JUKI IS软件说明书_.pdf - 第38页
⑦ 将供料器从调整夹具中拔出插入 ( 2 次 ) . 确认 吸附位置无变化 , 再正式旋紧剰余的 2 个 X 轴基 准销组止动螺钉 。 ( 请将 2 个螺钉从夹具主体上取下 , 正式旋紧固 P / P 的画面 Y 方向 ( - ) 定 。 ) ⑧ 请板动几次推杆 . 确认 P / P 无偏离 。 请确认 P / P 孔与十時光标中心的偏移处于左右 3 格刻度 ( ± 0 . 15 mm ) 的范围内 。 Y 方向 ( + ) ( 2 )…
7
-
4
FTF
32
mm
72
mm
、
FTFR
32
mm
56
mm
带式供料器的调整
7
-
4
-
1
FTF
的调整
需要时
.
请进行以下调整
。
需要调整多个位置时
,
请一定按照以下顺序编号进行调整
。
(
1
)
X
方向吸附位置的调整
(
2
)
Y
方向吸附位置的调整
<
3
)
棘轮爪和棘轮圆盘的间隙调整
(
4
)
止动器的调整
(
5
)
遮挡器行程的调整
(
6
)
遮挡器止动器的调整
(
7
)
吸附位
S
的确认
A
注意
使用夹具时
.
请确认夹具的基准面
(
调整夹具和夹具供料器的位置
)
上应该没有
异物
.
同时夹具上应没有损伤等
.
(
1
)
X
方向吸附位置的调整
〈
顺序
〉
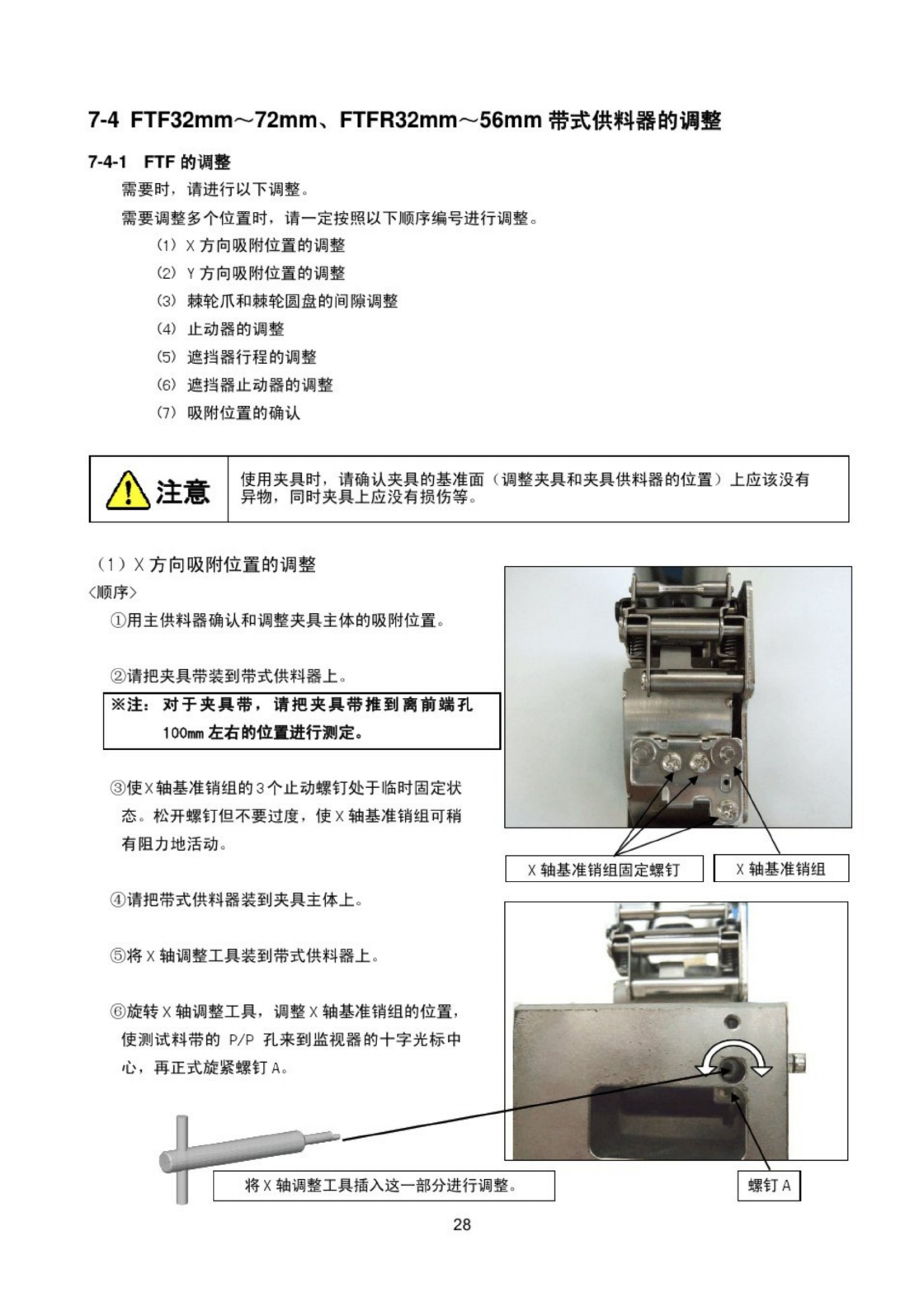
