YSP20_Users_C.pdf - 第93页
第 4 章 日常作业 本章,介绍操作人员使用已创建的基板程序进行日常作业的方法。建议在理解“第 2 章基本操作”的 基础上,阅读本章内容。 创建或更改基板程序时,参阅“第 5 章程序的创建与设置” 。 目录 1. 概要 4-1 2. 开机和暖机 4-2 3. 基板的选择 4-4 4. 传送装置的调节 4-5 5. 清洁用卷纸的更换 4-7 5.1 使…
3-13
3
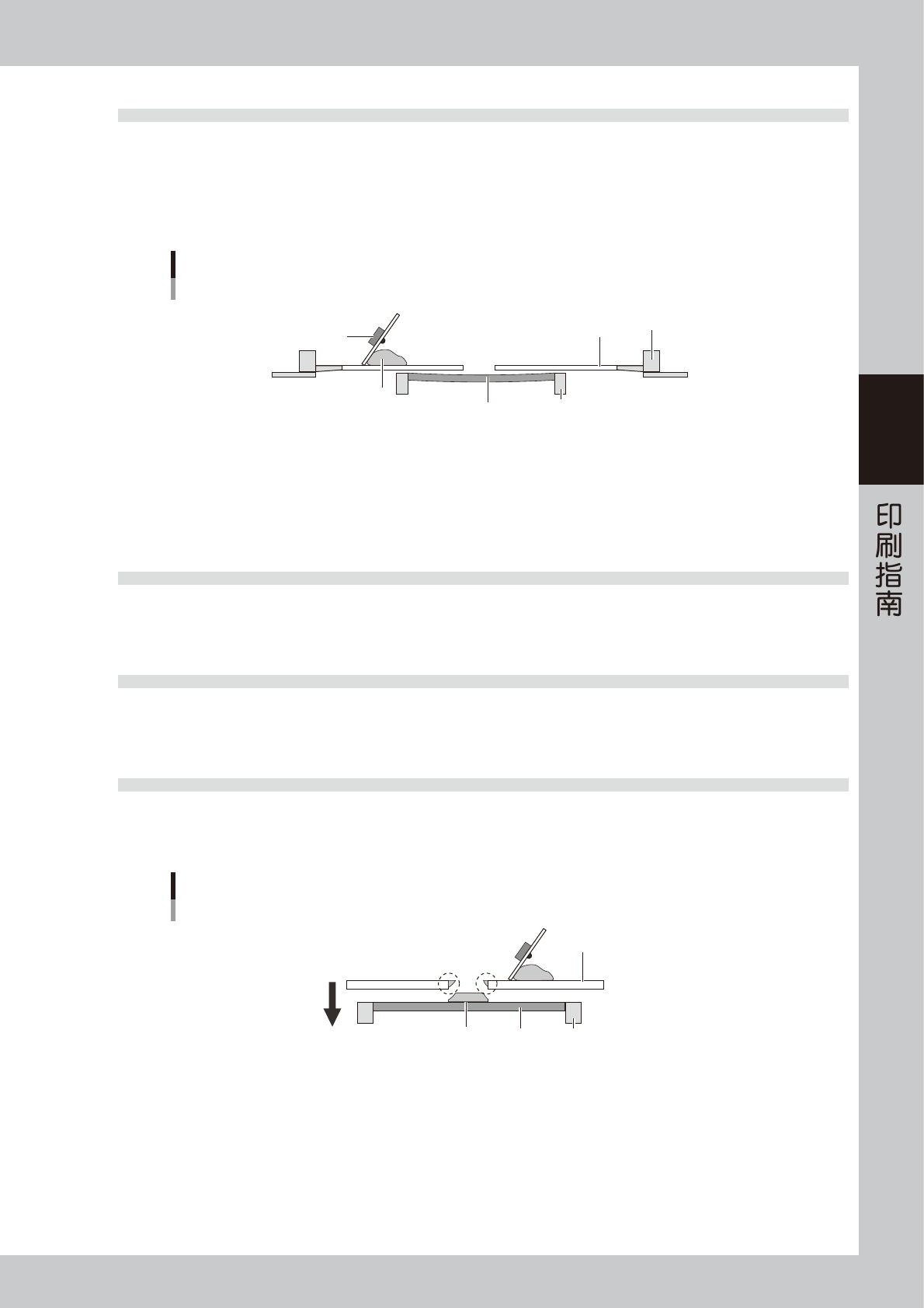
4.4 渗锡、桥接
■ 支撑夹具 ( 使用矩阵式顶针时 )
因顶针的插入位置不当或插入根数不足,使基板因承受不住印压而下凹,导致与网板之间产生间隙。
■ 对位偏移量 Z
Z 方向的偏移量 ( 基板与网板之间的留空量 ) 过大。
网板留空量
锡膏
基板
网板
刮刀
传送轨
网板框
65305-N3-00
■ 清洁间隔
因清洁间隔太长,在网板背面渗漏有锡膏的状态下进行了印刷。
■ 清洁反复次数
所设置的反复次数,无法完全将渗漏到网板背面的锡膏擦拭干净。
4.5 刮取不良
■ 印压
相对所设置的刮刀速度、迎角,印压太小。
4.6 锡膏拉尖
■ 离版速度
因离版速度太慢,所印刷的锡膏两端被拉尖。
4.7 锡膏残缺、锡膏残留在网板处
■ 离版速度
因离版速度太快,锡膏还残留在网板上就离版了。
锡膏残留在网板处
锡膏
基板
网板
