YSP20_Users_C.pdf - 第98页
4-5 4 4. 传送装置的调节 如果想要生产与前次不同的基板时,必须调节传送装置 ( 如果生产与前次相同的基板时,可省略此步骤 )。 c 注意 切换基板时,如果基板宽度比前次生产的基板宽度窄,必须先取出顶板上的顶针 ( 或平面支撑夹具 )。 1 打开生产设计画面的“切换工具”选项卡画面。 传送装置的调节在此画面进行。 生产设计画面 “切换工具”选项卡 Step 6: [传入基板]按钮 Step 2: [调整印刷作业位置]按钮 6…
4-4
4
3.基板的选择
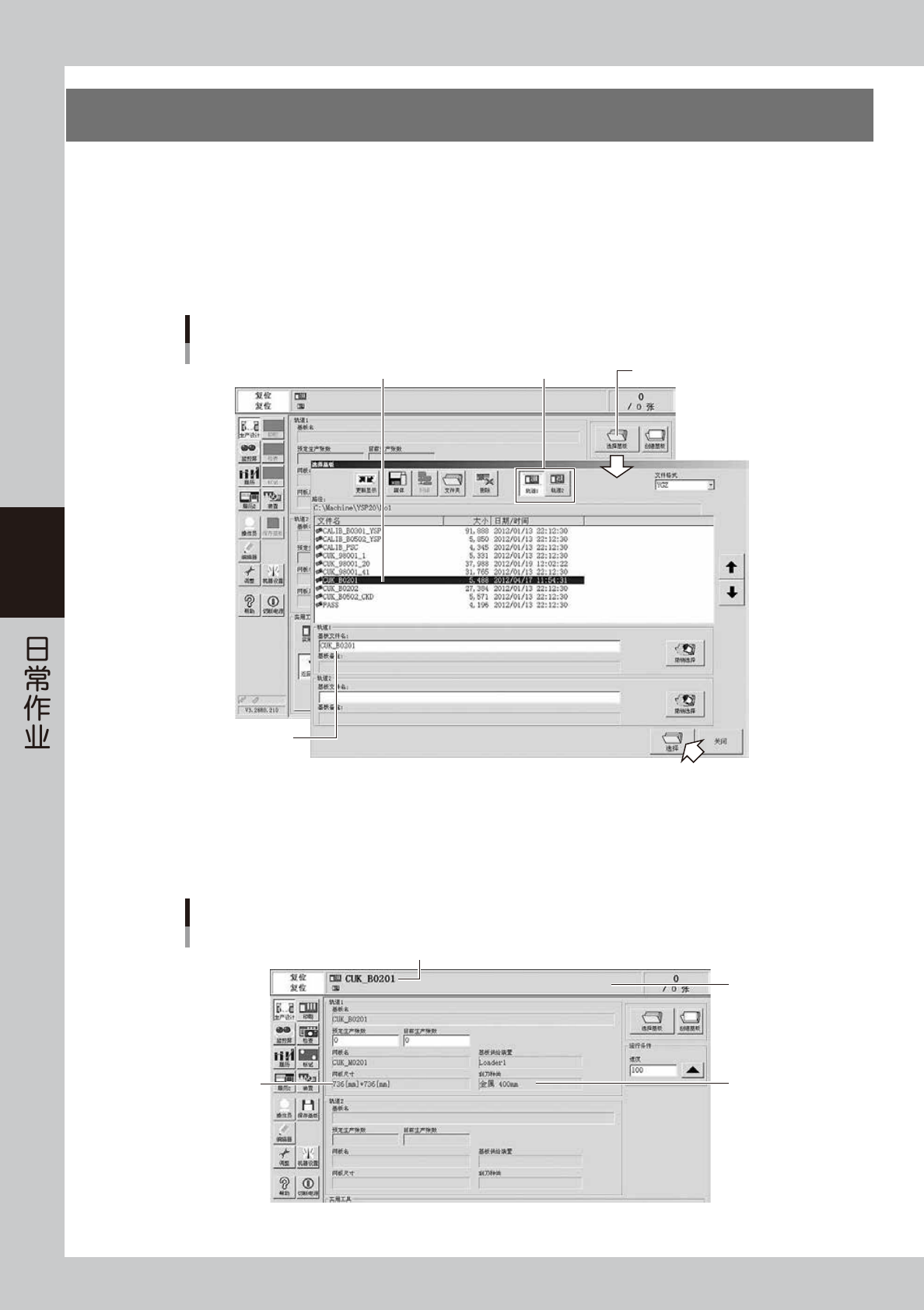
从已创建的基板程序列表中选择生产用的基板。
1
选择基板程序。
1. 如果还未选择基板程序,按生产设计画面的 [ 选择基板 ] 按钮,显示已登录的基板程序。
2. 按轨道切换按钮,选择想要进行生产的轨道,选择想要生产的基板程序名后,按 [ 选择 ] 按钮。
所选基板程序被读入。
