NPM维护保养说明.pdf.pdf - 第444页
NPM-D 维修篇 9.20 检查头精度验证 Page 9-126 EJM1DC-MB-09M-00 3 计测结果的确认 ⑤ 计测 ( 与③ 计测相同 ) ⑥ 计测精度的确认 ( 与④ 计测结果的确认及反映 相同 ) 该项工序并不是必需的,是作为测量 设备的精度实力的基准而实 施的。 重复进行反映后精度验证结果仍然不 见好转,可能是由以下原因 造成的。 原因 处理方法 面补正治具脏污。 请确认治具的表面是否有伤痕、垃圾 的附着。 检查头…
NPM-D
维修篇
9.20
检查头精度验证
EJM1DC-MB-09M-00 Page 9-125
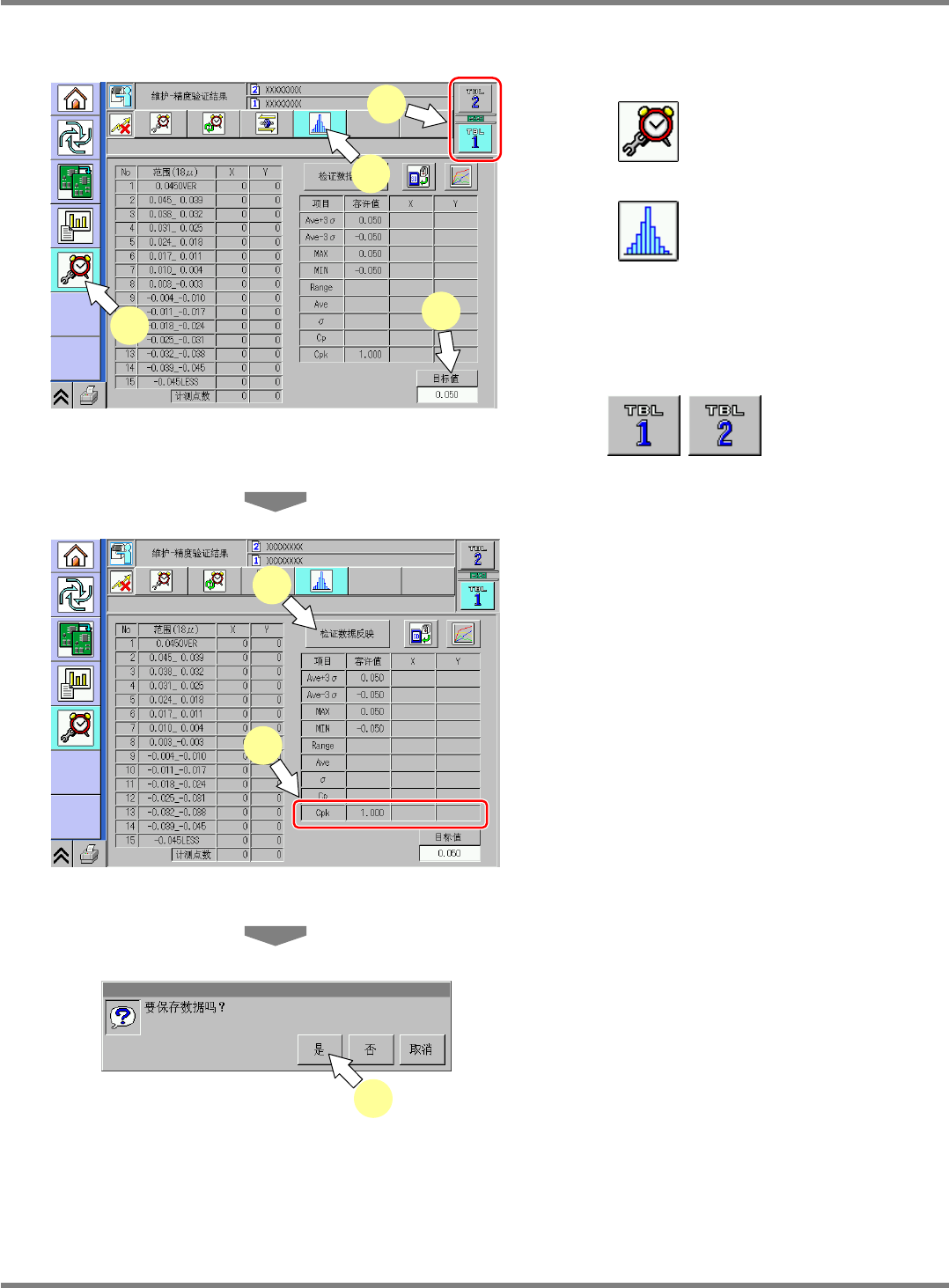
④ 计测结果的确认及反映
5
按
。
6
按
。
7
选择工作台。
∗
选择检查头的工作台。
•
按
,显示前后个别和综合
的精度。
8
按
[
目标值
