YSP20_Users_C.pdf - 第79页
第 3 章 印刷指南 本章主要介绍为确保良好的印刷质量需掌握的数据设置方法和生产准备作业,以及常见印刷缺陷及其产生 的主要原因。 建议在进行“第 4 章日常作业”之前,阅读本章。 目录 1. 印刷条件的设置流程图 3-1 2. 各项数据与条件的设置 3-2 2.1 部件材料、生产准备信息 3-2 2.2 对位偏移量的设置 3-4 2.3 滚动运行 3-5 2.4 印刷条件、生…
2-16
2
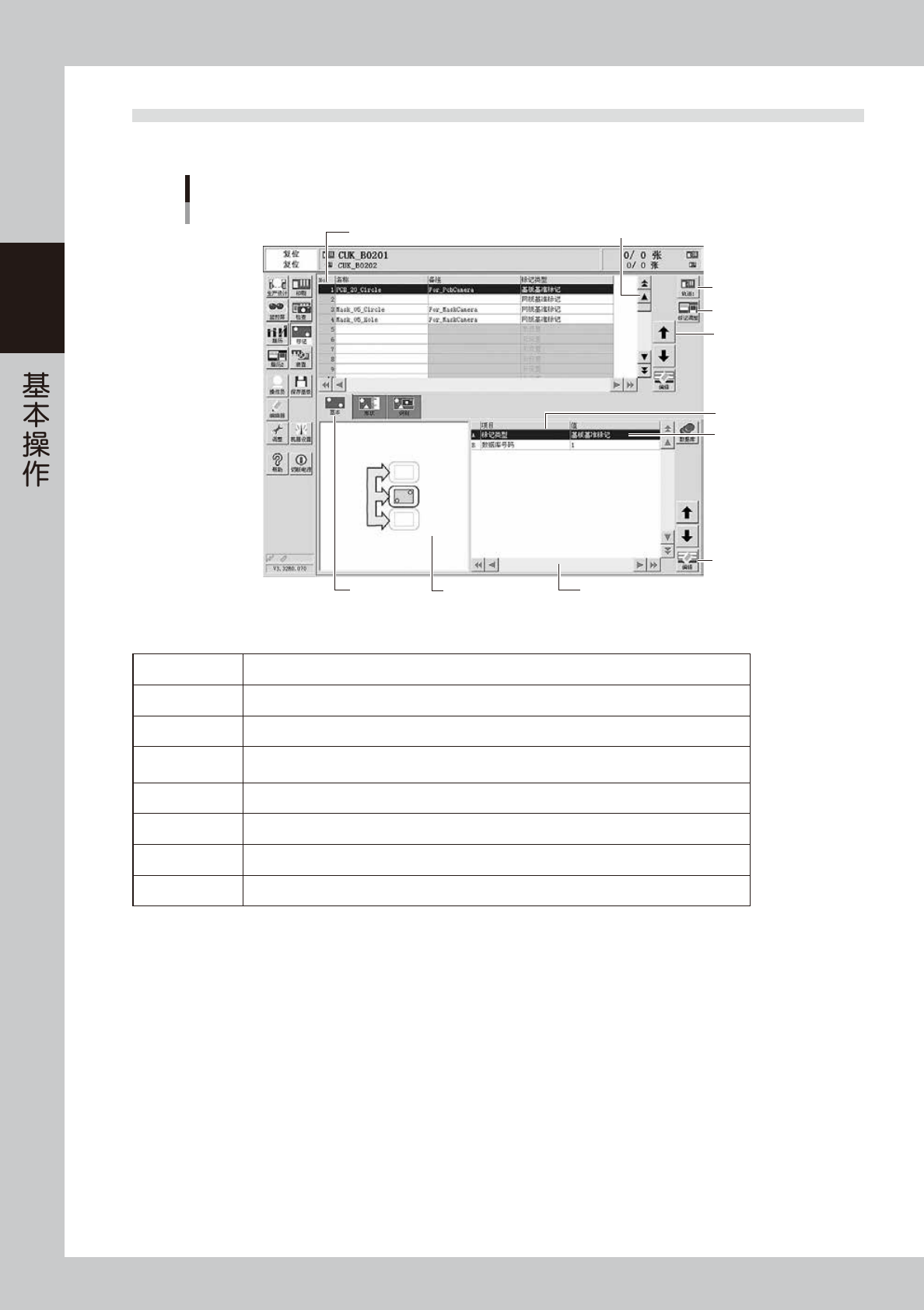
3.2 各种按钮与输入框
可以使用操作画面上的各种按钮、选项卡和输入框。
行移动按钮
纵滚动条与按钮
操作画面示例
标记画面
操作按钮
横滚动条与按钮
辅助画面
选项卡
参数列表
参数输入栏
数据No.列表
轨道切换按钮
编辑按钮
66207-N3-10
■ 画面上的按钮及其它
选项卡 选择此处的选项卡可以切换至参数输入画面。
参数 选择和输入参数。
滚动条与按钮 查阅数据 No. 列表和参数列表中无法全部显示的项目时使用。
轨道切换按钮
使用两条轨道进行生产时,可以切换两条轨道的基板程序。
只在一侧轨道选择了基板程序时,此按钮不显示。
操作按钮 根据目的,打开下一步操作画面和对话框。
行移动按钮 可以在数据 No. 列表和参数列表中逐行移动光标。
编辑按钮 显示所选择的项目与参数的编辑对话框。