①
用主供料器确认和调整夹具主体的吸附位置
t
②
请把夹具带装到带式供料器上
。
※
注
:
对于夹具带
,
请把夹具带推到商前端孔
100
mm
左右的位置进行测定
9
③
使
X
轴基准销组的
3
个止动螺钉处于临时固定状
态
。
松开螺钉但不要过度
,
使
X
轴基准销组可稍
有阻力地活动
。
X
轴基准销组
X
轴基准销组固定螺钉
④
请把带式供料器装到夹具主体上
。
⑤
将
X
轴调整工具装到带式供料器上
。
⑥
旋转
X
轴调整工具
.
调整
X
轴基准销组的位置
,
使测试料带的
P
/
P
孔来到监视器的十字光标中
心
,
再正式旋紧螵钉
A
。
将
X
轴调整工具插入这一部分进行调整
,
,
螺钉
A
28
⑦
将供料器从调整夹具中拔出插入
(
2
次
)
.
确认
吸附位置无变化
,
再正式旋紧剰余的
2
个
X
轴基
准销组止动螺钉
。
(
请将
2
个螺钉从夹具主体上取下
,
正式旋紧固
P
/
P
的画面
Y
方向
(
-
)
定
。
)
⑧
请板动几次推杆
.
确认
P
/
P
无偏离
。
请确认
P
/
P
孔与十時光标中心的偏移处于左右
3
格刻度
(
±
0
.
15
mm
)
的范围内
。
Y
方向
(
+
)
(
2
)
Y
方向吸附位置的调整
使用金属带的机种
.
在调整
12
mm
以上的供料器时
,
