YSP20_Users_C.pdf - 第80页
3-1 3 1. 印刷条件的设置流程图 为确保良好的印刷质量,设置印刷条件 ( 数据的设置 ) 非常重要。具体的设置流程,如下图所示。 ‧ 设置印刷条件之前,必须先完成基本数据的输入和生产准备作业。 ‧ 在设置印刷条件时更改的参数所产生的效果,会因锡膏、网板的状态不同而略有差异。 ‧ 建议先以默认值进行试印刷,再根据试印刷的结果找出需要更改的条件进行设置。 印刷条件的设置流程 作业内容 设置项目 相关的印刷缺陷 生产准…

第 3 章 印刷指南
本章主要介绍为确保良好的印刷质量需掌握的数据设置方法和生产准备作业,以及常见印刷缺陷及其产生
的主要原因。
建议在进行“第 4 章日常作业”之前,阅读本章。
目录
1. 印刷条件的设置流程图 3-1
2. 各项数据与条件的设置 3-2
2.1 部件材料、生产准备信息 3-2
2.2 对位偏移量的设置 3-4
2.3 滚动运行 3-5
2.4 印刷条件、生产条件 3-6
3. 各设置项目的详细内容 3-7
3.1 基板的固定 3-7
3.1.1 侧夹板压力 3-7
3.1.2 支撑夹具 3-7
3.2 基板与网板标记的识别 ( 标记位置 ) 3-8
3.3 对位偏移量 3-8
3.4 刮动 ( 滚动运行 ) 3-9
3.4.1 刮刀速度 3-9
3.4.2 刮刀印压 3-9
3.4.3 迎角 ( 度 ) 3-9
3.5 供锡间隔 3-10
3.6 离版 3-10
3.6.1 离版速度 3-10
3.6.2 离版距离 3-10
3.7 清洁 3-11
