3 Stage Conveyor.pdf - 第46页
TECH NICAL RE FERE NCE ADJUS TMEN TS & SETTI NGS 1.40 High Throughput Conveyor Manual Chapter Issue 2 May 02 Quick Fit Board Clamp Foil Replacement W ARNING BOARD CLAMPS. EX TREME CAR E MUST BE EX ERCISED WHE N WORKI…
TECHNICAL REFERENCE
ADJUSTMENTS & SETTINGS
Chapter Issue 2 May 02 High Throughput Conveyor Manual 1.39
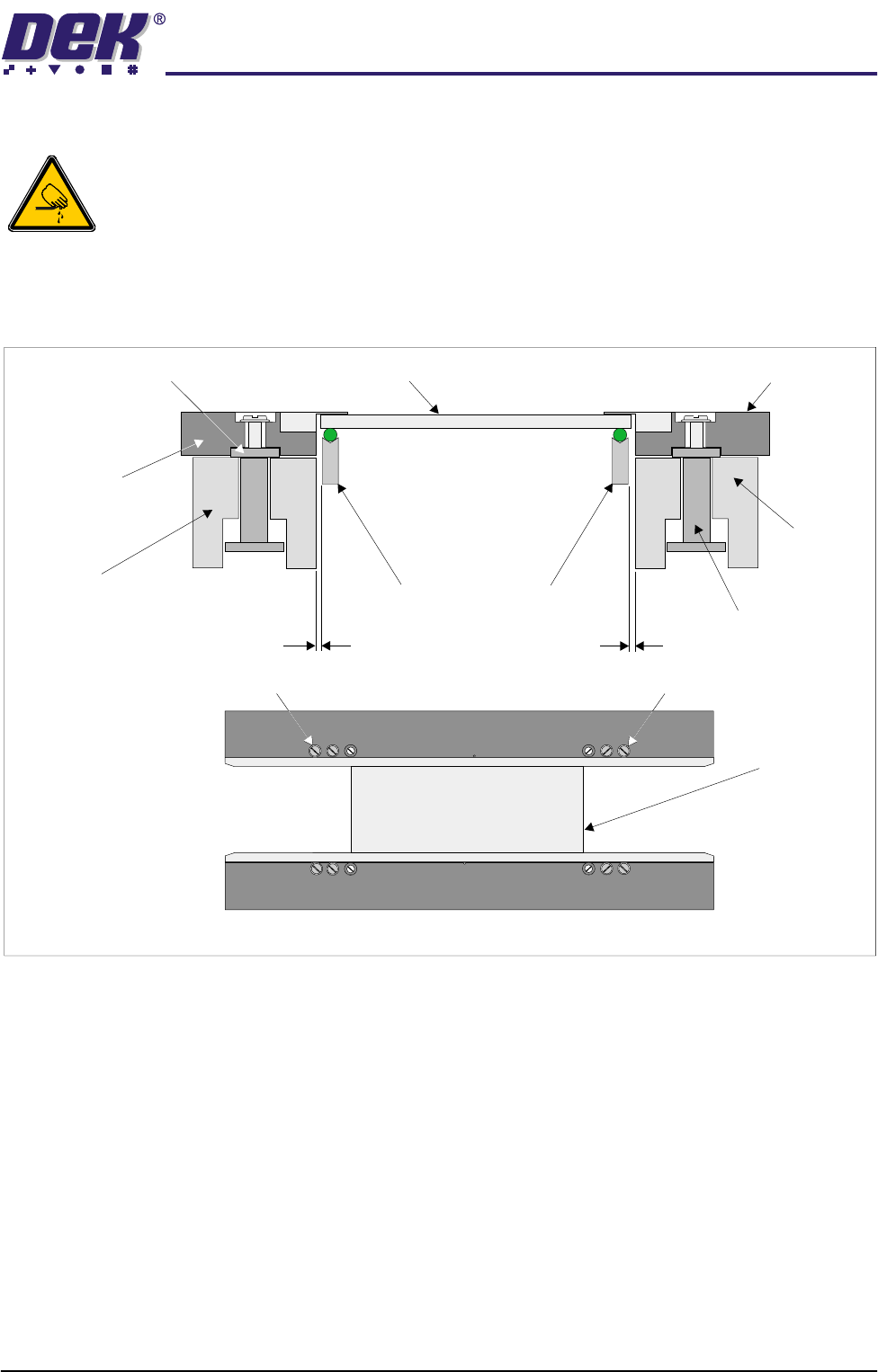
Quick Fit Board Clamp Setting
WARNING
BOARD CLAMPS. EXTREME CARE MUST BE EXERCISED WHEN WORKING IN
THE TOOLING AREA OF THE MACHINE TO AVOID INJURY. THE FOILS ON THE
FRONT AND REAR BOARD CLAMPS ARE VERY SHARP.
