JUKI IS软件说明书_.pdf - 第63页
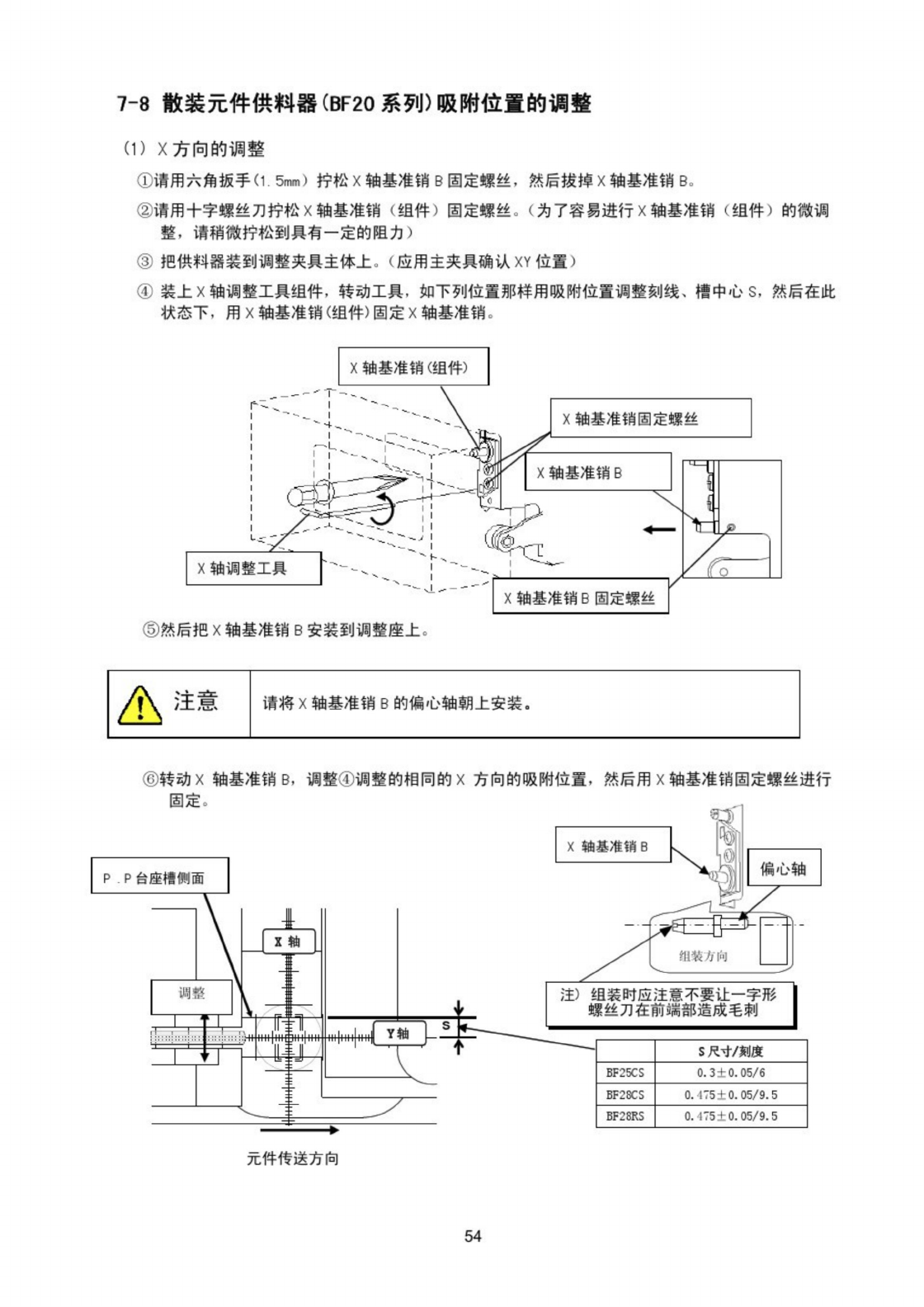
7 - 8 散装元件供料器 ( BF 20 系列 ) 吸附位置的调整 ( 1 ) X 方向的调整 ① 请用六角扳手 ( 1 . 5 _ ) 拧松 X 轴基准销 B 固定蠼丝 , 然后拔掉 X 轴基准销 B 。 ② 请用十字螺丝刀拧松 X 轴基准销 ( 组件 ) 固定螺丝 。 ( 为了容易进行 X 轴基准销 ( 组件 ) 的微调 整 , 请稍微拧松到具有一定的阻力 ) ③ 把供料器装到调整夹具主体上 。 ( 应用主夹具确认 X Y 位置 …
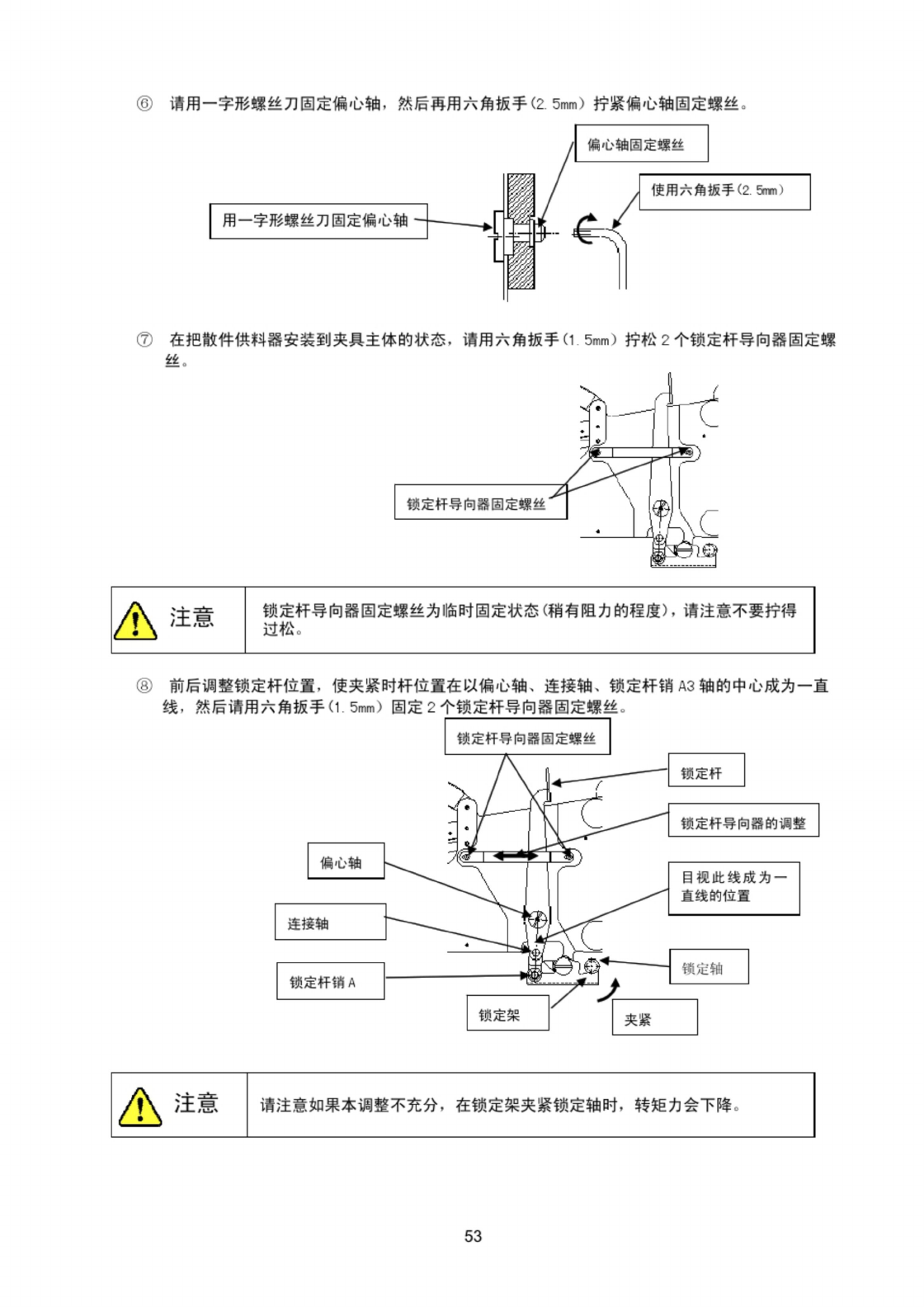
⑥
请用一字形螺丝刀固定偏心轴
,
然后再用六角扳手
(
2
.
