JUKI IS软件说明书_.pdf - 第25页
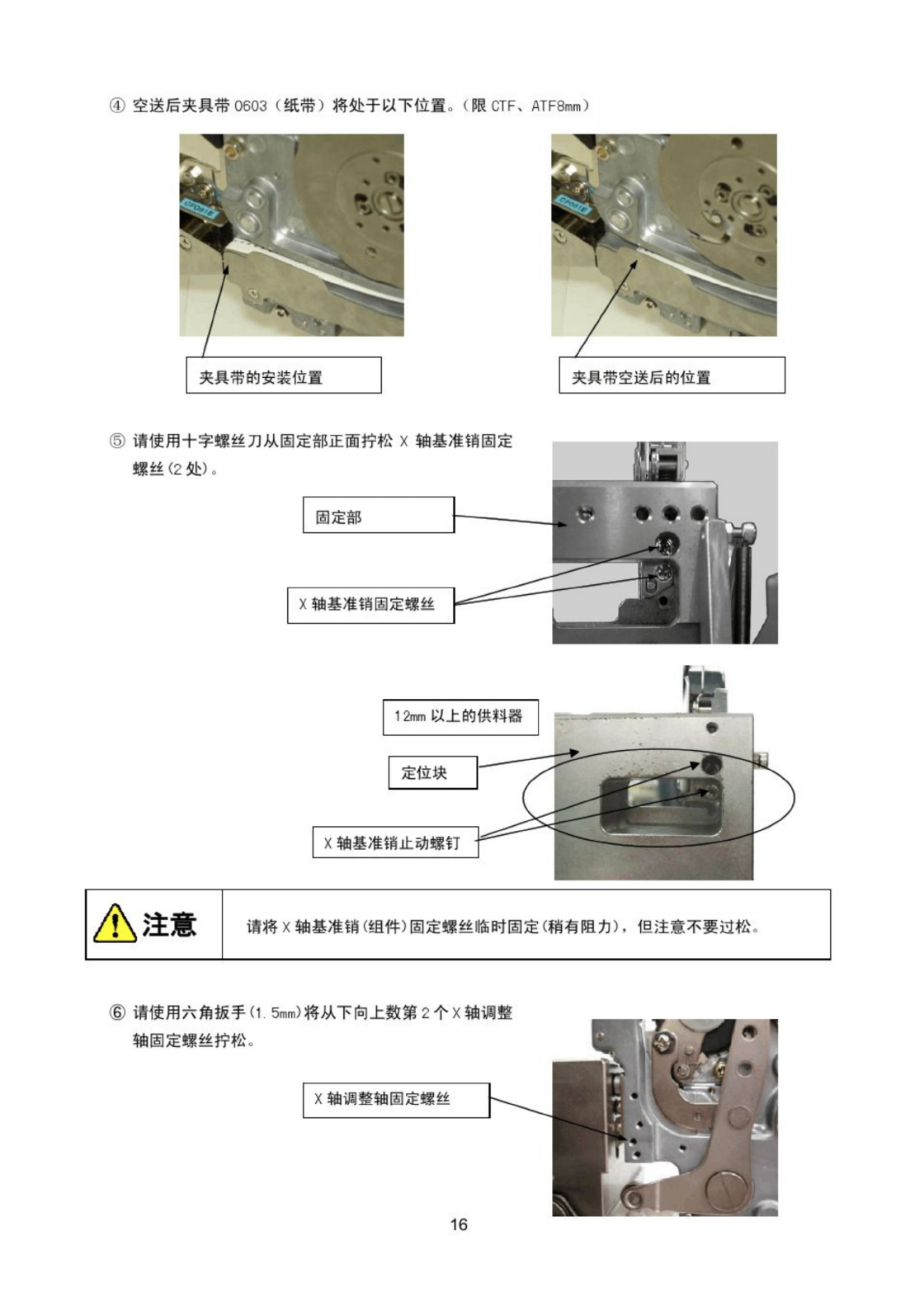
④ 空送后夹具带 0603 ( 纸带 ) 将处于以下位置 , ( 限 CTF 、 ATF 8 _ > 夹具带的安装位置 夹具带空送后的位 M ⑤ 请使用十字螺丝刀从固定部正面拧松 X 轴基准销固定 螺丝 ( 2 处 ) 。 固定部 X 轴基准销固定螺丝 12 _ 以上的供料器 定位块 X 轴基准销止动螺钉 也注意 请将 X 轴基准销 ( 组件 〉 固定螺丝临时固定 ( 稍有阻力 ) , 但注意不要过松 u ⑥ 请使用六角扳手 ( …

am
(
CTF
)
、
ann
~
24
mi
(
FTF
)
、
&
mi
(
ATF
)
、
12
24
m
>
(
ATF
)
的调整
么注意
安装在供料器调整夹具上之前
,
请确认供料器和夹具的安装面上没有划伤
、
撞痕
。
(
1
)
X
方向
(
左右位置
)
吸附位置的调整
在
7
-
1
.
