JUKI IS软件说明书_.pdf - 第54页
④ 开 始 进 行 Y 轴方向的调整 3 用六角螺丝刀拧松固定制动爪的螺母 , 用六角螺丝刀或一字螺丝刀使制 动爪偏心轴向逆时针旋转 , 进行调整 . 使 “ 金属夹具带 ” 的圆孔在 Y 方向上位于光标中心 ( 圆孔的 边缘位置上下相同值 K m 制动爪 Ti H DIC 2 Q 固定螺丝 固定螺丝 ◎ 、 0 反时针旋转 么注意 为了使制动爪前端与棘轮部确实结合 , 调整时 , 请用手指轻轻按压制动爪 。 — 娜 X 方向 + 调整…
③
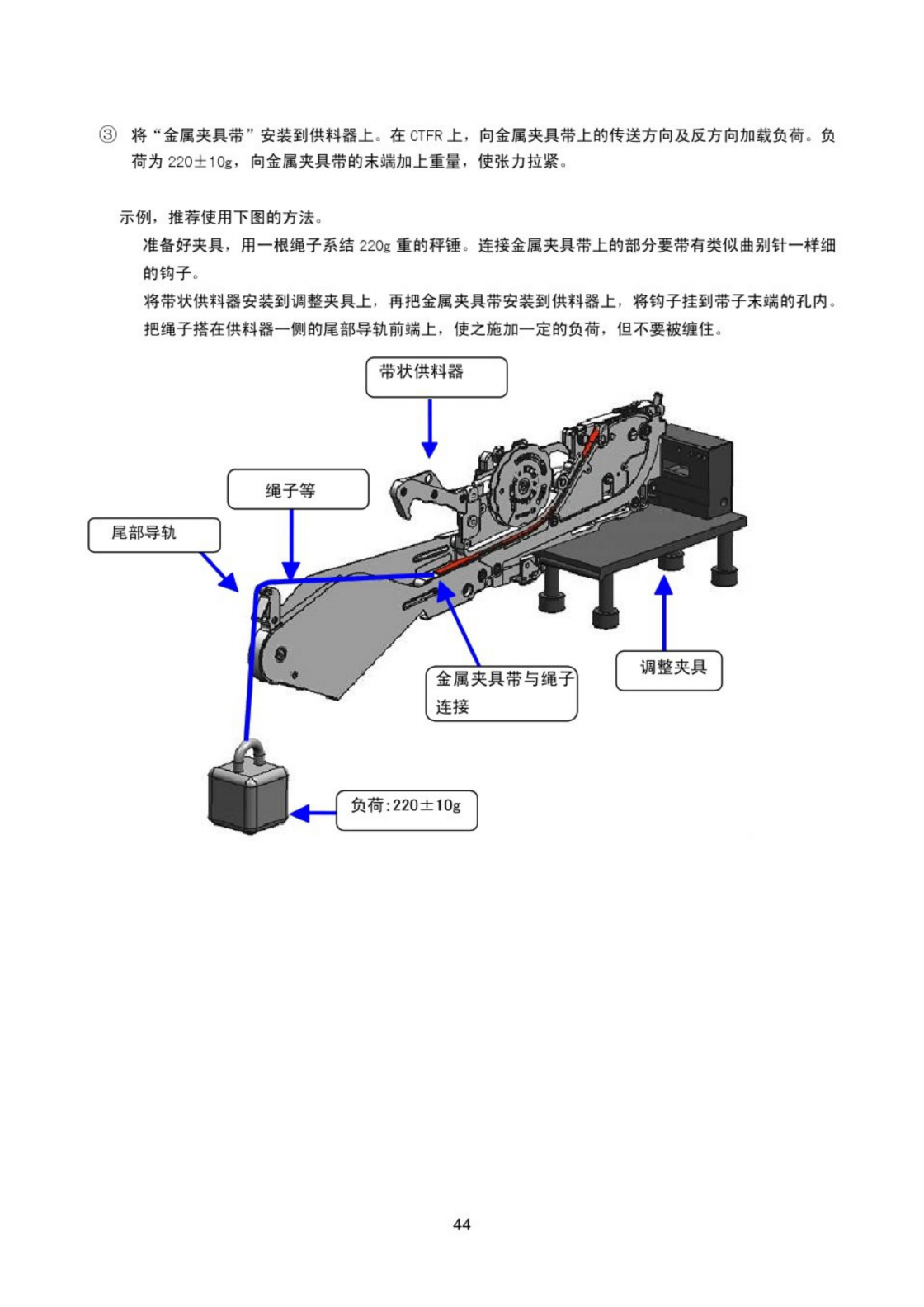
将
“
金属夹具带
”
安装到供料器上
。
在
CTFR
上
,
向金属夹具带上的传送方向及反方向加载负荷
。
负
荷为
220
±
10
g
,
向金属夹具带的末端加上重量
,
使张力拉紧
.