请用手指抓住金属带
,
以与进给方向相
反的方向在施加张力的同时进行调整
。
①
〈
顺序
>
①
用主供料器确认和调整夹具主体的吸附位置
t
②
请把夹具带装到带式供料器上
。
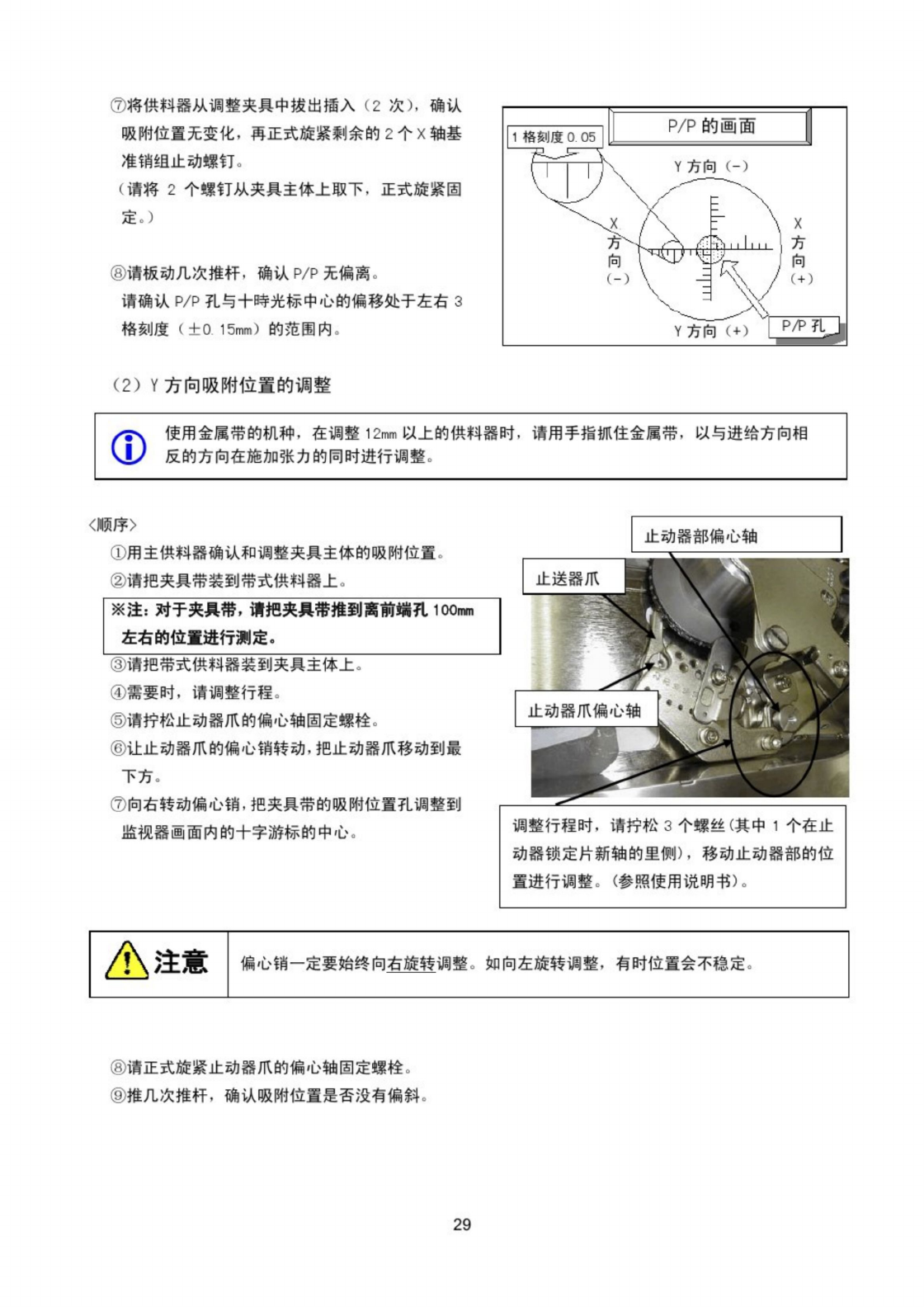
止动器部偏心轴
止送器爪
※
注
:
对于夹具带
,
谓把夹具带推到离前端孔
100
n
左右的位置进行测定
。
③
请把带式供料器装到夹具主体上
。
④
需要时
,
请调整行程
。
⑤
谓拧松止动器爪的偏心轴固定螺栓
。
⑥
让止动器爪的偏心销转动
.
把止动器爪移动到最
止动器爪偏心轴
下方
。
⑦
向右转动偏心销
,
把夹具带的吸附位置孔调整到
监视器画面内的十字游标的中心
。
调整行程时
,
请拧松
3
个螺丝
(
其中
1
个在止
动器锁定片新轴的里侧
)
,
移动止动器部的位
置进行调整
t
(
参照使用说明书
)
。
△
注意
偏心销一定要始终向右旋转调整
、
如向左旋转调整
,
有时位置会不稳定
⑧
请正式旋紧止动器爪的偏心轴固定螺栓
。
⑨
推几次推杆
.
确认吸附位置是否没有偏斜
t
29
7
L
X
方向
(
+
7
P
(
3
)
棘轮爪和带盘的间隙调整
〈
顺序
〉
①
请拧松棘轮爪调整偏心环固定螺丝
。
②
转动棘轮爪调整偏心环
.
把棘轮爪和棘轮盘的
间隙调整到
0
.
05
-
0
.
