KE-2050-KE-2060 使用说明书.pdf - 第107页
第1部 基本篇 第2章 生产 画面上显示如下内容 表 2.4.3.2 进行预热时的画面 项 目 内 容 设置内容 显示初始画面上设定的时间或次数。 次 数 显示本次运行预热的时间, 或次数。 运行状况 综合信息 显示迄今为止执行预热的累计时间、 或累计次数。 在显示机器运行信息的画面上,可以 清除旧数据。 按 STOP 开关 或 按 画 面 上 的 “中止” 按钮后, 会 出现对话框, 要求确认是否结束预 热。 若要结束预热,请按 &l…
第1部 基本篇 第2章 生产
(3) 设置时间、或次数
在编辑框内输入预热停止的时间、或次数。
结束条件,可在下列范围选择(初始设置为:
[0])。
时间: 0 ~ 9999 (分)
* 设置数据为“0” 时,机器将持续运行,直到命令结束为止。
次数: 0 ~ 999999 (次)
(4) 设置速度(需具备技术服务人员以上水平者)
只限用户组具备技术服务人员以上水平者,方允许设置速度。
设置轴的动作速度。
可从”中速”、 ”高速”、 ”高速 2”、中选定(初始设置为”中速”) 。
2-4-3 运行内容
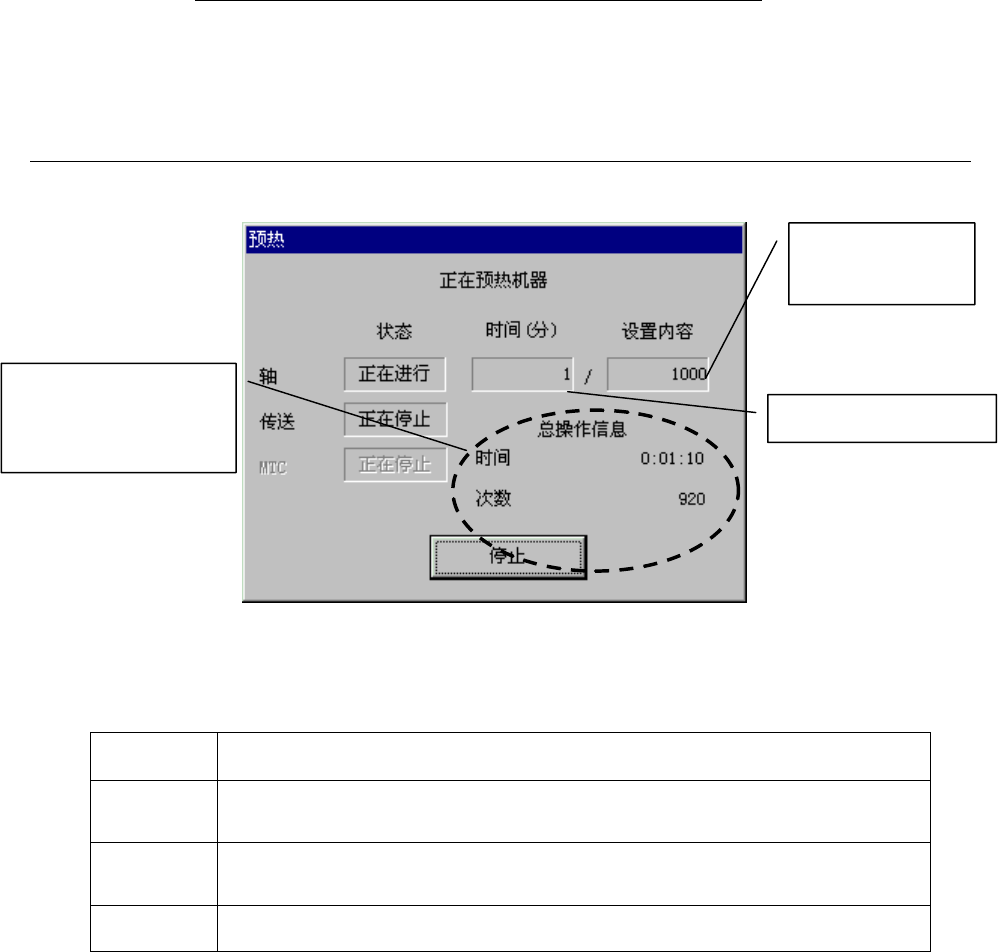
预热运行期间,显示下列画面。
运行状况综合信息:
系指迄今为止执行预热
的总时间/次数。
现在执行的时间/次数
初始画面上设定
的时间/次数
図 2.4.3.1 运行中的画面
选择对象后,开始执行下列预热动作
运行对象 运 行 内 容
轴 XYZθ轴电动机和 ATC 滑板开始操作。但 ATC 滑板的动作,在反复开、关 10
次后,自动结束。
传送 传送电动机、支撑台、止动销、外形基准气缸(选项)、喷吹等开始动作。但止动
销、外形基准气缸的动作,在反复 ON、OFF 4 次后,自动结束。