调整前的准备工作的基准位置调整好的状态下实施
。
1
)
X
轴调整轴的调整
①
使用六角扳手
(
1.5
mm
)
拧松
X
轴基准销
B
固定螺丝
,
拔出
X
轴基准销
B
。
仅适用于
8
_
供料器中的
FF
、
CF
、
AF
型供料器
(
2
根顶端销的类型
)
。
(
12
_
以上的供料器中是没有的
)
轴基准销
B
固定螺丝
供料器座
X
轴基准销
B
②
将带供料器安装到调整夹具主体上
。
r
③
使用推杆空送安装好的带供料器
u
根据各种供料器的棘轮齿数空送的次数有所变化
。
.
*
F
03
**
、
*
F
05
*
*
等
60
齿时为
10
次
.
*
F
08
**
等
30
齿时为
5
次
从棘轮齿的形状可以简单地区分
,
间
SI
间距小的为
60
齿
。
(
照片为
30
齿
)
碰撞式推杆
15
④
空送后夹具带
0603
(
纸带
)
将处于以下位置
,
(
限
CTF
、
ATF
8
_
>
夹具带的安装位置
夹具带空送后的位
M
⑤
请使用十字螺丝刀从固定部正面拧松
X
轴基准销固定
螺丝
(
2
处
)
。
固定部
X
轴基准销固定螺丝
12
_
以上的供料器
定位块
X
轴基准销止动螺钉
也注意
请将
X
轴基准销
(
组件
〉
固定螺丝临时固定
(
稍有阻力