15
丽以下
。
③
谓拧紧固定棘轮爪调整偏心环固定螺丝
u
i
密相接
(
4
)
止动器的调整
〈
顺序
〉
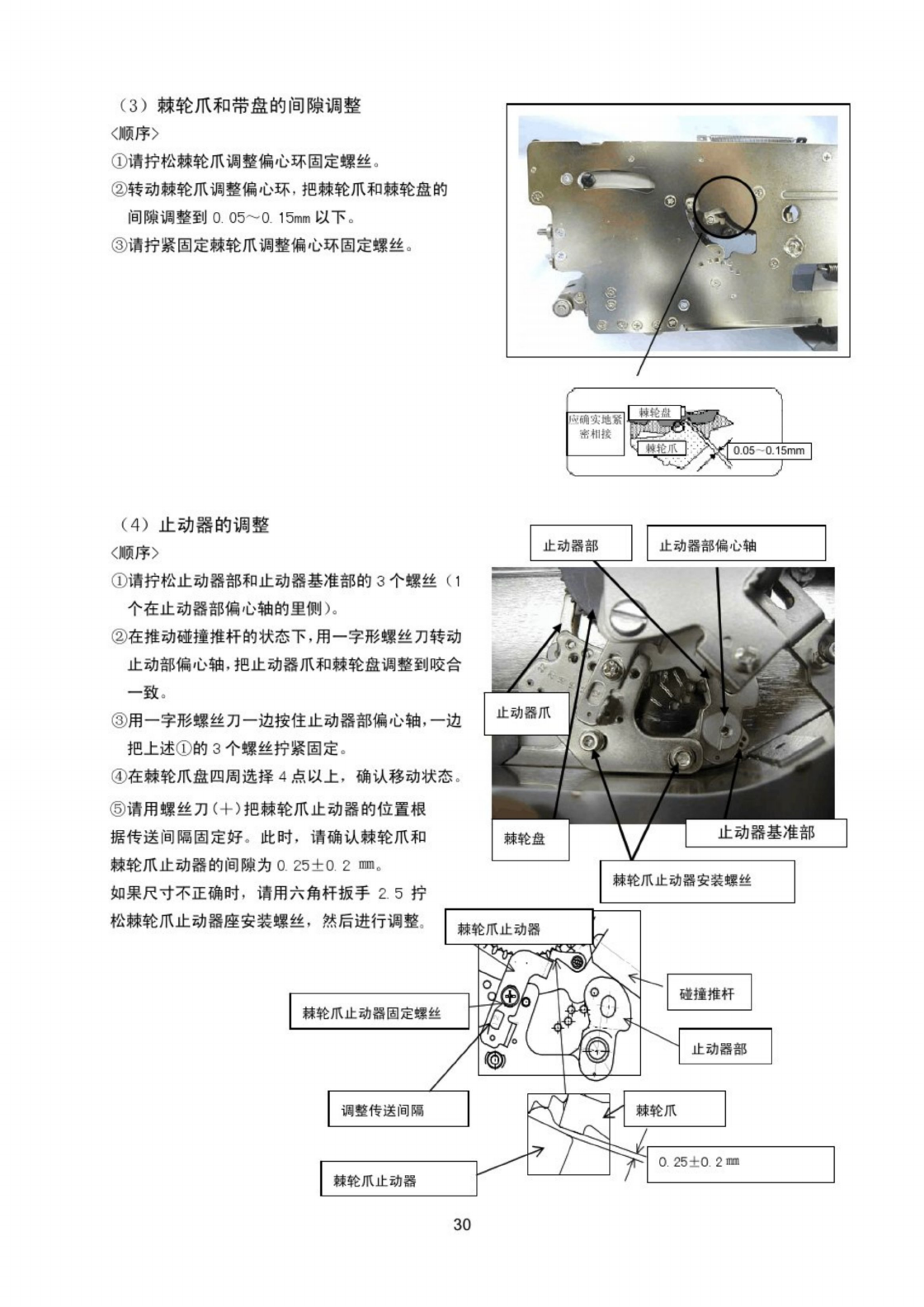
①
请拧松止动器部和止动器基准部的
3
个螺丝
(
1
个在止动器部偏心轴的里侧
)
。
②
在推动碰撞推杆的状态下
,
用一字形螺丝刀转动
止动部偏心轴
,
把止动器爪和棘轮盘调整到咬合
止动器部
止动器部偏心轴
一致
-
止动器爪
③
用一字形螺丝刀一边按住止动器部偏心轴
,
一边
把上述
①
的
3
个螺丝拧紧固定
。
④
在棘轮爪盘四周选择
4
点以上
,
确认移动状态
。
⑤
请用螺丝刀
(
+
)
把棘轮爪止动器的位置根
据传送间隔固定好
。
此时
,
请确认棘轮爪和
棘轮爪止动器的间隙为
0
.
25
土
0
.
2
麵
。
如果尺寸不正确时
.
请用六角杆扳手
2
.
5
拧
松棘轮爪止动器座安装螺丝
,
然后进行调整
止动器基准部
棘轮盘
棘轮爪止动器安装螺丝
棘轮爪止动器
0
ro
碰撞推杆
棘轮爪止动器固定螺丝
止动器部
调整传送间隈
棘轮爪
0.25
士
0.2
咖
》
棘轮爪止动器
30