示例
.
推荐使用下图的方法
。
准备好夹具
.
用一根绳子系结
220
g
重的秤锤
.
连接金属夹具带上的部分要带有类似曲别针一样细
的钩子
。
将带状供料器安装到调整夹具上
.
再把金属夹具带安装到供料器上
,
将钩子挂到带子末端的孔内
。
把绳子搭在供料器一侧的尾部导轨前端上
,
使之施加一定的负荷
,
但不要被缠住
。
带状供料器
绳子等
尾部导轨
9
调整夹具
金属
i
具带与绳子
1
‘
连接
I
负荷
:
220
士
10
g
44
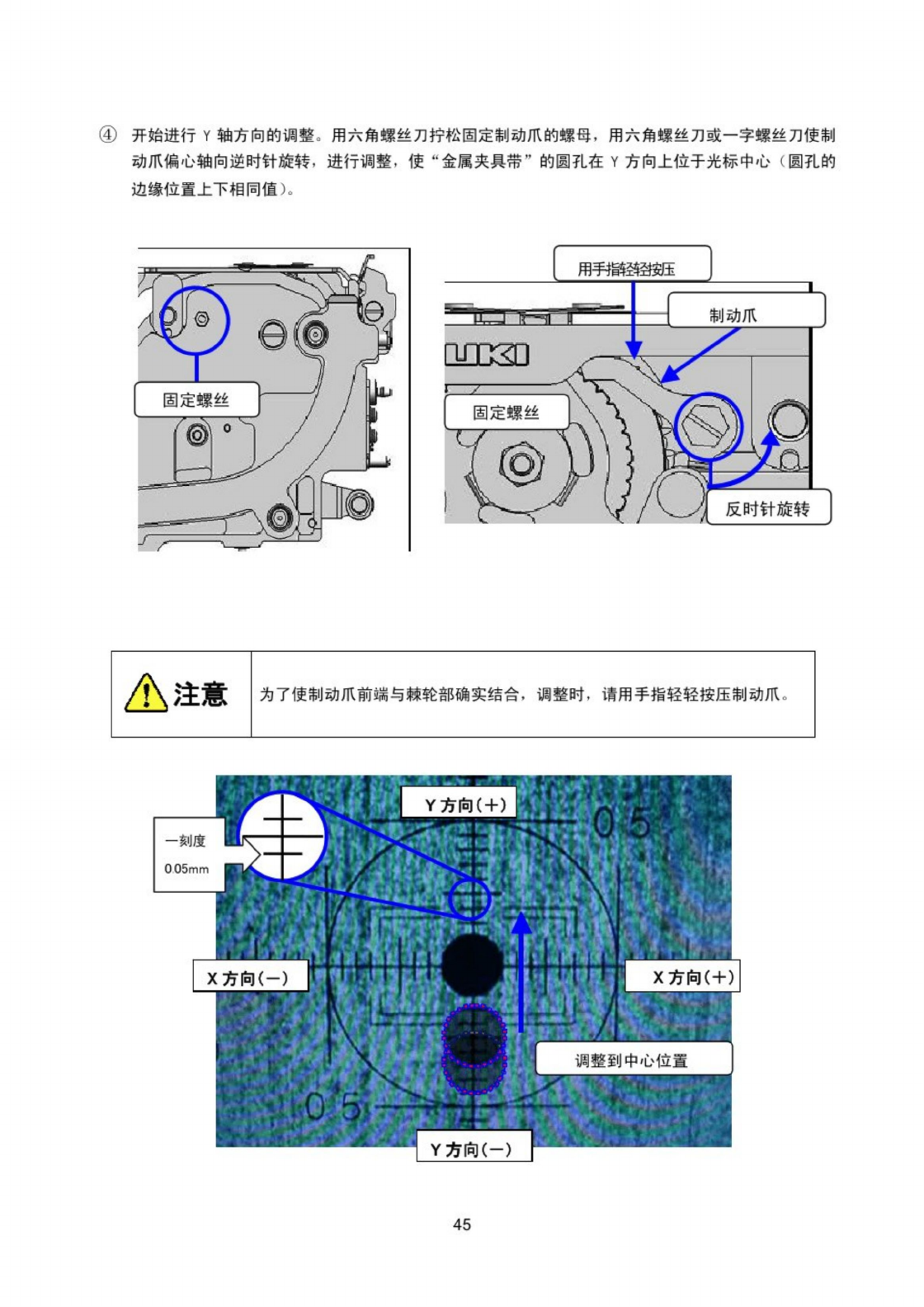
④
开 始 进 行
Y
轴方向的调整
3
用六角螺丝刀拧松固定制动爪的螺母
,
用六角螺丝刀或一字螺丝刀使制
动爪偏心轴向逆时针旋转
,
进行调整
.
使
“
金属夹具带
”