)
,
但注意不要过松
u
⑥
请使用六角扳手
(
1.5
_
)
将从下向上数第
2
个
X
轴调整
轴固定螺丝拧松
。
X
轴调整轴固定螺丝
16
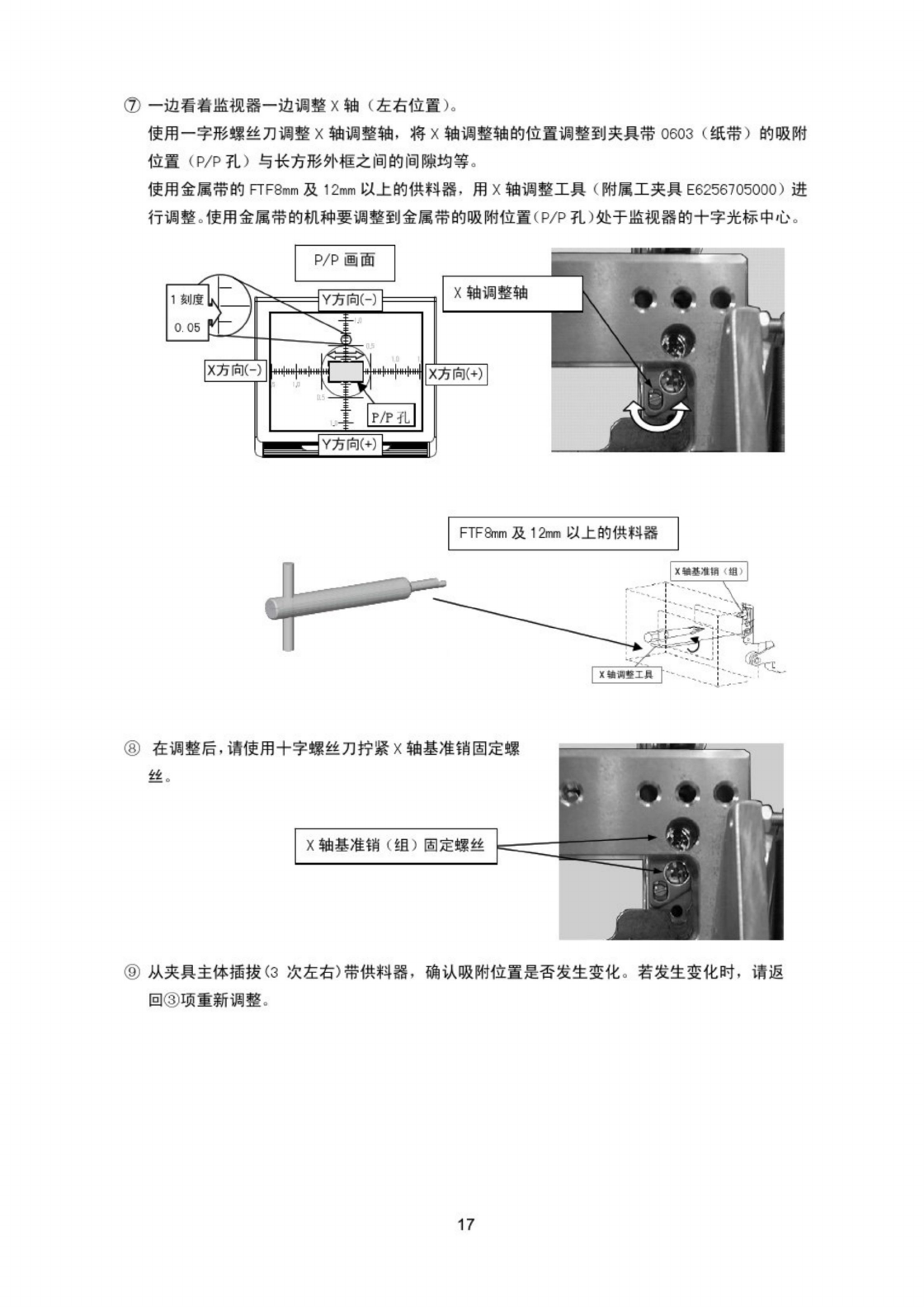
⑦
一边看着监视器一边调整
X
轴
(
左右位置
)
。
使用一字形螵丝刀调整
X
轴调整轴
,
将
X
轴调整轴的位置调整到夹具带
0603
(
纸带
)
的吸附
位置
(
P
/
P
孔
)
与长方形外框之间的间隙均等
。
使用金属带的
FTF
8
n
>
m
及
12
mm
以上的供料器
.
用
X
轴调整工具
(
附属工夹具
E
6256705000
)
进
行调整
。
使用金属带的机种要调整到金属带的吸附位置
(
P
/
P
孔
)
处于监视器的十字光标中心
^
P
/
P
画面
X
轴调整轴
^
^
丫方向
(
-
)
卜
|
x
方向
(
-
>
I
k
方向
(
+
)
丨
[
p
^
FTFaran
及
12
_
以上的供料器
⑧
在调整后
,
请使用十字螺丝刀拧紧
X
轴基准销固定螺
丝
。
X
轴基准销
(
组
)
固定螺丝
⑨
从夹具主体插拔
(
3
次左右
)
带供料器
,
确认吸附位置是否发生变化
。
若发生变化时
,
请返
回
③
项重新调整
。
17