1. Check that a gap between the front board clamp and the transport belt is set
between 0.1mm - 0.15mm. Ensure that the front board clamp is parallel to
the front transport belt.
2. If adjustment is necessary, slacken Screw A (2 positions) and adjust.
Tighten Screw A (2 positions) on completion.
3. Repeat Steps 1 and 2 for the rear board clamp.
4. Gently move the rear rail in by hand enabling the setting plate (140403) to
be moved along the transport rails until it sits along the entire length of the
board clamp. Gently move the rear rail in by hand until the front and rear
clamps grip the setting plate.
5. Using a 0.05mm feeler gauge check along the whole length of both clamps
for gaps. If the feeler enters any gaps, slacken Screws A on the rear board
clamp and adjust. Tighten Screws A on completion.
6. If any adjustment is carried out, ensure that gaps set in Steps 1 and 2 are
maintained.
7. Check for correct operation of the board clamps after any adjustment is
made.
WARNING SHARP EDGE
WARNING SHARP EDGE
PATENT No.5157438
PATENT No.5157438
Board Clamp
Setting Plate
A
A
Board Clamp Mechanism
Front Fixed Rail
Transport Belt Guides
0.1mm - 0.15mm
0.1mm - 0.15mm
Board Clamp Mounting Plate
Board Clamp Setting Plate
Front Board Clamp
Rear Board Clamp
Moving Rail
Board Clamp Guide
TECHNICAL REFERENCE
ADJUSTMENTS & SETTINGS
1.40 High Throughput Conveyor Manual Chapter Issue 2 May 02
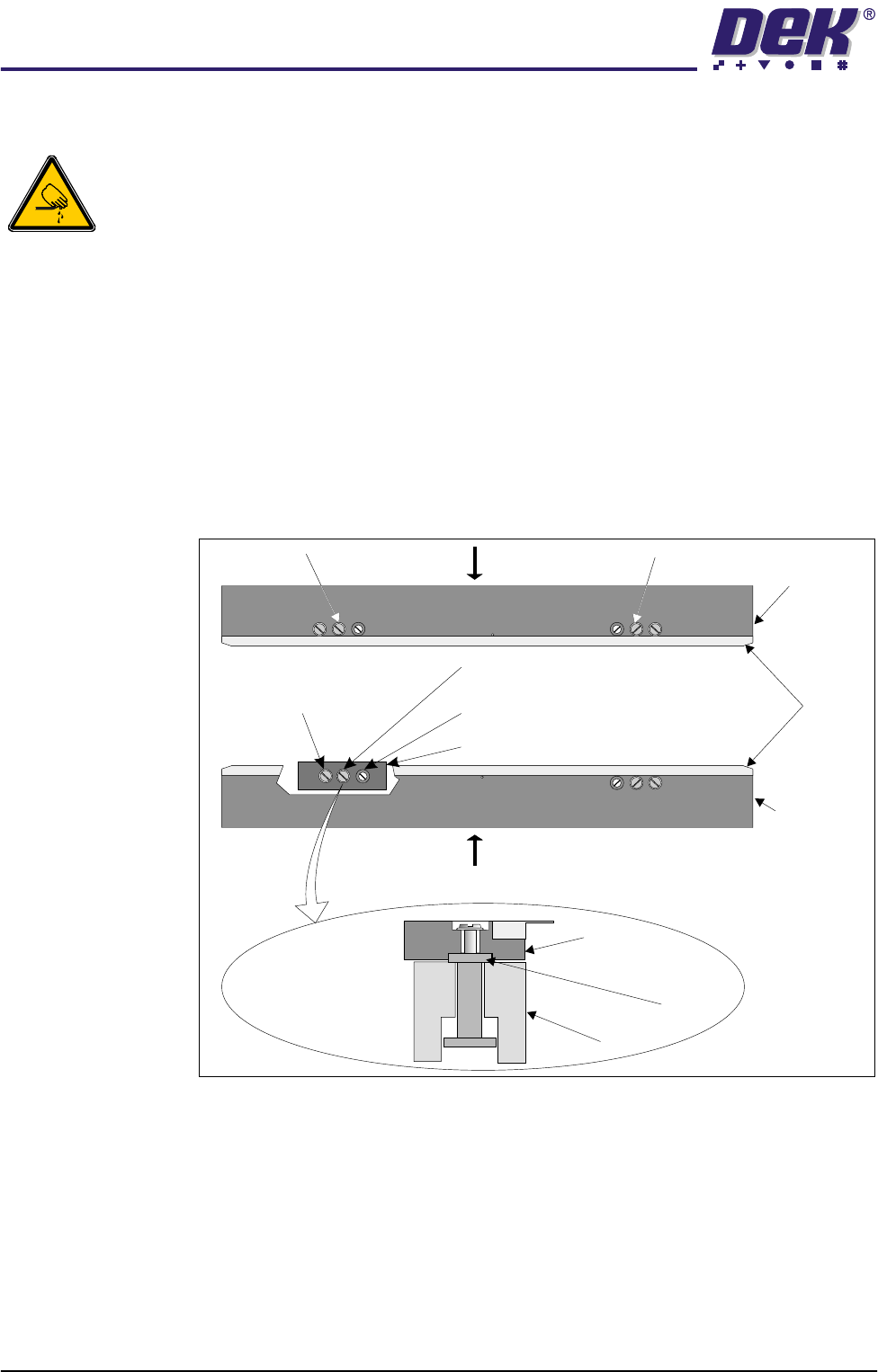
Quick Fit Board Clamp Foil Replacement
WARNING
