JUKI IS软件说明书_.pdf - 第50页
⑤ 接着将固定偏心销的固定螺丝 ( 对边 1 . 5 _ 0 拧松 。 在下图位置上 , 把供料器侧面下面第 2 个固定螺 丝拧松 。 固定螺丝 0 © 开 始 进 行 X 轴方向的调整 t 用一字螺丝刀旋转 X 轴的调整轴 , 使 “ 金属夹具带 ” 的圆孔在 X 方向成 为光标中心 ( 圆孔的边缘位置为左右相同的值 ) 。 一刻度 005 mm X 方向 ( 一 ) 41
7
-
5
-
2
调整
X
方向的吸取位置
<
步骤
〉
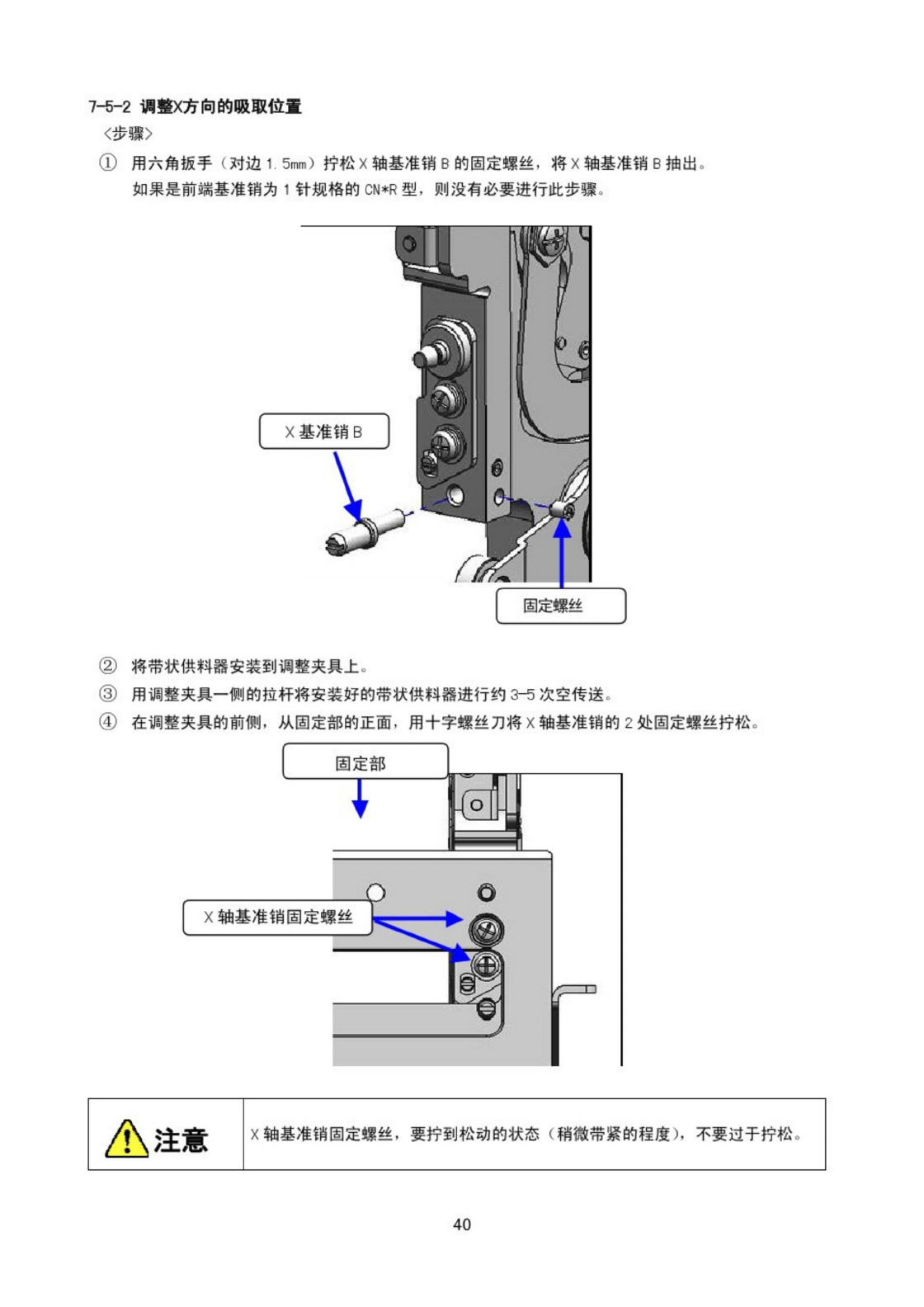
①
用六角扳手
(
对边
1.5
mm
)
拧松
X
轴基准销
B
的固定螺丝
.
将
X
轴基准销
B
抽出
。
如果是前端基准销为
1
针规格的
CN
*
R
型
.
则没有必要进行此步骚
L
I
X
基准销
B
固定螺丝
②
将带状供料器安装到调整夹具上
。
③
用调整夹具一侧的拉杆将安装好的带状供料器进行约
3
-
5
次空传送
。
④
在调整夹具的前侧
.