]
。
∗
9
µ
m 0.020 mm
∗
18
µ
m 0.040 mm
9
确认结果。
∗
计测结果的
Cpk
比规定值低时,将验证数据反
映到检查照相机偏移量中。
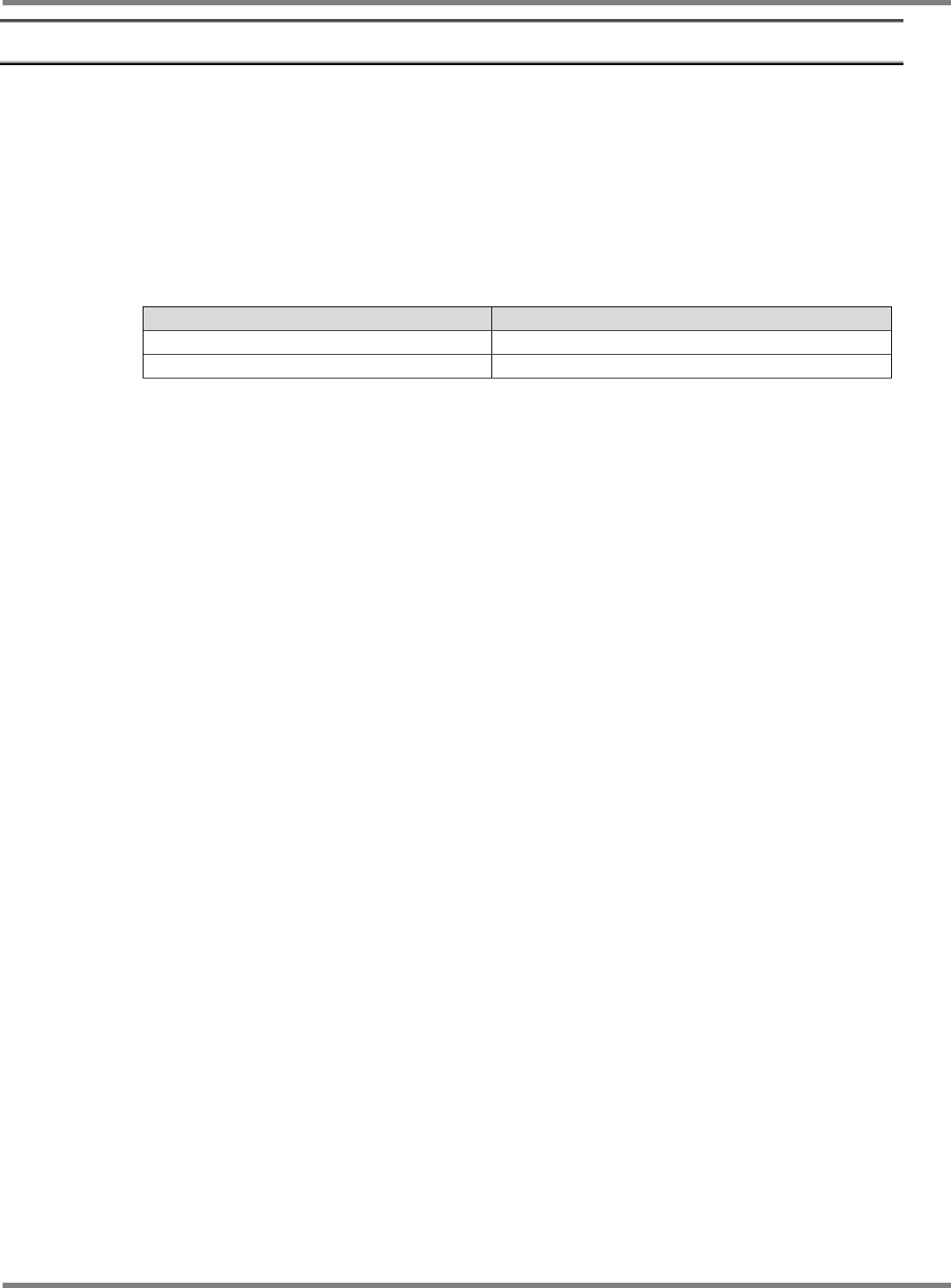
10
反映贴装偏移量的情况下按
[
检证数
据反映
]
。
•
按
[
检证数据反映
]
后显示出左图画面。
11
按
[
是
]
。
•
按
[
是
]
将反映数据,并更新机器参数的内容。
检查数据的反映到此完成。
可以再次计测后对计测精度的结果进行确认。此
时请进行
“3
计测结果的确认
”
的操作。
11
ProdConditionVarifyCPK-01C01
5
6
8
7
ProdConditionVarifyCPK-01C01
9
10
NPM-D
维修篇
9.20
检查头精度验证
Page 9-126 EJM1DC-MB-09M-00
3
计测结果的确认
⑤ 计测
(
与③
计测相同
)
⑥ 计测精度的确认
(
与④
计测结果的确认及反映
相同
)
该项工序并不是必需的,是作为测量设备的精度实力的基准而实施的。
重复进行反映后精度验证结果仍然不见好转,可能是由以下原因造成的。
原因
处理方法
面补正治具脏污。
请确认治具的表面是否有伤痕、垃圾的附着。
检查头的机器参数不正确。
请实施与检查头有关的校准。
NPM-D
维修篇
9.21
点胶头精度验证
EJM1DC-MB-09M-00 Page 9-127
9.21
点胶头精度验证
在此,对点胶头的精度的测定顺序进行说明。
9.21.1
概要
1
概略工序
点胶头的精度验证使用专用
MCDATA (
生产程序
)
。
该作业只能使用专用的
MCDATA
进行。
作业顺序大概为以下工序。
1.
生产的准备
c
MCDATA (
生产程序
)
的选择
d
准备点胶
2.
确认及反映点胶
e
点胶
f
点胶结果的确认及反映
3.