BOARD CLAMPS. EXTREME CARE MUST BE EXERCISED WHEN WORKING IN
THE TOOLING AREA OF THE MACHINE TO AVOID INJURY. THE FOILS ON THE
FRONT AND REAR BOARD CLAMPS ARE VERY SHARP.
1. Remove Screws C and lift off the board clamp. Retain the two screws (see
Note 1).
2. Remove the eight M2.5 x 6mm pan headed slotted screws securing the foil
to the board clamp. Discard the foil and retain the eight screws.
3. Fit the new foil with the screws removed in Step 2.
4. Place the board clamp into original position by sliding in the direction of
arrow A for the rear board clamp and arrow B for the front board clamp. This
ensures the board clamp butts up against the outside face of the board
clamp mounting plate.
5. Secure the board clamp with the screws removed in Step 1.
NOTE
1. Due to build tolerances the board clamps must be refitted to the same
position.
2. The board clamp setting up procedure is not required after board clamp
foil replacement.
WARNING SHARP EDGE
WARNING SHARP EDGE
PATENT No.5157438
PATENT No.5157438
C C
B
A
Rear Board
Clamp
Front Board
Clamp
Foils
Piston Screw
Carrier
Carrier Securing Screw
Cutaway showing a Carrier
Guide Locking Screw
Rail
Carrier
Board Clamp
Side View of Carrier
Plan View on Print Station showing Carrier Adjustment
TECHNICAL REFERENCE
ADJUSTMENTS & SETTINGS
Chapter Issue 2 May 02 High Throughput Conveyor Manual 1.41
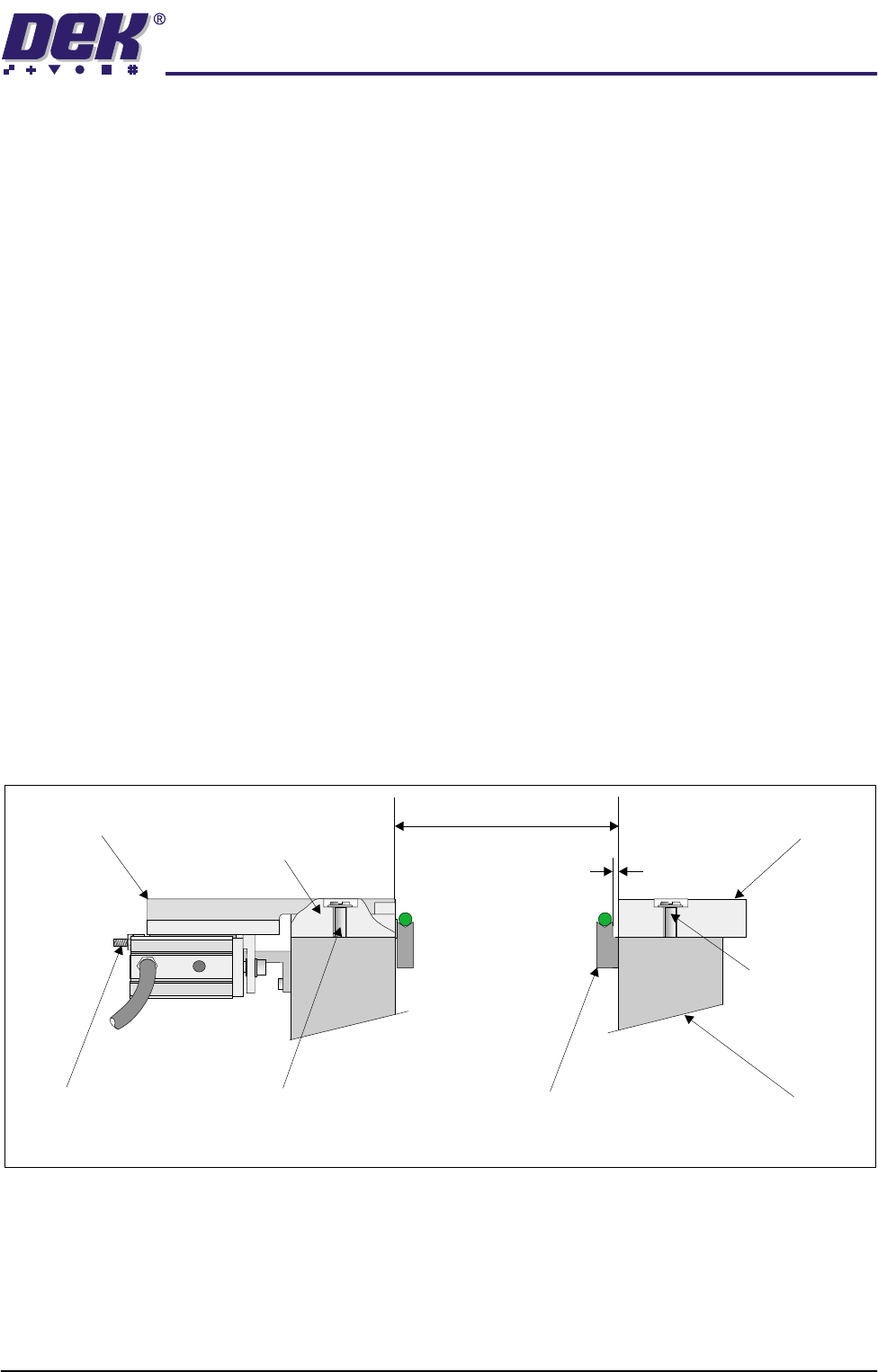
Snugger Clamp Setting (Parallelism)
The adjustable snugger plate, rear rail guide and fixed snugger plate are all