5
mm
)
拧紧偏心轴固定螺丝
偏心轴固定螺丝
使用六角扳手
(
2
.
5
mm
)
用一字形螺丝刀固定偏心轴
^
J
⑦
在把散件供料器安装到夹具主体的状态
,
请用六角扳手
(
1.5
mm
)
拧松
2
个锁定杆导向器固定螺
丝
。
锁定杆导向器固定螺丝
A
注意
锁定杆导向器固定螺丝为临时固定状态
(
稍有阻力的程度
)
,
请注意不要拧得
过松
。
⑧
前后调整锁定杆位置
,
使夹紧时杆位置在以偏心轴
、
连接轴
、
锁定杆销
A
3
轴的中心成为一直
线
,
然后请用六角扳手
(
1.5
mm
)
固定
2
个锁定杆导向器固定螺丝
。
锁定杆导向器固定螺丝
锁定杆
锁定杆导向器的调整
偏心轴
目视此线成为一
直线的位置
连接轴
锁定轴
锁定杆销
A
锁定架
夹紧
注意
请注意如果本调整不充分
,
在锁定架夹紧锁定轴时
,
转矩力会下降
^
53
7
-
8
散装元件供料器
(
BF
20
系列
)
吸附位置的调整
(
1
)
X
方向的调整
①
请用六角扳手
(
1.5
_
)
拧松
X
轴基准销
B
固定蠼丝
,
然后拔掉
X
轴基准销
B
。
②
请用十字螺丝刀拧松
X
轴基准销
(
组件
)
固定螺丝
。
(
为了容易进行
X
轴基准销
(
组件
)
的微调
整
,
请稍微拧松到具有一定的阻力
)
③
把供料器装到调整夹具主体上
。
(
应用主夹具确认
XY
位置
)
④
装上
X
轴调整工具组件
,
转动工具
,
如下列位置那样用吸附位置调整刻线
、
槽中心
S
,
然后在此
状态下
,
用
X
轴基准销
(
组件
)
固定
X
轴基准销
t
X
轴基准销
(
组件
)
X
轴基准销固定螺丝
轴基准销
B
1
-
C
X
轴调整工具
X
轴基准销
B
固定螺丝
⑤
然后把
X
轴基准销
B
安装到调整座上
。
A
注意
请将
X
轴基准销
B
的偏心轴朝上安装
s
⑥
转动
X
轴基准销
B
,
调整
④
调整的相同的
X
方向的吸附位置
,
然后用
X
轴基准销固定螺丝进行
固定
。
X
轴基准销
B
偏心轴
P
.
P
台座榷侧面
袖
L
纽装方向
调整
注
)
组装时应注意不要让一字形
BF
28
CS
0.47510
.
