次数
其它出错次数 生产该基板的过程中其它错误的发生次数
出错停机次数 生产该基板的过程中印刷机因出错而停机的次数
出错停机时间 ( 秒 ) 生产该基板的过程中从发生错误到清除错误之间停机的时间
出错修复时间 ( 秒 ) 生产该基板的过程中从清除错误显示到重新启动机器所用的时间
因操作员停机的时间 ( 秒 ) 生产过程中因操作员的操作而停机的时间。
等待其它轨道的时间 ( 秒 ) 生产过程中该轨道因其它轨道的动作而待机的时间。
印刷检查
配备印刷检查功能的印刷机,可以记录以下履历。
0 :印刷检查 OK
1 :印刷检查 NG
基板歪斜检查
0 :基板歪斜检查 OK
1 :基板歪斜检查 NG
取出基板
0 :未取出基板
1 :已取出基板
放入基板
0 :未放入基板
1 :已放入基板
多重印刷反馈
0 :未执行多重印刷反馈
1 :已执行了多重印刷反馈
清洗反馈
0 :未执行清洗反馈
1 :已执行了清洗反馈
滚动宽度
印刷该基板后,测量得到的锡膏滚动宽度。
只有使用 PSC 功能时才会输出。
发生错误时,输出默认值。
锡膏供给量
印刷该基板后的锡膏供给量。
只有使用 PSC 功能时才会输出。
发生错误时,输出默认值。
基板 ID 所生产的每 1 张基板的个别编号 ( 基板 ID)。
6-18
6
3.3 履历 :批次
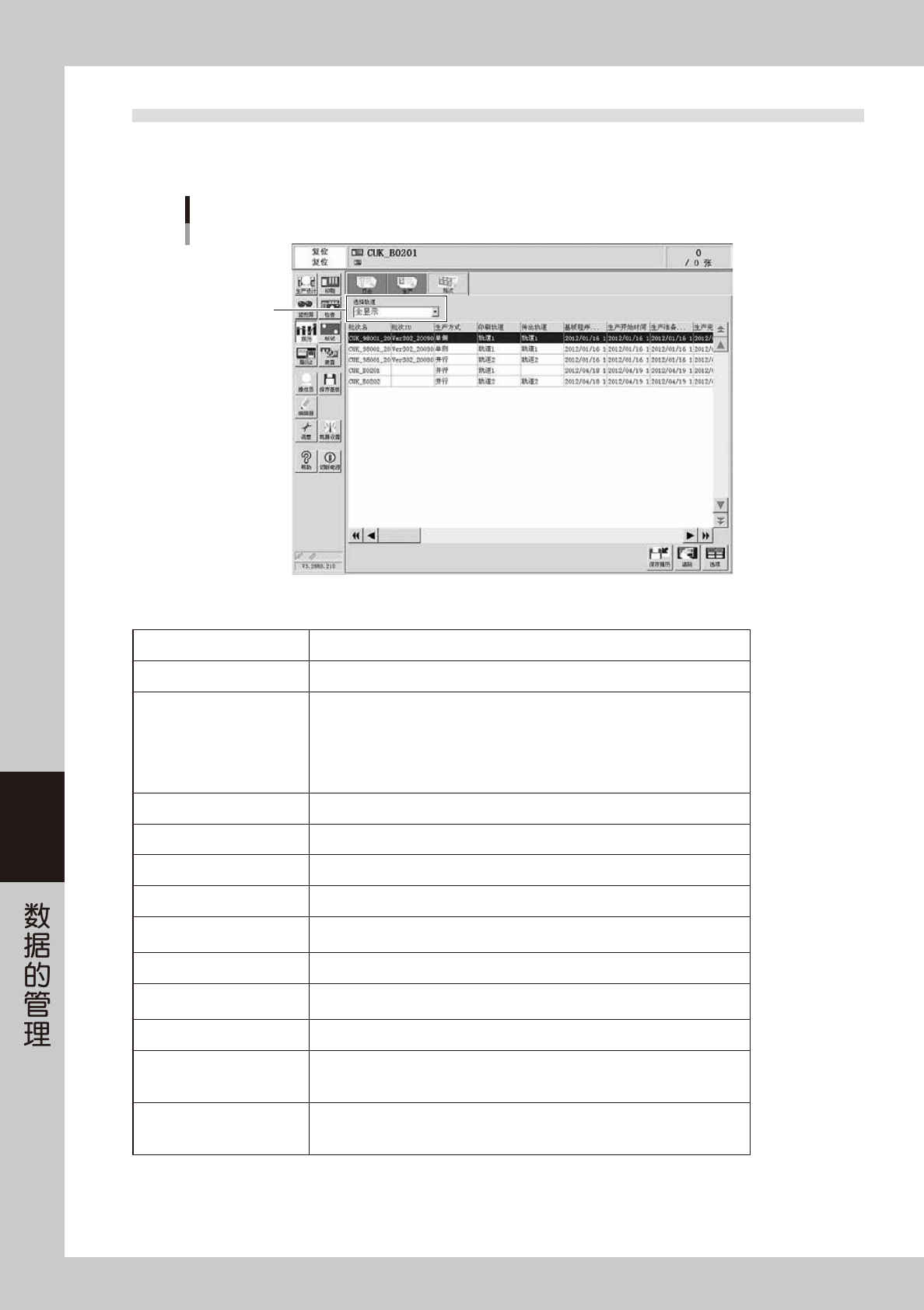
从读入基板程序到切换至下 1 种基板程序之间所生产的基板为 1 批。以批为单位统计并显示每批基板的生产结果,
1 批基板的数据占 1 行,最多可保存 1000 行。画面右下方按钮与“日志”选项卡的功能相同。
[履历] -“批次”画面
选择想要
显示的轨道
66616-N3-00
各项目内容如下表所示。
批次名 已完成生产的该批基板的程序名 ( 批次名 )
批次 ID 已完成生产的该批基板的程序的备注 ( 批次 ID)
生产方式
生产该批基板时所采用的生产方式。
未设置 :没有设置
单侧 :由单侧轨道印刷进行了生产
并行 :由两条轨道并行印刷进行了生产
交替 :由两条轨道交替印刷进行了生产
依次 :由两张网板依次印刷进行了生产
印刷轨道 输出该批日志的轨道号码。
传出轨道的设置 显示生产该批基板时传出基板所使用的轨道号码。
基板程序更新时间 在该批基板中,使用的基板程序被最后更改保存的时间
生产开始时间 切换至该批基板程序的时间
生产准备结束时间
完成生产准备后,按 [START] 按钮开始自动运行的时间。( 但,因程序错误而不能开
始运行时,即使按 [START] 按钮也不会成为生产准备的结束时间 )
生产完成时间 切换至生产下一种基板程序的时间或切断电源的时间
预定张数 ( 张 )
在该批基板中指定的预定生产张数
( 如在生产途中更改了数值,则记录最终数值 )
实际生产张数 ( 张 ) 生产结束时,实际完成生产的基板张数 ( 未完成生产的基板不被计数 )
轨道 1 传出张数
传出到轨道 1 的基板张数。
因等待传出而被取出的基板不被计数。
重新放入后被传出的基板会被计数。
轨道 2 传出张数
传出到轨道 2 的基板张数。
因等待传出而被取出的基板不被计数。
重新放入后被传出的基板会被计数。