传送轨
速度过快
65306-N3-00
■ 离版距离
因离版距离太短,在离版还未完成的状态下传送轨就开始了运行。
第 4 章 日常作业
本章,介绍操作人员使用已创建的基板程序进行日常作业的方法。建议在理解“第 2 章基本操作”的
基础上,阅读本章内容。
创建或更改基板程序时,参阅“第 5 章程序的创建与设置”。
目录
1. 概要 4-1
2. 开机和暖机 4-2
3. 基板的选择 4-4
4. 传送装置的调节 4-5
5. 清洁用卷纸的更换 4-7
5.1 使用相同尺寸的卷纸时 4-8
5.2 使用不同尺寸的卷纸时 4-9
6. 清洁剂的补充 4-11
6.1 清洁剂的使用注意事项 4-11
6.2 清洁剂的补充方法 4-11
6.3 长时间不使用时 4-13
7. 印刷部的安装 4-14
7.1 网板尺寸与网板止动销的位置 4-17
7.2 网板框的尺寸、制版基准 4-18
8. 滚动运行 4-19
9. 开始印刷基板 4-22
10.结束生产 4-31
4-1
4
1.概要
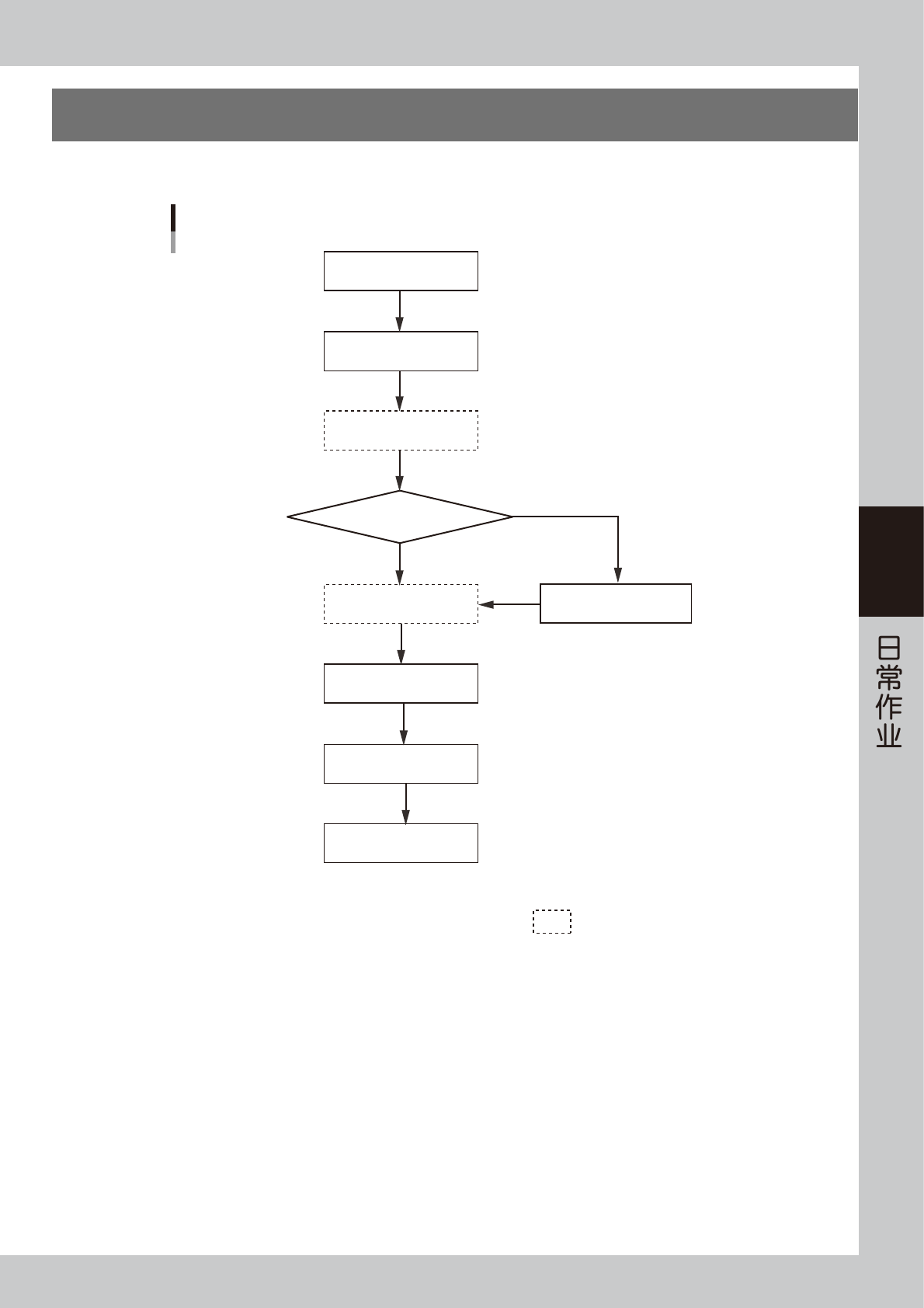
本章,按照下图所示的作业流程介绍操作人员日常需进行的作业内容。
开机
进行作业前的点检
暖机
切换生产品种
选择基板
是否继续生产与前次相同的
基板?
滚动运行
结束生产
开始生产
切断电源
日常作业流程
YES
NO
根据需要进行
65400-N3-00