JUKI IS软件说明书_.pdf - 第28页
④ 请将带供料器安装到夹具主体上 。 ⑤ 一边看着监视器一边调整 X 轴 . 使用一字形螺丝刀调整 X 轴基准销 B . 将 X 轴基准销 B 的位 M 调整到夹具带 0603 ( 纸带 ) 的吸附位置 ( P / P 孔 ) 与长方形外框之间间 _ 均等 . ※ 使用金属带的机种要调整到金属带的吸附位置 ( P / P 孔 ) 处于监视器的十字光标中心 。 P / P 画面 wall | Y 方向 ( - ) [ : | x 方邮 :…
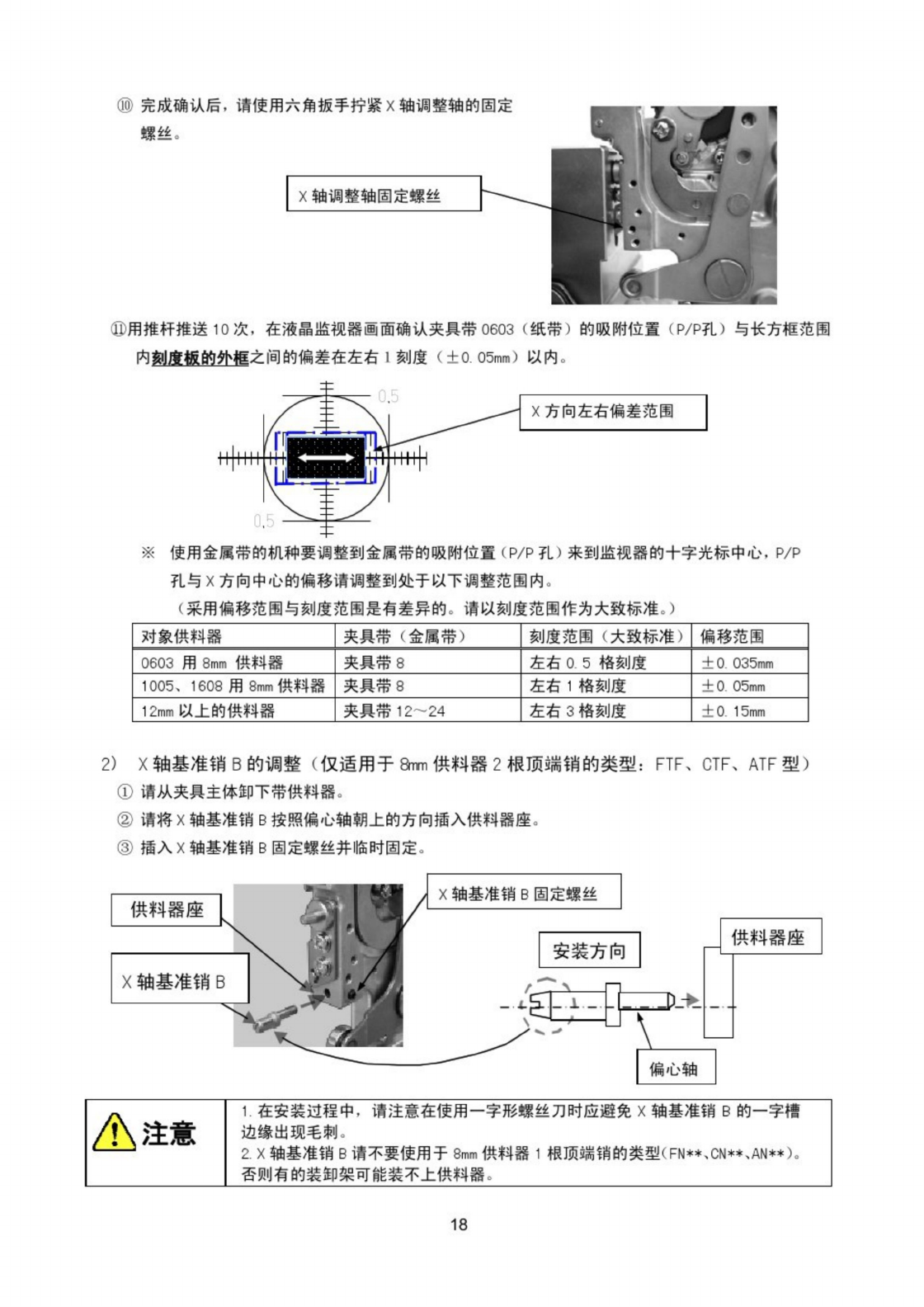
⑩
完成确认后
.