[选择基板]按钮
基板的选择
从已登录的基板程序列表中选择基板
显示所选基板名
轨道选择按钮
66403-N3-00
2
确认已读入的基板程序。
先确认状态区中是否已显示所选基板名。
再确认所显示的基板尺寸、网板尺寸、刮刀类型等是否正确。
选择基板后的生产设计画面
所选基板名
轨道1用的基板程序
网板尺寸
刮刀类型
66404-N3-00
4-5
4
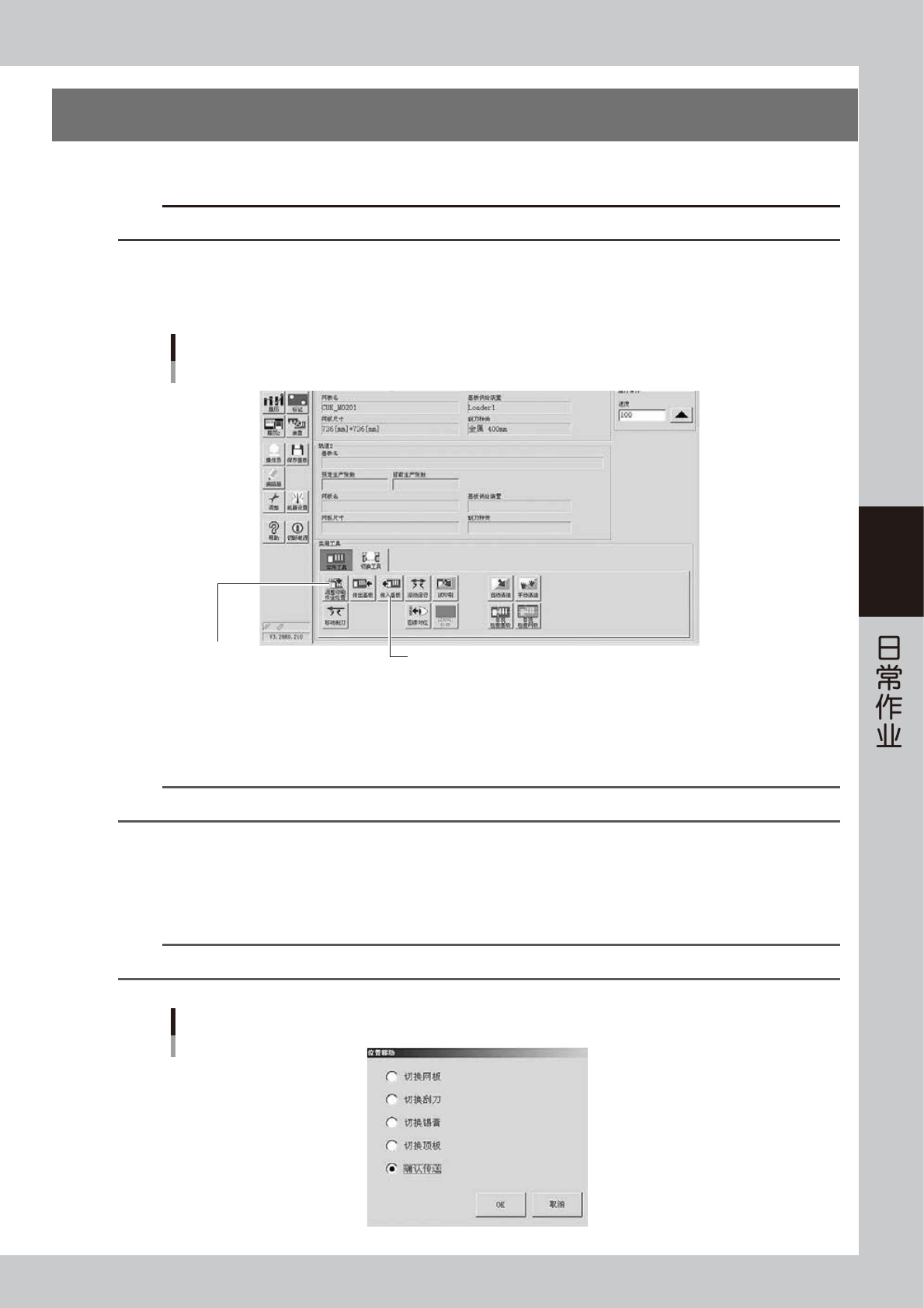
4.传送装置的调节
如果想要生产与前次不同的基板时,必须调节传送装置 ( 如果生产与前次相同的基板时,可省略此步骤 )。
c
注意
切换基板时,如果基板宽度比前次生产的基板宽度窄,必须先取出顶板上的顶针 ( 或平面支撑夹具 )。
1
打开生产设计画面的“切换工具”选项卡画面。
传送装置的调节在此画面进行。
生产设计画面
“切换工具”选项卡
Step 6:
[传入基板]按钮
Step 2:
[调整印刷作业位置]按钮
66405-N3-10