3.7.1 清洁间隔 3-11
3.7.2 反复次数 3-11
3.7.3 清洁速度 3-11
4. 常见印刷缺陷及其产生的原因 3-12
4.1 偏位 3-12
4.2 少锡 3-12
4.3 填充不足 3-12
4.4 渗锡、桥接 3-13
4.5 刮取不良 3-13
4.6 锡膏拉尖 3-13
4.7 锡膏残缺、锡膏残留在网板处 3-13
3-1
3
1.印刷条件的设置流程图
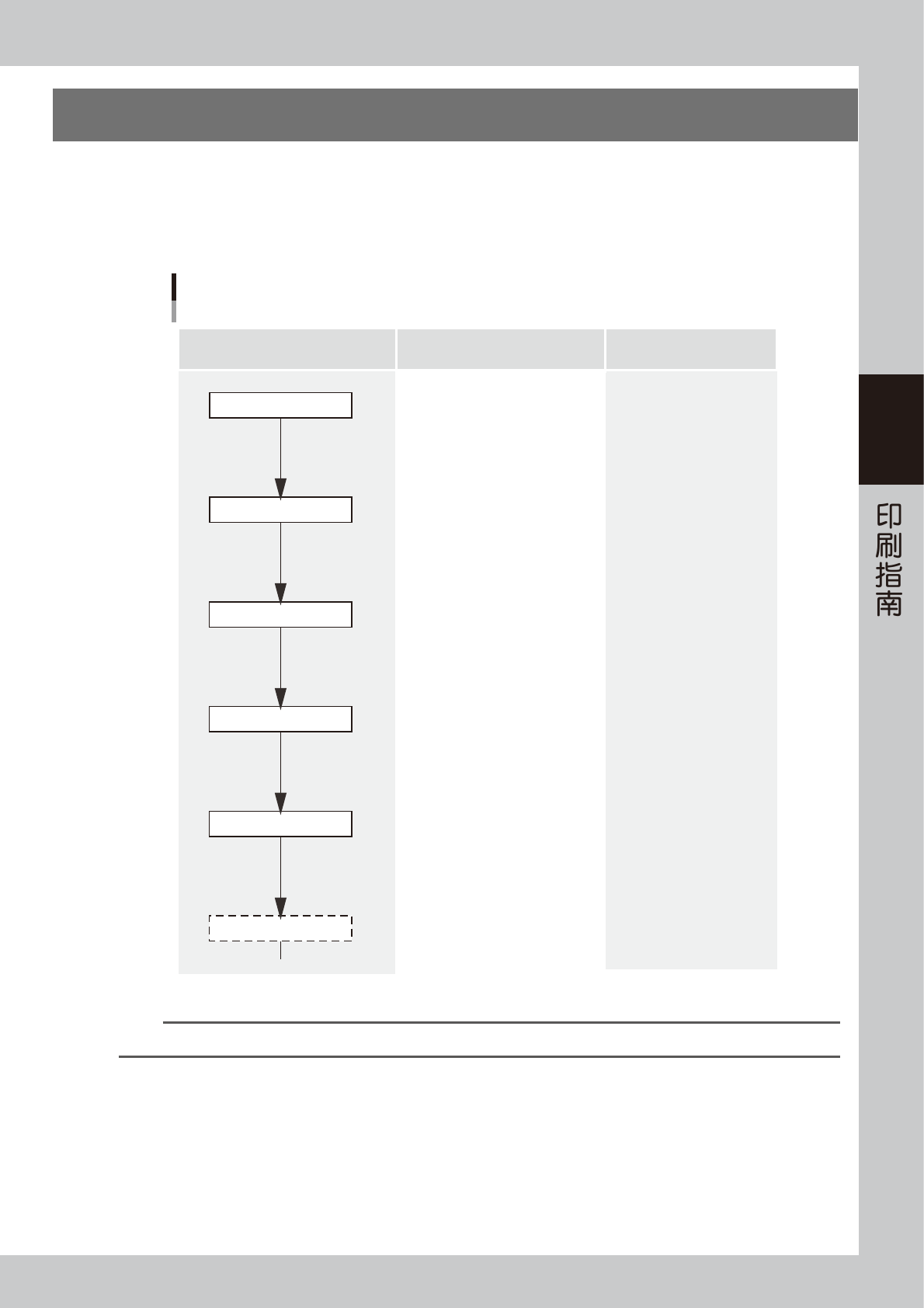
为确保良好的印刷质量,设置印刷条件 ( 数据的设置 ) 非常重要。具体的设置流程,如下图所示。
‧
设置印刷条件之前,必须先完成基本数据的输入和生产准备作业。
‧
在设置印刷条件时更改的参数所产生的效果,会因锡膏、网板的状态不同而略有差异。
‧
建议先以默认值进行试印刷,再根据试印刷的结果找出需要更改的条件进行设置。
印刷条件的设置流程
作业内容 设置项目 相关的印刷缺陷
生产准备作业
输入基本数据
- 对位偏移量X、Y、R
- 基板尺寸
- 网板信息
- 网板种类
- 侧夹板压力
- 基准标记位置坐标
- 安装支撑夹具
- 确认基板固定状态
- 确认标记信息
印刷偏位
渗锡
桥接
印刷偏位
锡膏拉尖
锡膏残缺、锡膏残留在网板上
渗锡、桥接
少锡
刮取不良
填充不足
- 印压
- 刮刀速度
- 迎角
- 离版速度
- 离版距离
- 对位偏移量Z
- 供锡间隔
锡膏残缺、锡膏残留在网板上
渗锡、桥接
- 清洁间隔
- 反复次数
- 清洁速度
对位偏移量
清洁条件