辅助画面 通过插图等形式显示对输入参数有帮助的信息。参数列表的项目编号与辅助画面内的字母对应。

第 3 章 印刷指南
本章主要介绍为确保良好的印刷质量需掌握的数据设置方法和生产准备作业,以及常见印刷缺陷及其产生
的主要原因。
建议在进行“第 4 章日常作业”之前,阅读本章。
目录
1. 印刷条件的设置流程图 3-1
2. 各项数据与条件的设置 3-2
2.1 部件材料、生产准备信息 3-2
2.2 对位偏移量的设置 3-4
2.3 滚动运行 3-5
2.4 印刷条件、生产条件 3-6
3. 各设置项目的详细内容 3-7
3.1 基板的固定 3-7
3.1.1 侧夹板压力 3-7
3.1.2 支撑夹具 3-7
3.2 基板与网板标记的识别 ( 标记位置 ) 3-8
3.3 对位偏移量 3-8
3.4 刮动 ( 滚动运行 ) 3-9
3.4.1 刮刀速度 3-9
3.4.2 刮刀印压 3-9
3.4.3 迎角 ( 度 ) 3-9
3.5 供锡间隔 3-10
3.6 离版 3-10
3.6.1 离版速度 3-10
3.6.2 离版距离 3-10
3.7 清洁 3-11
3.7.1 清洁间隔 3-11
3.7.2 反复次数 3-11
3.7.3 清洁速度 3-11
4. 常见印刷缺陷及其产生的原因 3-12
4.1 偏位 3-12
4.2 少锡 3-12
4.3 填充不足 3-12
4.4 渗锡、桥接 3-13