请使用六角扳手拧紧
X
轴调整轴的固定
螺丝
a
X
轴调整轴固定螺丝
⑪
用推杆推送
10
次
,
在液晶监视器画面确认夹具带
0603
(
纸带
)
的吸附位置
(
P
/
PE
)
与长方框范围
内刻度板的外框之间的偏差在左右
1
刻度
(
士
0
.
05
_
)
以内
。
X
方向左右偏差范围
H
(
++
H
※
使用金属带的机种要调整到金属带的吸附位置
(
P
/
P
孔
)
来到监视器的十字光标中心
,
P
/
P
孔与
x
方向中心的偏移请调整到处于以下调整范围内
。
(
采用偏移范围与刻度范围是有差异的
t
请以刻度范围作为大致标准
。
>
对象供料器
夹具带
(
金属带
)
刻度范围
(
大致标准
>
偏移范围
0603
用
8
mm
供料器
夹具带
8
左右
0
.
5
格刻度
±
0
-
035
mm
1005
、
1608
用
8
供料器
夹具带
8
左右
1
格刻度
±
0
-
05
mm
左右
3
格刻度
12
_
以上的供料器
夹具带
12
24
±
0
.
15
mm
2
)
X
轴基准销
B
的调整
(
仅适用于
&
mi
供料器
2
根顶端销的类型
:
FTF
、
CTF
、
ATF
型
)
①
请从夹具主体卸下带供料器
。
②
谓将
X
轴基准销
B
按照偏心轴朝上的方向插入供料器座
,
③
插入
X
轴基准销
B
固定螺丝并临时固定
。
X
轴基准销
B
固定螺丝
供料器座
供料器座
安装方向
X
轴基准销
B
偏心轴
1
在安装过程中
,
请注意在使用一字形螺丝刀时应避免
X
轴基准销
B
的一字槽
边缘出现毛刺
=
2
.
X
轴基准销
B
请不要使用干
8
mm
供料器
1
根顶端销的类型
(
FN
**
、
CN
*
*
、
AN
«
)
。
否则有的装卸架可能装不上供料器
。
注意
18
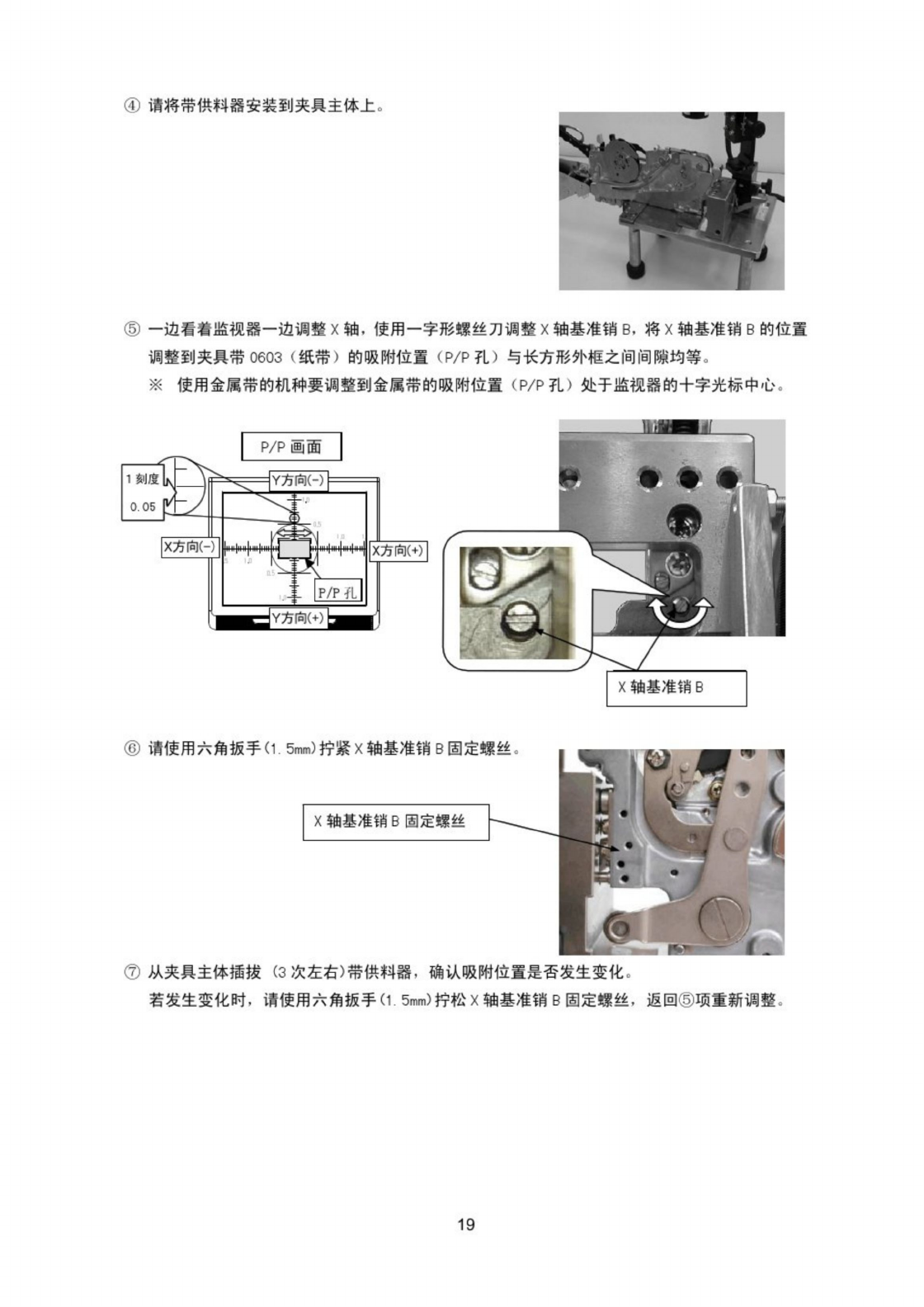
④
请将带供料器安装到夹具主体上
。
⑤
一边看着监视器一边调整
X
轴
.