的圆孔在
Y
方向上位于光标中心
(
圆孔的
边缘位置上下相同值
K
m
制动爪
Ti
H
DIC
2
Q
固定螺丝
固定螺丝
◎
、
0
反时针旋转
么注意
为了使制动爪前端与棘轮部确实结合
,
调整时
,
请用手指轻轻按压制动爪
。
—
娜
X
方向
+
调整到中心位置
■
45
⑤
如果从中心位置向正方向移动过
fi
时
,
请旋转制动爪偏心轴
.
将圆孔退回到最后端位置
,
重新调整
。
调整必须要按上图箭头的样子
“
从下向上
”
进行移动
。
△
注意
移动过霣时
,
如果
“
从上向下
”
退回调整
,
可能无法把吸取位置调整得准确
.
因此请务必按上述的方法进行调整
,
(
2
)
棘轮爪与轮盘退避间隙调整
〈
步播
〉
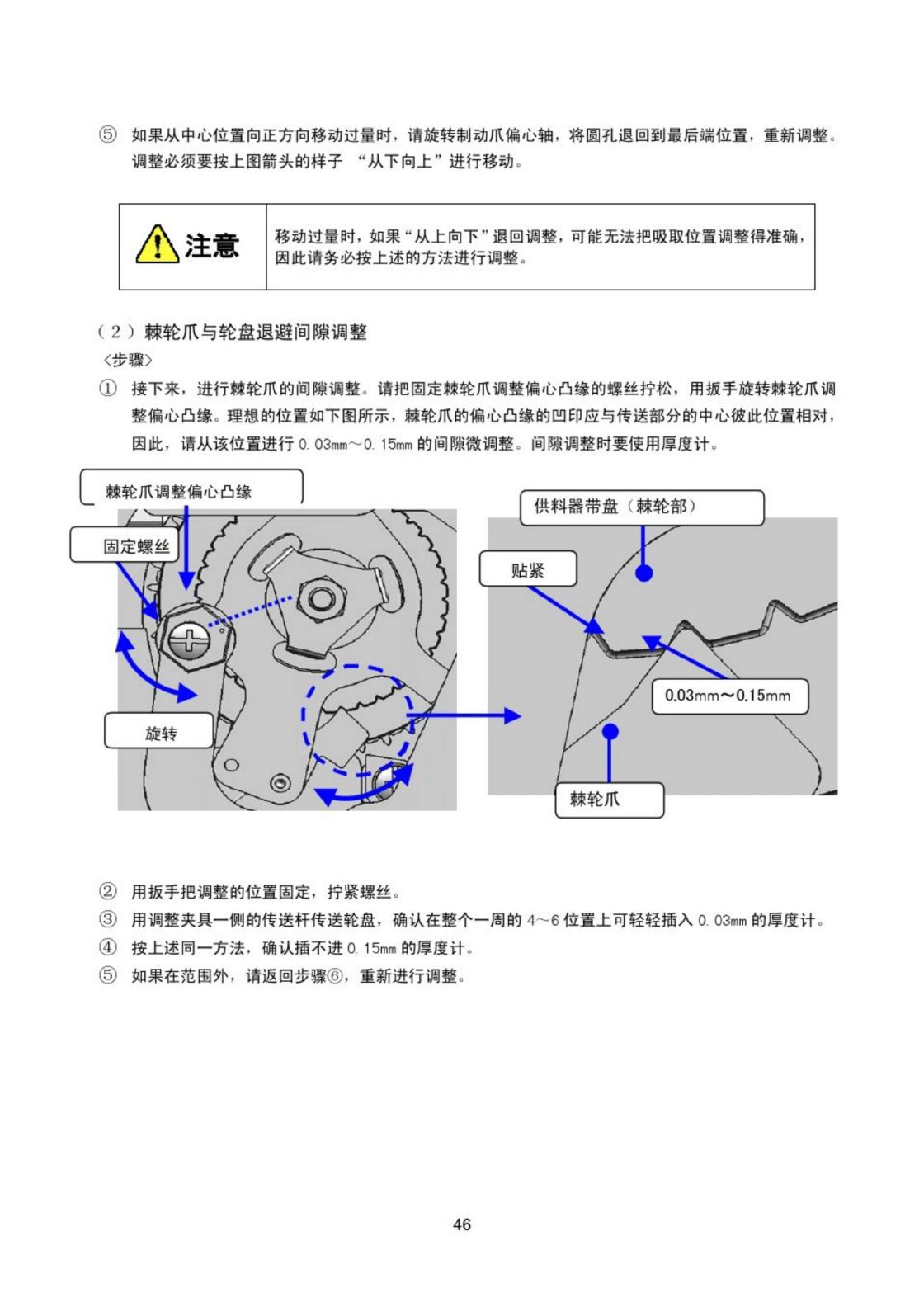
①
接下来
,
进行棘轮爪的间陳调整
。
请把固定棘轮爪调整偏心凸缘的螺丝拧松
,
用扳手旋转棘轮爪调
整偏心凸缘
.
理想的位置如下图所示
,
棘轮爪的偏心凸缘的凹印应与传送部分的中心彼此位置相对
.
因此
,
请从该位置进行
0.03
mm
0
.
15
imn
的间隙微调整
t
间隙调整时要使用厚度计
。
[
_
棘轮爪调整偏心凸缘
)
/
?
~
~
7
供料器带盘
(
棘轮部
)
固定螺丝
棘轮爪
②
用扳手把调整的位置固定
,
拧紧螺丝
u
③
用调整夹具一侧的传送杆传送轮盘
,
确认在整个一周的
4
6
位置上可轻轻插入
0.03
_
的厚度计
。
④
按上述同一方法
,
确认插不进
0
.
15
_
的厚度计
。
⑤
如果在范围外
,
请返回步明
⑥
,
重新进行调整
.
46