从固定部的正面
,
用十字螺丝刀将
X
轴基准销的
2
处固定螺丝拧松
。
固定部
1
X
轴基准销固定螺丝
r
么注意
X
轴基准销固定螺丝
,
要拧到松动的状态
(
稍微带紧的程度
)
,
不要过于拧松
。
40
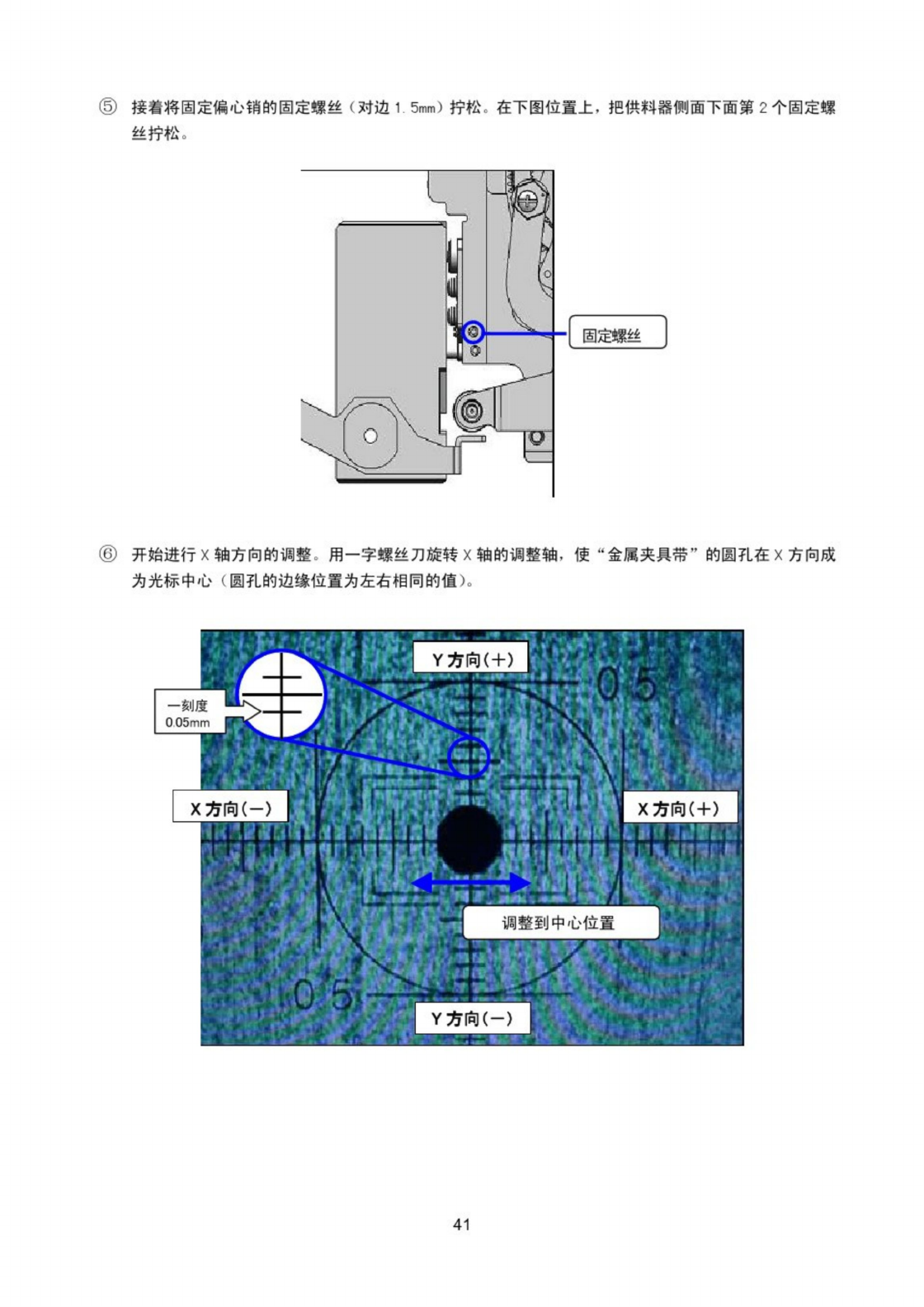
⑤
接着将固定偏心销的固定螺丝
(
对边
1
.
5
_
0
拧松
。
在下图位置上
,
把供料器侧面下面第
2
个固定螺
丝拧松
。
固定螺丝
0
©
开 始 进 行
X
轴方向的调整
t
用一字螺丝刀旋转
X
轴的调整轴
,
使
“
金属夹具带
”
的圆孔在
X
方向成
为光标中心
(
圆孔的边缘位置为左右相同的值
)
。
一刻度
005
mm
X
方向
(
一
)
41
⑦
调整后
,
用
+
字螺丝刀将步骒
④
拧松的
X
轴基准销的
2
处固定螺丝拧紧
,
⑧
用六角扳手
(
对边
1.5
mm
)
,
将步嫌
⑤
拧松的
X
轴调整轴固定螺丝拧紧
。
®
用调整夹具一侧的传送杆传送约
20
次
.