05
/
9.5
0.475
士
0.05
/
9.5
BF
28
RS
元件传送方向
54
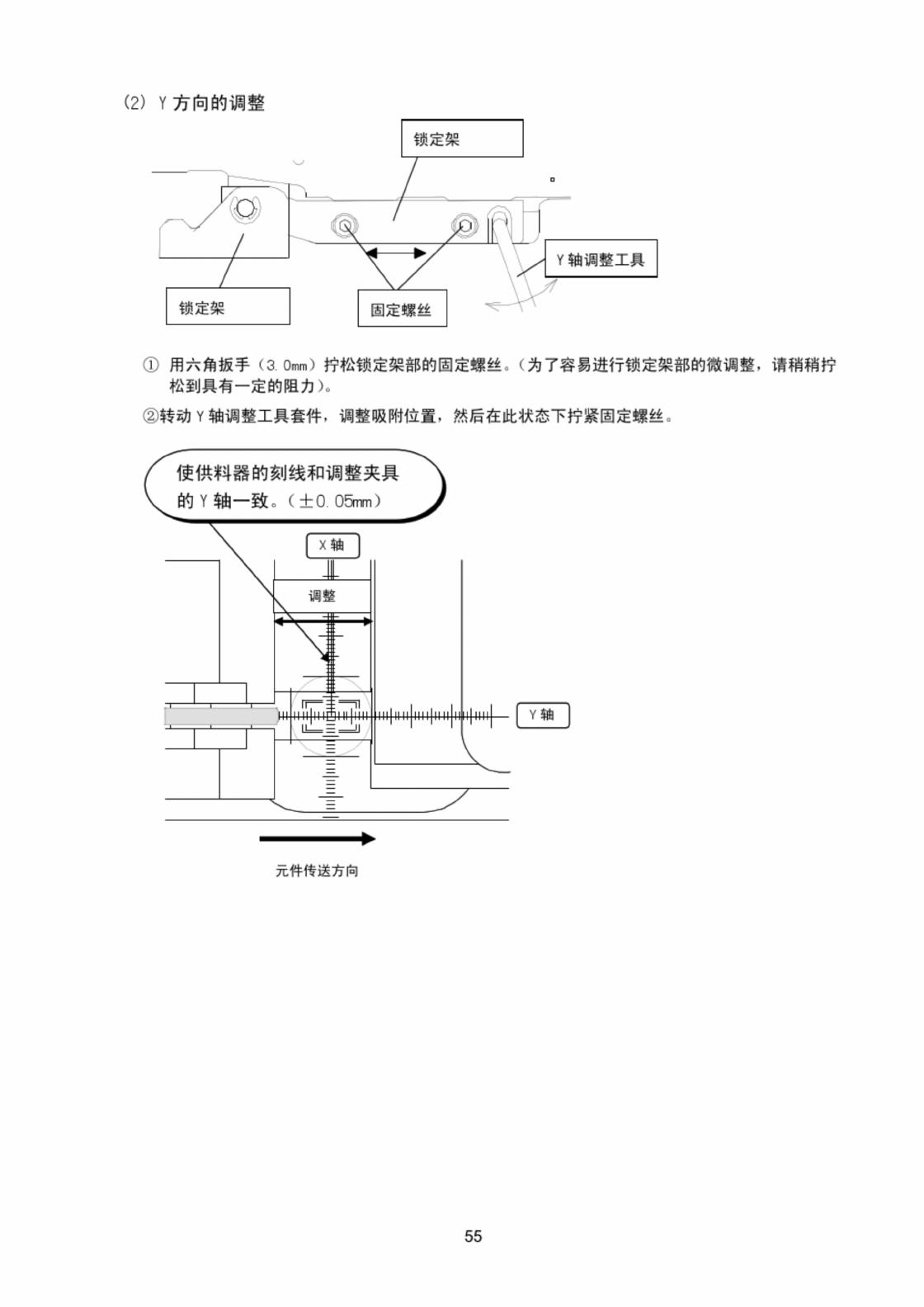
(
2
)
Y
方向的调整
锁定架
II
1
Y
轴调整工具
锁定架
固定螺丝
①
用六角扳手
(
3.0
_
)
拧松锁定架部的固定螵丝
。
(
为了容易进行锁定架部的微调整
.
请稍稍拧
松到具有一定的阻力
)
。
②
转动
Y
轴调整工具套件
,
调整吸附位
S
,
然后在此状态下拧紧固定螺丝
。
)
C
使供料器的刻线和调整夹具
的
Y
轴一致
。
(
土
O
.
O
&
rni
)
LZ
^
J
1
调整
Iiii
|
iiii
|
iin
|
mi
|
ii
4
|
4
w
|
—
1
Y
轴
|
1
元件传送方向
55