使用一字形螺丝刀调整
X
轴基准销
B
.
将
X
轴基准销
B
的位
M
调整到夹具带
0603
(
纸带
)
的吸附位置
(
P
/
P
孔
)
与长方形外框之间间
_
均等
.
※
使用金属带的机种要调整到金属带的吸附位置
(
P
/
P
孔
)
处于监视器的十字光标中心
。
P
/
P
画面
wall
|
Y
方向
(
-
)
[
:
|
x
方邮
:
|
x
方向
(
+
)
I
IP
/
P
孔
I
X
轴基准销
B
⑥
请使用六角扳手
(
1.5
胃
)
拧紧
X
轴基准销
B
固定螺丝
=
X
轴基准销
B
固定螺丝
WB
⑦
从夹具主体插拔
(
3
次左右
)
带供料器
,
确认吸附位置是否发生变化
。
若发生变化时
,
请使用六角扳手
(
1.5
_
〉
拧松
X
轴基准销
B
固定螺丝
,
返回
⑤
项重新调整
,
19
⑧
用推杆推送
10
次
,
在液晶监视器画面确认夹具带
0603
(
纸带
)
的吸附位置
(
P
/
P
孔
)
与长方框范
围内刻度板的外框之间的偏差在左右
1
刻度
(
士
0.05
mm
)
以内
。
使用金属带的机种要调整到金属带的吸附位置
(
P
/
P
孔
)
来到监视器的十宇光标中心
,
P
/
P
孔与十字光标中心的偏移请调整到处于以下调整范围内
。
(
采用偏移范围与刻度范围是有差异的
t
请以刻度范围作为大致标准
3
夹具带
(
金属带
)
刻度范围
(
大致标准
)
偏移范围
对象供料器
左右
0
.
5
格刻度
0603
用
8
mm
供料器
夹具带
8
±
0
.
035
mm
左右
1
格刻度
1005
、
1608
用
8
供料器
夹具带
8
±
0
.
05
mm
12
mm
以上的供料器
夹具带
12
24
左右
3
格刻度
±
0
.
15
mm
(
2
)
Y
方向吸附位置的调整
①
使用金属带的机种
,
在调整
12
皿
n
以上的供料器时
,
请用手指抓住金属带
.
以与进给方向相
反的方向在施加张力的同时进行调整
.