2
按 [ 调整印刷作业位置 ] 按钮。
选择想要操作的项目。
n
要点
使用 2 条轨道进行生产时,会显示“选择轨道号码”的对话框,选择轨道后按 [OK] 按钮。正在生产的轨道显示为灰色。
1. 如果想要插入顶针时,选择“确认传送”。传送装置移至进行切换作业的位置,并根据基板尺寸自动
调节传送宽度。
2. 如果想要更换矩阵式顶板时,选择“切换顶板”。传送装置移至进行切换作业的位置,并自动将传送
宽度调至最大,便于拆卸矩阵式顶板。
n
要点
拆卸矩阵式顶板时,务必确认安全后,用双手握稳顶板笔直向上提起取出。
“位置移动”对话框
66406-N3-00
4-6
4
3
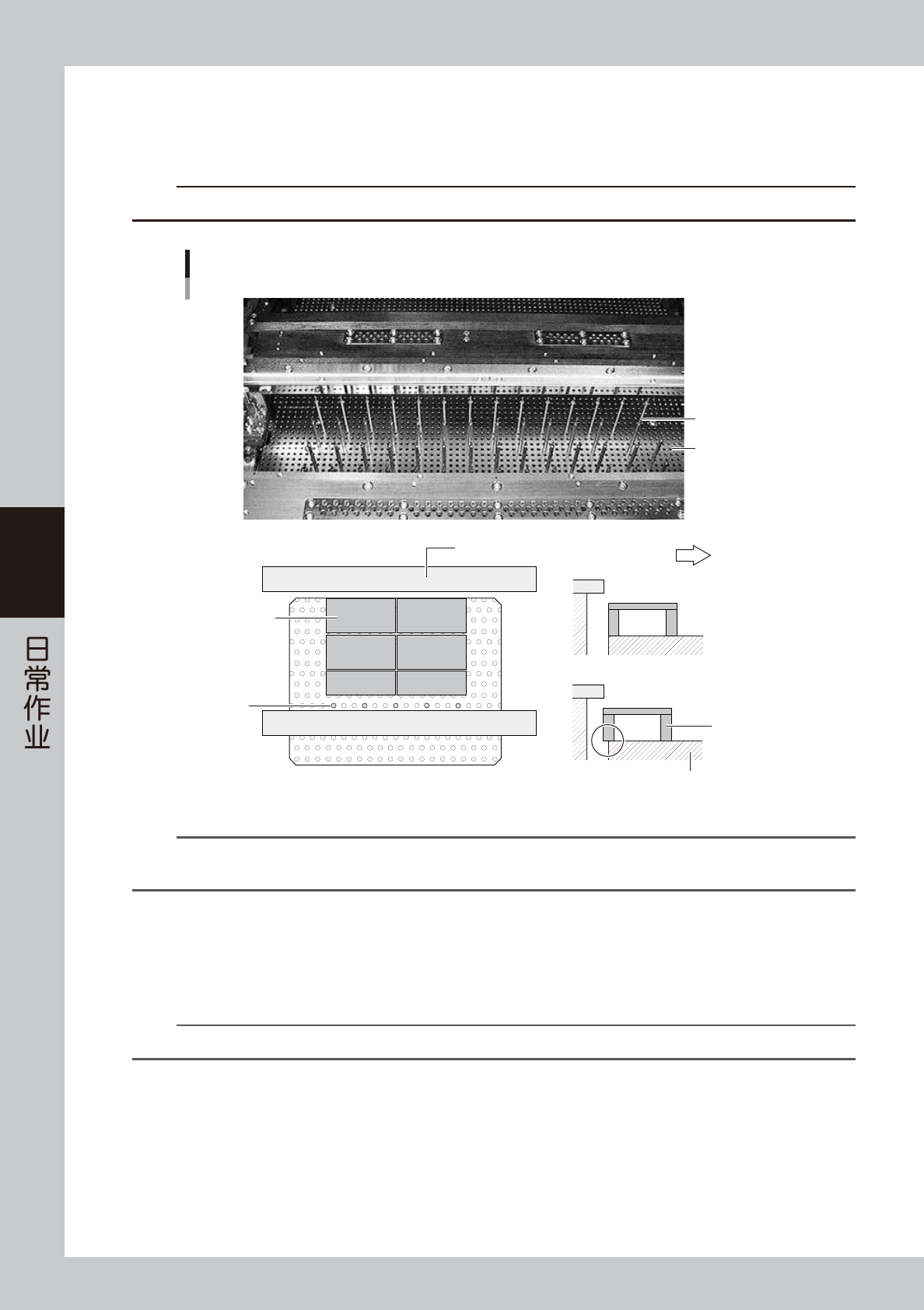
插入顶针。
想要操作的轨道侧的 DOOR LOCK 指示灯熄灯后,打开切换作业部的护盖,按照要生产的基板宽度,将顶
针插在顶板上。使用选配的平面支撑夹具时,也可以和顶针同时使用。
c
注意
紧急停机按钮,发生紧急意外情况下想要立即使机器停机运行时使用。一般情况请勿使用。
排列顶针
顶针
矩阵式顶板
OK
NG
顶针
〔平面支撑夹具与顶针同时使用时〕
平面支撑夹具
平面支撑夹具
印刷机正面
矩阵式顶板
固定侧传送轨
65401-N3-00
n
要点
有关顶针的排列,可按 [ 印刷 ] -“基板”画面的 [ 排列顶针 ] 按钮,在顶针画面预先输入顶针的排列,会更便于生产。
详细内容,请参阅第 7 章“3. 顶针的排列”。
4
关闭护盖,按操作面板的 [READY] 按钮。
5
按 [ 传入基板 ] 按钮,传入基板。
按照画面的提示,传入基板。基板自动被固定在印刷位置。
n
要点
使用 2 条轨道进行生产时,会显示“选择轨道号码”的对话框,选择轨道后按 [OK] 按钮。正在生产的轨道显示为灰色。
6
确认基板的固定状态。
1. 按 [ 调整印刷作业位置 ] 按钮,选择“确认传送”。
2. DOOR LOCK 指示灯熄灯后,打开护盖,用手触碰固定在传送轨上的基板确认没有歪斜或松动。