interchangeable with similar units to facilitate differences in board thicknesses
(0.8mm, 1.0mm and 1.6mm).
The following checks and adjustment settings for the snugger clamp is applica-
ble to all three size configurations.
The procedure for setting up snugger parallelism is as follows:
1. Using a 0.10mm feeler gauge check that the gap between the fixed snugger
plate and transport belt guide is set between 0.10mm - 0.15mm. Ensure
that parallelism is achieved along the full length of the snugger plate.
2. If adjustment is necessary. Slacken fixed snugger plate securing screws (3
in number) and adjust.
3. Using a vernier gauge measure the distance between the fixed snugger
plate and rear rail guide, gently move the rear rail forward until a gap of
250mm ±0.1mm is achieved. Ensure that parallelism is maintained along
the full length.
4. If adjustment is necessary. Slacken rear rail guide securing screws (3 in
number) and adjust.
5. Ensure that parallelism is achieved along the rear rail guide and adjustable
snugger plate. This is achieved by using a vernier gauge and checking that
the rear rail guide/adjustable snugger plate is the same distance to the front
snugger plate. Adjust the two stop mount bolts to move the snugger plate
if required.
Transport Belt Guide
Fixed Snugger Plate
Fixed Rail
0.1mm - 0.15mm
250mm +/- 0.1mm
Securing Screws
(3 in Number)
Securing Screws (3 in Number)
Stop Mount Bolts
(2 in Number)
Adjustable Snugger Plate
Rear Rail Guide
(Cutaway)
Side View showing Snugger Clamp Detail (Parallelism)