1
)
止 动 器 爪 偏 心 销 的 调 整
①
在
“
X
方向吸附位置调整
”
之后
,
请进行
Y
方向吸附位置的调整
。
②
请把带供料器安装到夹具主体
。
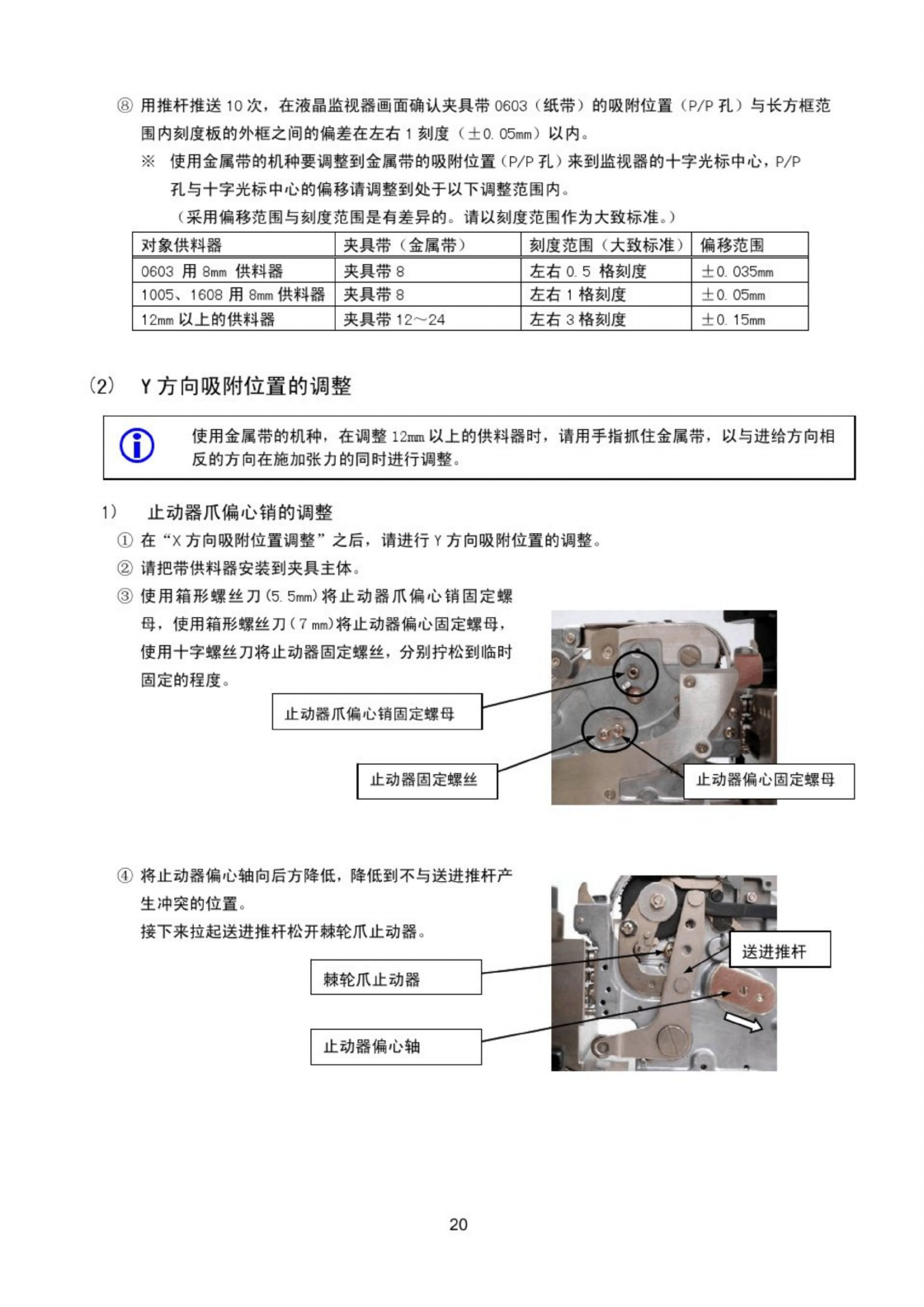
③
使用箱形螺丝刀
(
5
.
5
mm
)
将止动器爪偏心销固定螺
母
,
使用箱形螺丝刀
(
7
mm
)
将止动器偏心固定螺母
,
使用十字僻刀将止动器
11
雜丝
,
分别桃離
W
固定的程
t
止动器爪偏心销固定螺母
止动器固定螺丝
止动器偏心固定螺母
④
将止动器偏心轴向后方降低
,
降低到不与送进推杆产
生冲突的位置
i
接下来拉起送进推杆松开棘轮爪止动器
u
送进推杆
棘轮爪止动器
止动器偏心轴
20