NPM维护保养说明.pdf.pdf - 第425页
NPM-D 维修篇 9.19 精度验证 EJM1DC-MB-09M -00 Page 9-107 9.19 精度验证 在此,对设备的装着精度的测定及使 用其测定结果的装着位置各 角度偏移量的登录顺序进行 说明。 9.19.1 概要 1 概略工序 精度验证及装着位置各角度偏移量的 登录使用专用的 MCDATA ( 生产程序 ) 。 该作业只能使用专用的 MCDATA 进行。 反映出各角度偏移量后将改写设备内 的机器参数。 为了安全,推荐在…
NPM-D
维修篇
9.18
托盘
Page 9-106 EJM1DC-MB-09M-00
17
按
+ [
确认
]
。
•
吸头移动到原点位置后,画面将会转换到在程
序
16.
中所选择的画面。
DualUnitCalibTrayPos-11C50-01
17
NPM-D
维修篇
9.19
精度验证
EJM1DC-MB-09M-00 Page 9-107
9.19
精度验证
在此,对设备的装着精度的测定及使用其测定结果的装着位置各角度偏移量的登录顺序进行说明。
9.19.1
概要
1
概略工序
精度验证及装着位置各角度偏移量的登录使用专用的
MCDATA (
生产程序
)
。
该作业只能使用专用的
MCDATA
进行。
反映出各角度偏移量后将改写设备内的机器参数。
为了安全,推荐在实施前保存现在的数据。
作业顺序大概为以下工序。
1.
生产的准备
c
MCDATA (
生产程序
)
的选择
d
准备装着、确认吸着位置、设置吸嘴
2.
装着的确认及反映
e
装着
f
装着结果的确认及反映
3.
装着精度的确认
g
装着
h
装着结果的确认
2
吸头的种类与作业内容及元件
因搭载的吸头样式不同实施作业而有不同。
各角度偏移量反映在芯片、微小、通用、通用
3D