确认点胶精度
g
点胶
h
点胶结果的确认
2
MCDATA (
生产程序
)
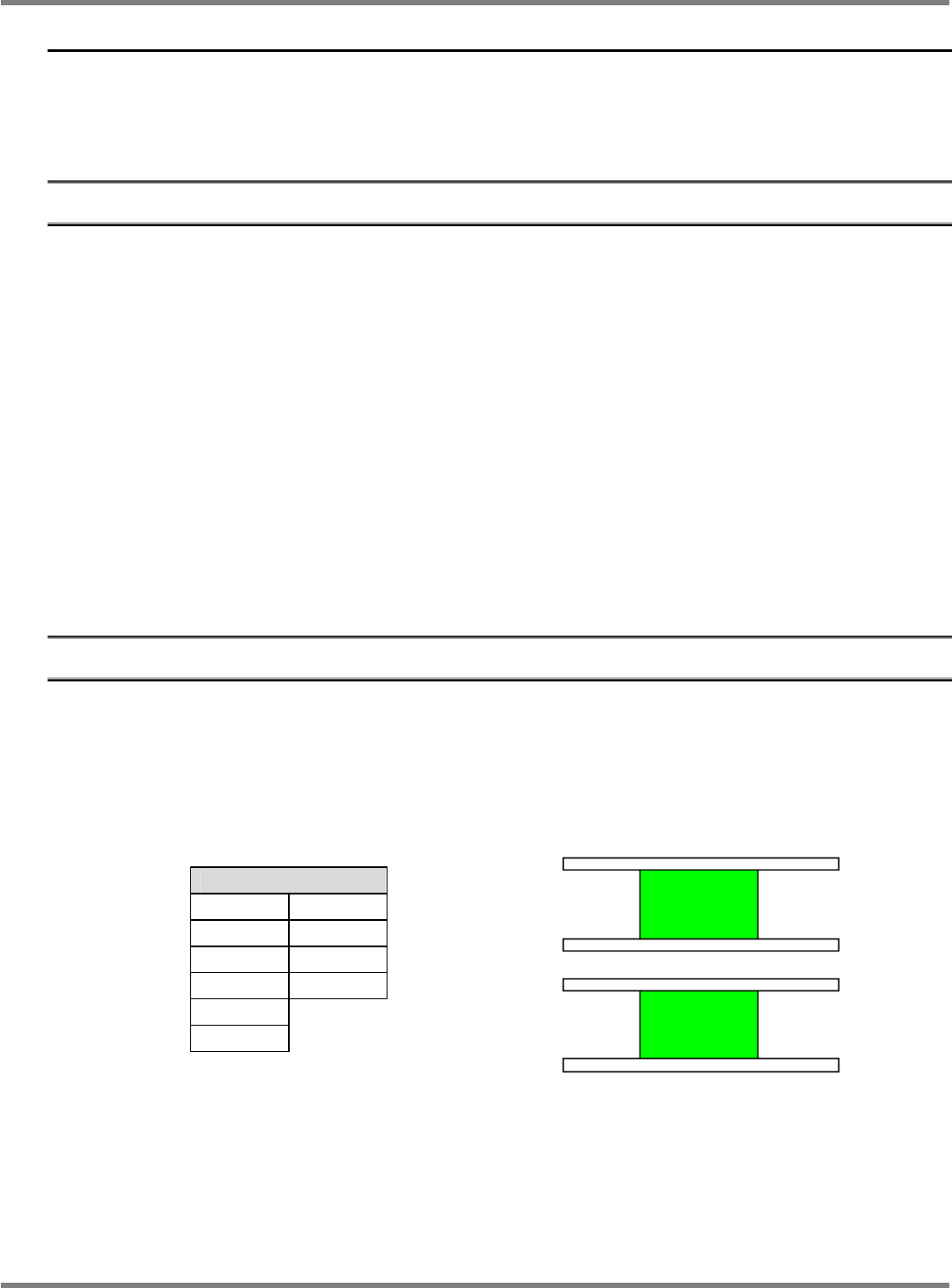
主要吸头以及供给部的构成如下所示。
以吸头式样为例,
DIS-8F
表示的是前侧
:
点胶头
;
后侧
: 8
吸嘴、供料器供给部。
同样
DIS-2T
表示,前侧
:
点胶头
;
后侧
: 2
吸嘴、托盘供给部。
在双传送带模式的情形下,在轨道
1
、轨道
2
上确认点胶精度。
吸头式样
DIS-16F 16-DIS
DIS-12F 12-DIS
DIS-8F 8-DIS
DIS-8T 2-DIS
DIS-2F
DIS-2T
MCDATA (
生产程序
)
保存在本机附带的
CD-ROM (
机器的系统
/
识别
/ LNB
系统光盘
)
中。
请参照与
CD-ROM
同包装的
MCDATA
一览文件,根据机器类型选择
MCDATA
,将其拷贝到
SD
卡中后再读入到本机中。
∗
SD
卡请客户方面准备。
轨道
2
轨道
1