4.5 刮取不良 3-13
4.6 锡膏拉尖 3-13
4.7 锡膏残缺、锡膏残留在网板处 3-13
3-1
3
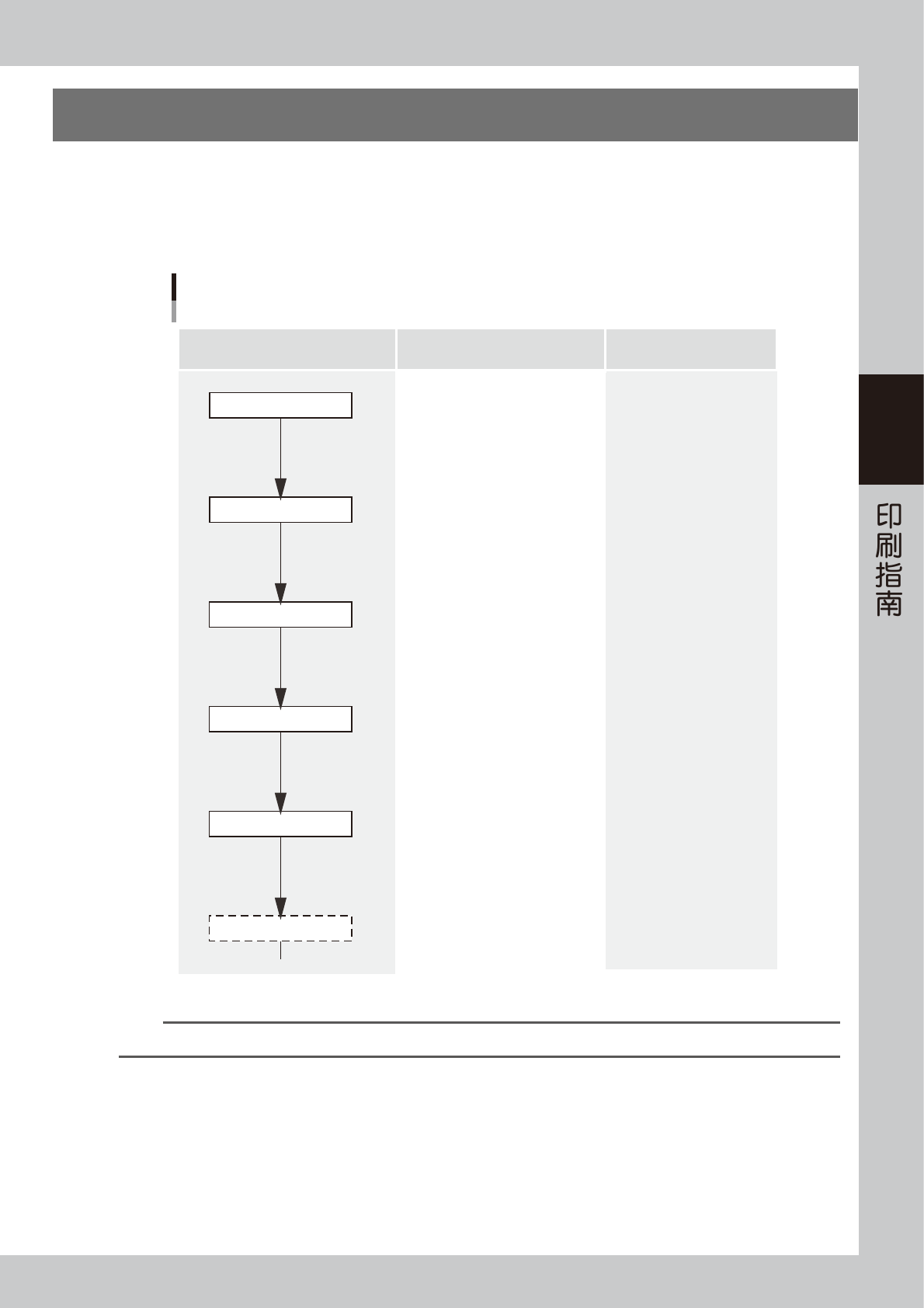
1.印刷条件的设置流程图
为确保良好的印刷质量,设置印刷条件 ( 数据的设置 ) 非常重要。具体的设置流程,如下图所示。
‧
设置印刷条件之前,必须先完成基本数据的输入和生产准备作业。
‧
在设置印刷条件时更改的参数所产生的效果,会因锡膏、网板的状态不同而略有差异。
‧
建议先以默认值进行试印刷,再根据试印刷的结果找出需要更改的条件进行设置。
印刷条件的设置流程
作业内容 设置项目 相关的印刷缺陷
生产准备作业
输入基本数据
- 对位偏移量X、Y、R
- 基板尺寸
- 网板信息
- 网板种类
- 侧夹板压力
- 基准标记位置坐标
- 安装支撑夹具
- 确认基板固定状态
- 确认标记信息
印刷偏位
渗锡
桥接
印刷偏位
锡膏拉尖
锡膏残缺、锡膏残留在网板上
渗锡、桥接
少锡
刮取不良
填充不足
- 印压
- 刮刀速度
- 迎角
- 离版速度
- 离版距离
- 对位偏移量Z
- 供锡间隔
锡膏残缺、锡膏残留在网板上
渗锡、桥接
- 清洁间隔
- 反复次数
- 清洁速度
对位偏移量
清洁条件
确认印刷状态
视觉对位
试印刷
滚动运行
65300-N3-00
n
要点
操作步骤和各项参数的详细内容,请参阅本用户操作手册的其它各章内容。