的
4
处。
芯片
:
在
16
吸嘴吸头、
12
吸嘴吸头、
8
吸嘴吸头的贴装精度上反映
微小
:
是
0402
元件的专用偏移量
通用
:
在
2
吸嘴吸头的贴装精度及通用
8
吸嘴吸头的应对元件
(12
以上
)
上反映
通用
3D:
使用选购件的
3D
传感器时反映
各吸头作业中使用的吸嘴以及吸头如下所示。
吸头
芯片
微小
通用
通用
3D
16
吸嘴吸头
230CS : 16
个
230ZS : 16
个
--- ---
12
吸嘴吸头
230CS : 12
个
230ZS : 12
个
--- ---
8
吸嘴吸头
230C : 8
个
230Z : 8
个
184 : 2
个
184 : 2
个
2
吸嘴吸头
---
---
1005 : 2
个
1005 : 2
个
NPM-D
维修篇
9.19
精度验证
Page 9-108 EJM1DC-MB-09M-00
芯片精度
z
芯片元件的装着确认使用敝公司指定的量具芯片。
z
该量具芯片使用与实际元件相同的陶瓷材料,并对其加以特殊镀金制成。
z
形状稳定性优异,能正确取得装着偏移量。
量具芯片
型号
ERJJ02AAAAAV
元件形状
1.0 mm
×
0.5 mm
厚度
0.14 mm
z
用治具芯片进行的精度确认是必须进行的作业。
z
实装
0402
尺寸的元件时,优先使用
0402
专用的偏移量。
z
实装
0402
尺寸的元件时,推荐进行
0402R
的各角度的偏移量登录以及精度验证。
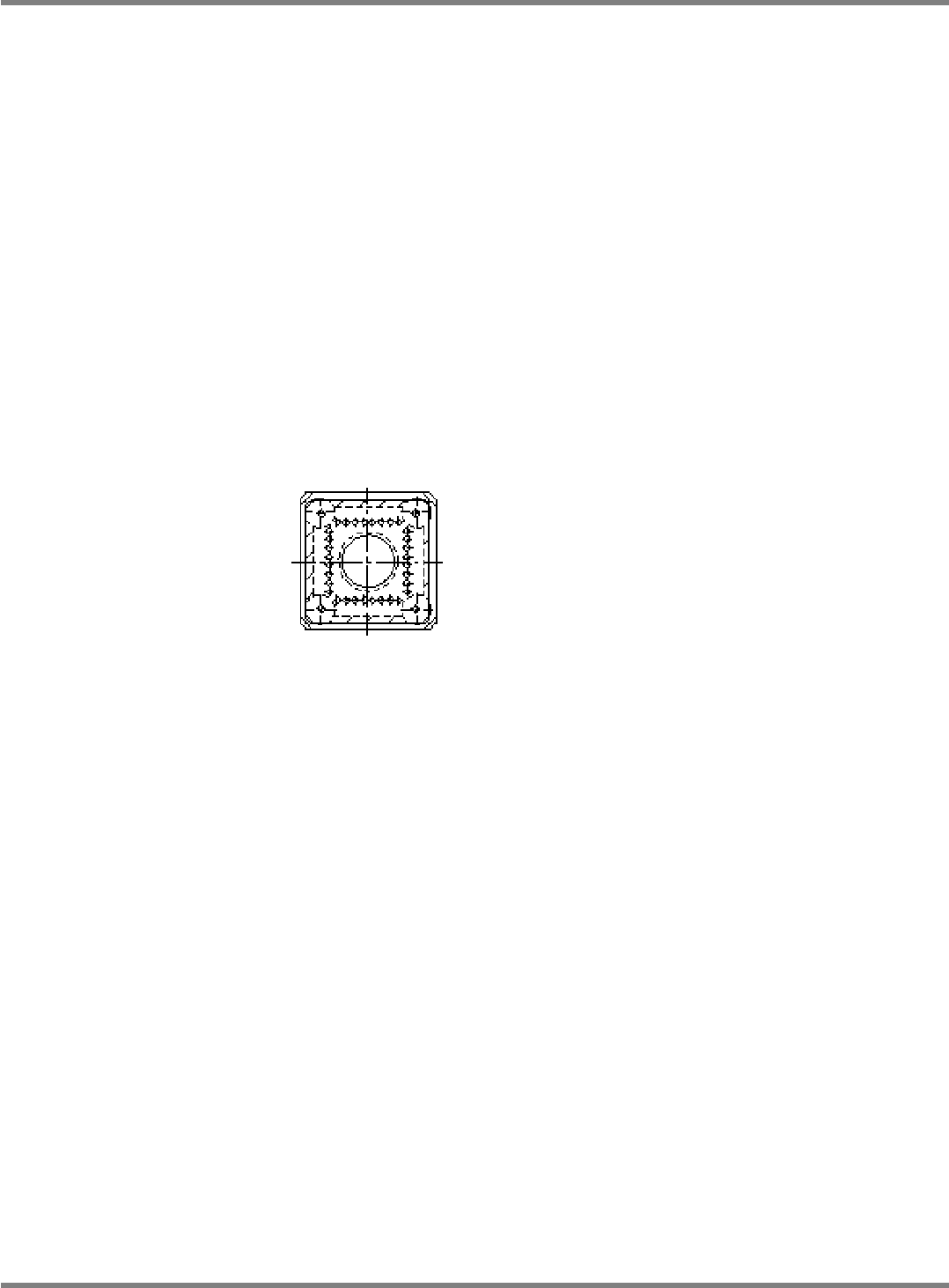
通用精度及通用
3D
精度
z
使用专用的
JIG_BGA
。
z
将正确形成
BGA
形状图形的金属板固定在树脂箱上。
z
对各箱分别进行装着,并计测精度。
JIG_BGA
型号
N610087876AA