MTC
执行滑梭动作。
表 2.4.3.1 预热运行内容
2-14
第1部 基本篇 第2章 生产
画面上显示如下内容
表 2.4.3.2 进行预热时的画面
项 目 内 容
设置内容 显示初始画面上设定的时间或次数。
次 数 显示本次运行预热的时间, 或次数。
运行状况
综合信息
显示迄今为止执行预热的累计时间、或累计次数。
在显示机器运行信息的画面上,可以清除旧数据。
按 STOP 开关或按画面上的“中止”按钮后,会出现对话框,要求确认是否结束预热。
若要结束预热,请按 <是 (Y)> 停止预热运行,回到初始画面。再启动预热时,无
需清空原有数据,机器仍可继续运行。但若对计算项目的内容设置进行更改,例如把时
间改为次数、次数改为时间,则原预热的运行时间累计或次数累计记录,会被清空。
如果要重新启动预热,请在对话框上选择 <否 (N)>。
2-15
第1部 基本篇 第2章 生产
2-5 空运行模式
在不进行生产,作为传送控制而运送基板时使用该模式。
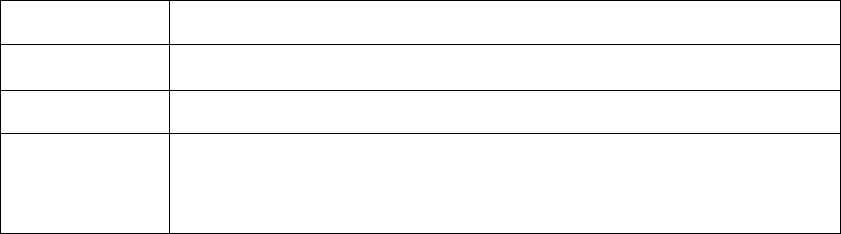
从主画面的菜单栏中选择“维护”/“空运行模式”后,显示以下画面。
此时,虽然无需返回原点,但需根据基板的尺寸来调整传送宽度。
即使由于设备的故障而无法返回原点,有时也能使用空运行模式。
此时,为了防止因传感器的误检测而导致的停止,请使其自动将贴片头(Head)组
件移动到比传送路线更靠内的一侧。(=大约在校准块的上方)
图 2.5.1 开始空运行模式
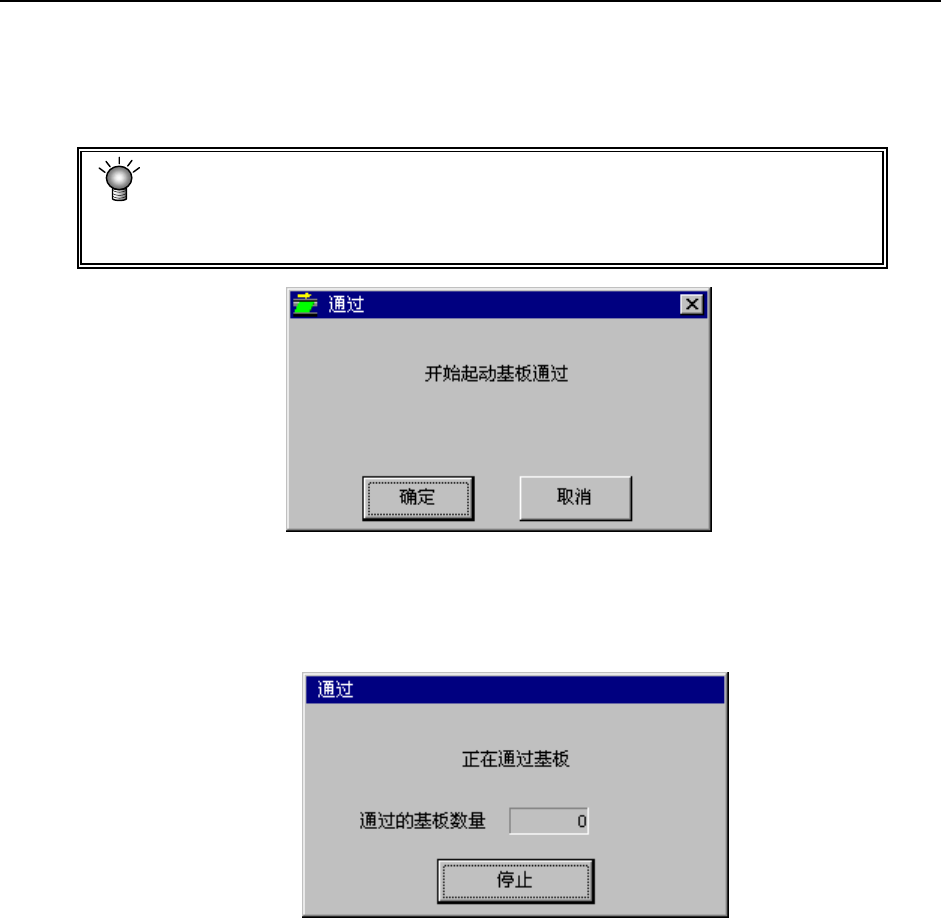
单击“确定”后,显示如下画面,传送传感器检测到有基板到来时,传送带开始转动。
图 2.5.2 进行空运行模式中
单击“停止”后,空运行模式停止。
2-16