确认印刷状态
视觉对位
试印刷
滚动运行
65300-N3-00
n
要点
操作步骤和各项参数的详细内容,请参阅本用户操作手册的其它各章内容。
3-2
3
2.各项数据与条件的设置
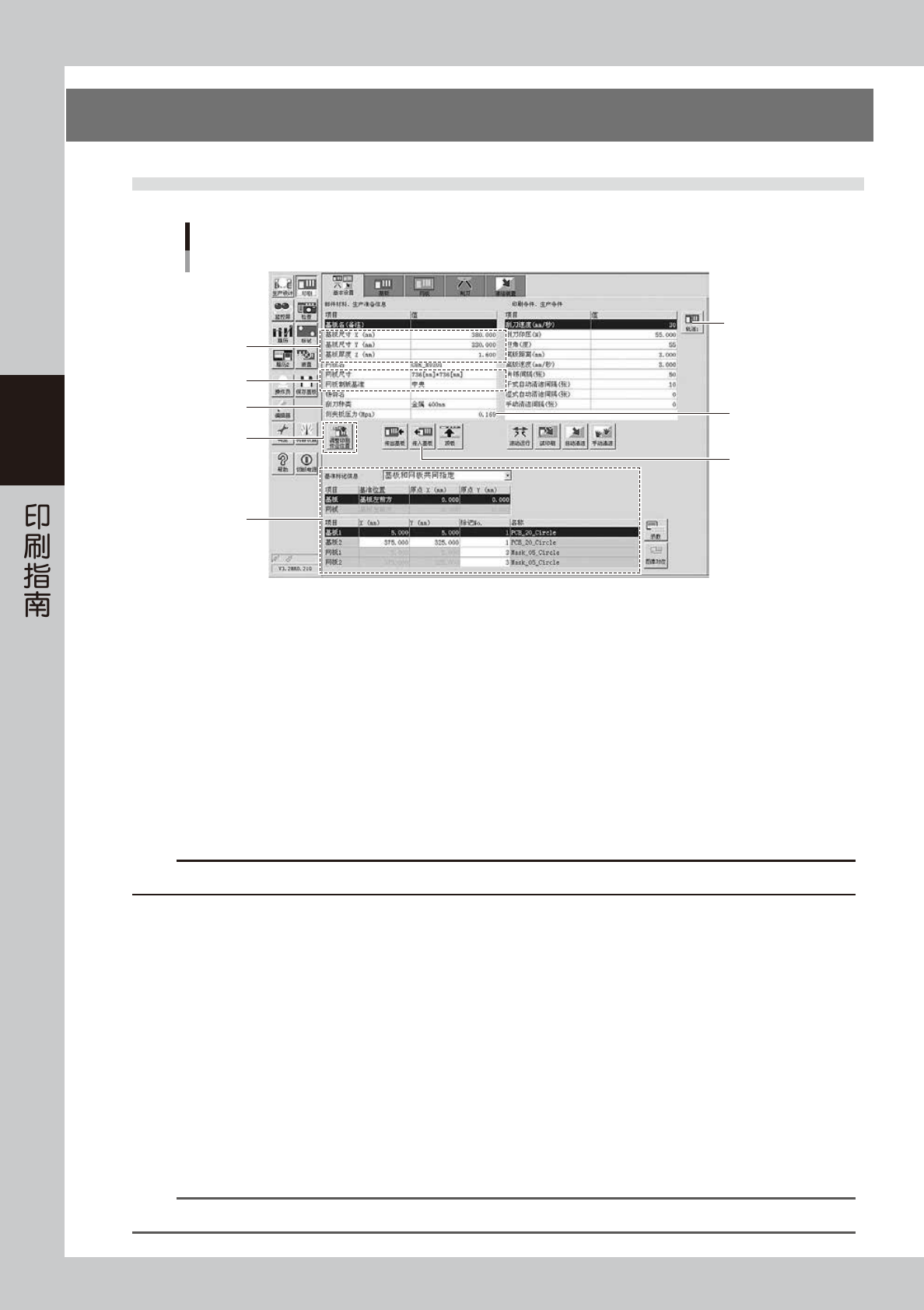
2.1 部件材料、生产准备信息
部件材料、生产准备信息
1
2
3
4
6
q
8
轨道切换按钮
66300-N3-00
1
输入基板尺寸。
输入想要印刷的基板的准确尺寸。
X :决定主挡板的位置。
Y :决定传送宽度。
厚度 :决定支撑基板的高度。
2
输入网板信息。
1. 选择想要使用的网板尺寸。
2. 选择网板制版基准 ( 加工网板时的基准位置 )。
c
注意
网板制版基准,虽然不受任何限制,但根据轨道所选择的基板尺寸和数据不同,可能会使生产节拍降慢。
3
选择刮刀种类。
选择想要使用的刮刀种类和尺寸。各种刮刀的特点如下 :
橡胶刮刀 :印压过高时刮刀容易变形,可能会发生挖锡膏的现象。
金属刮刀 :刮刀不会因印压而变形,印刷质量不易受印压影响。
4
安装支撑夹具。
1. 按 [ 调整印刷作业位置 ] 按钮,打开“位置移动”对话框,选择想要操作的项目。
2. 如果想要插入顶针时,选择“确认传送”。传送装置移至进行切换作业的位置,并根据基板尺寸自动
调节传送宽度。
3. 如果想要更换矩阵式顶板时,选择“切换顶板”。传送装置移至进行切换作业的位置,并自动将传送
宽度调至最大,便于拆卸矩阵式顶板。
n
要点
拆卸矩阵式顶板时,务必确认安全后,用双手握稳顶板笔直向上提起取出。