确认圆孔的位
M
分布均在下述各项规格范围内
。
如果是
NG
时
,
请返回步驟
④
.
重新进行调整
。
规格
刻度范围
(
大约
)
吸取位置规格
型号
CF
03
HPR
(
0603
用供料器
)
左右
0
.
5
刻度
±
0
.
035
纸带
、
压纹带专用机
左右
1
刻度
土
0.05
CF
05
*
*
R
~
08
**
R
CN
05
HPR
.
CN
08
HER
,
CF
8
L
1
*
R
纸带
、
压纹带专用机
左右
2
刻度
±
0.1
CN
081
CR
,
CN
8
L
1
CR
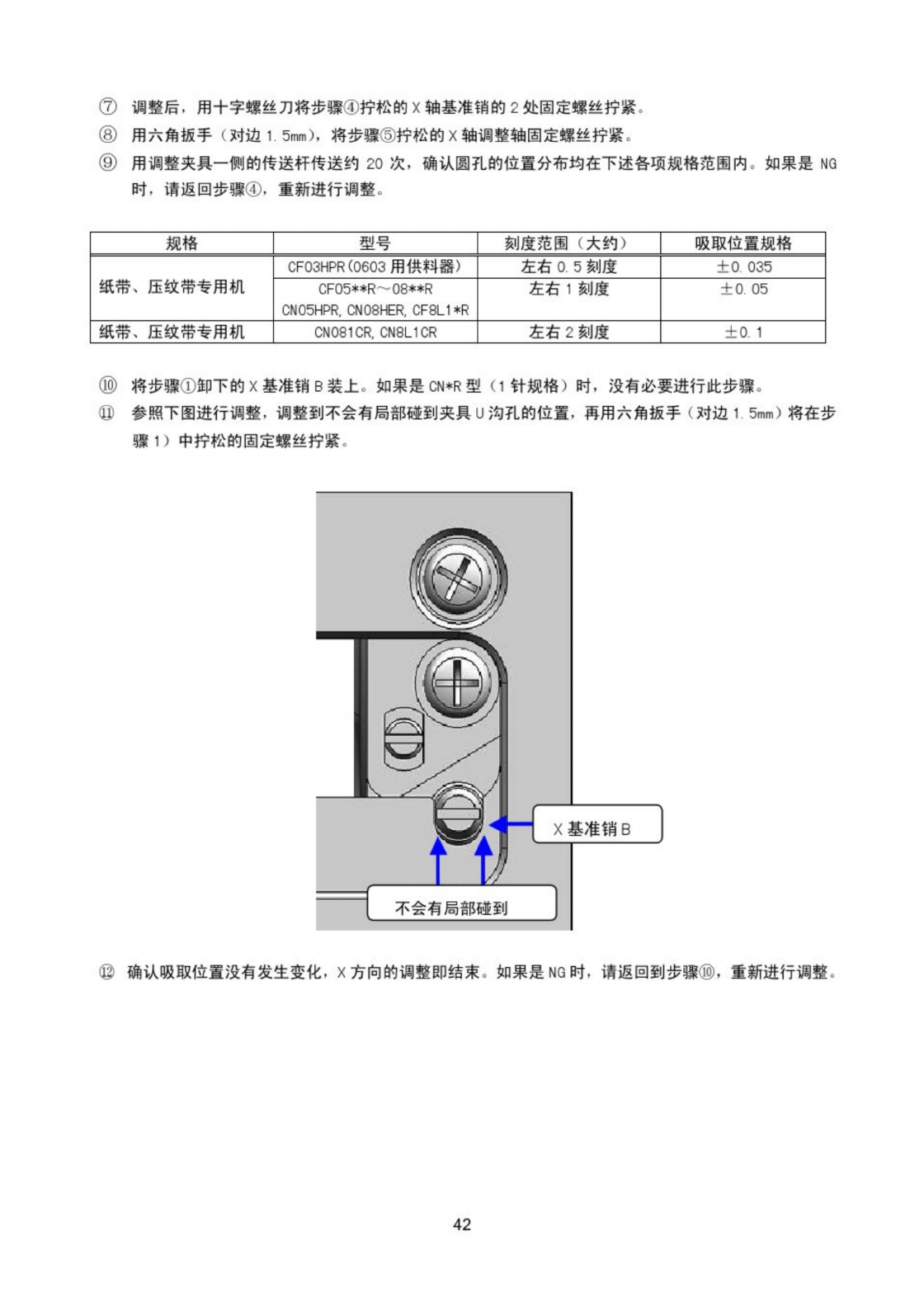
⑩
将步播
①
卸下的
X
基准销
B
装上
。
如果是
CN
*
R
型
(
1
针规格
)
时
,
没有必要进行此步骤
。
⑪
参照下图进行调整
.
调整到不会有局部碰到夹具
U
沟孔的位置
,
再用六角扳手
(
对边
1
5
mm
)
将在步
骤
1
)
中拧松的固定螺丝拧紧
。
⑫
确认吸取位
S
没有发生变化
,
X
方向的调整即结束
a
如果是
NG
时
,
请返回到步嫌
⑩
,
重新进行调整
a
42