JUKI IS软件说明书_.pdf - 第64页
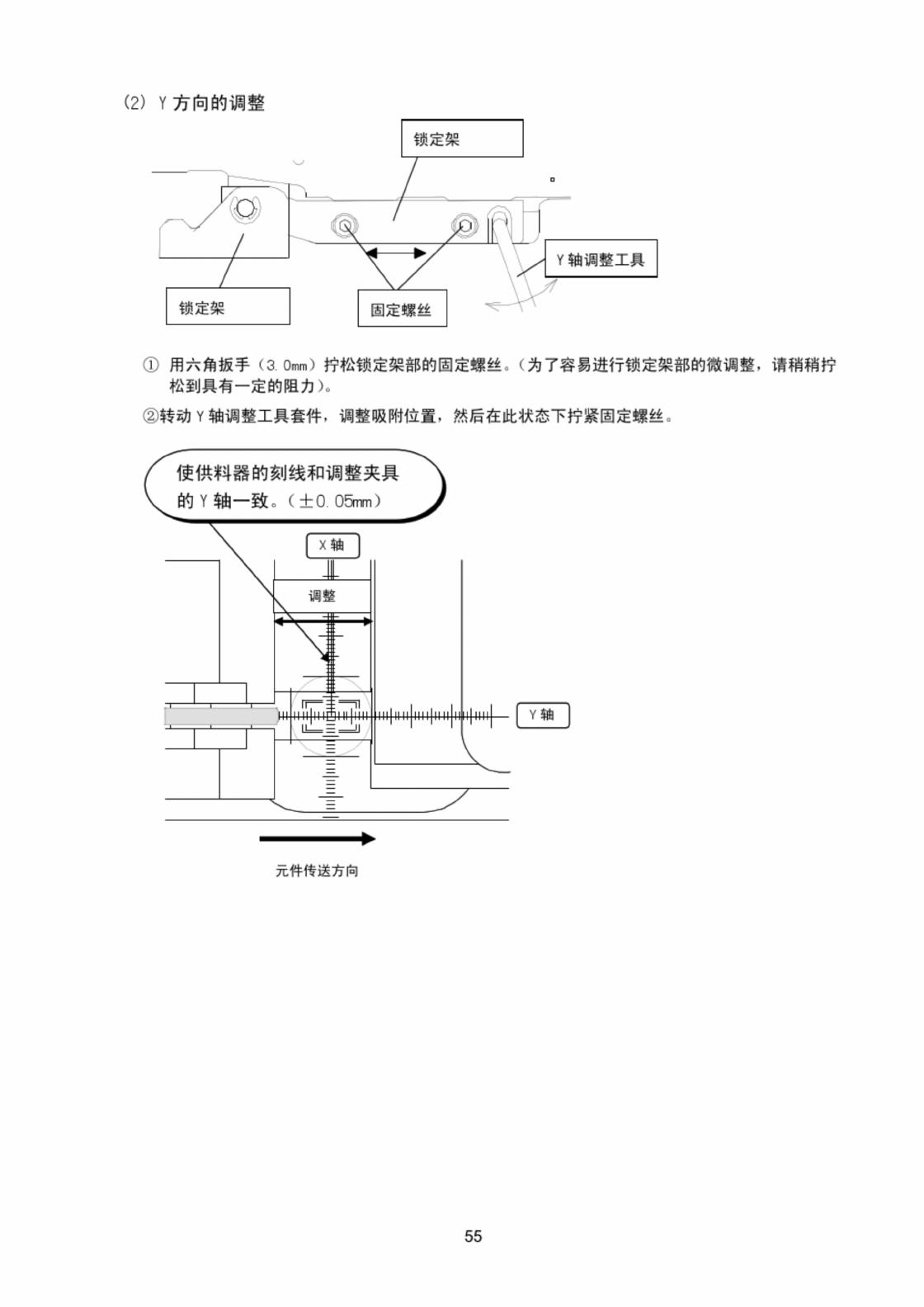
( 2 ) Y 方向的调整 锁定架 II 1 Y 轴调整工具 锁定架 固定螺丝 ① 用六角扳手 ( 3.0 _ ) 拧松锁定架部的固定螵丝 。 ( 为了容易进行锁定架部的微调整 . 请稍稍拧 松到具有一定的阻力 ) 。 ② 转动 Y 轴调整工具套件 , 调整吸附位 S , 然后在此状态下拧紧固定螺丝 。 ) C 使供料器的刻线和调整夹具 的 Y 轴一致 。 ( 土 O . O & rni ) LZ ^ J 1 调整 Iiii |…
7
-
8
散装元件供料器
(
BF
20
系列
)
吸附位置的调整
(
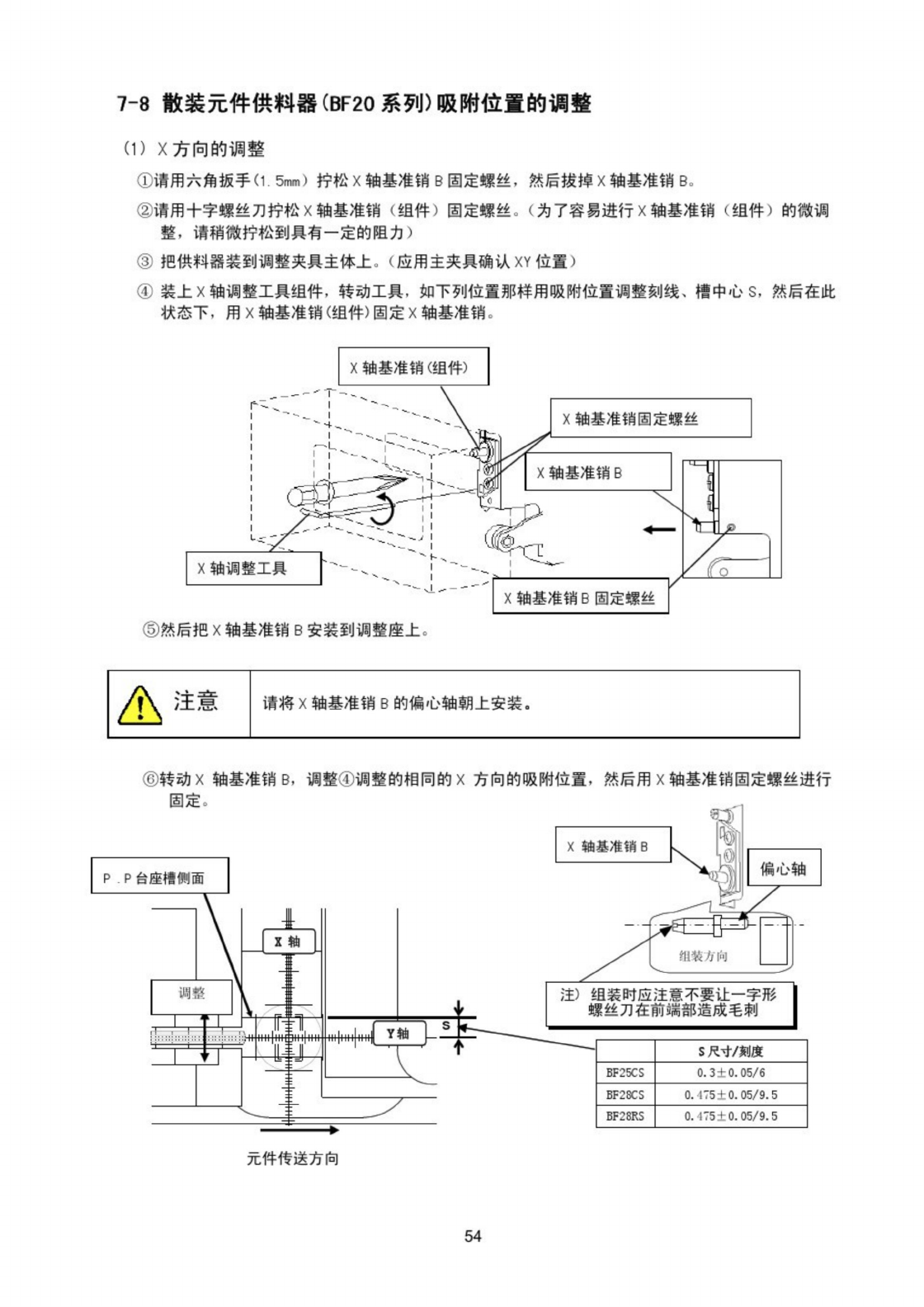
1
)
X
方向的调整
①
请用六角扳手
(
1.5
_
)
拧松
X
轴基准销
B
固定蠼丝
,
然后拔掉
X
轴基准销
B
。
②
请用十字螺丝刀拧松
X
轴基准销
(
组件
)
固定螺丝
。
(
为了容易进行
X
轴基准销
(
组件
)
的微调
整
,
请稍微拧松到具有一定的阻力
)
③
把供料器装到调整夹具主体上
。
(
应用主夹具确认
XY
位置
)
④
装上
X
轴调整工具组件
,
转动工具
,
如下列位置那样用吸附位置调整刻线
、
槽中心
S
,
然后在此
状态下
,
用
X
轴基准销
(
组件
)
固定
X
轴基准销
t
X
轴基准销
(
组件
)
X
轴基准销固定螺丝
轴基准销
B
1
-
C
X
轴调整工具
X
轴基准销
B
固定螺丝
⑤
然后把
X
轴基准销
B
安装到调整座上
。
A
注意
请将
X
轴基准销
B
的偏心轴朝上安装
s
⑥
转动
X
轴基准销
B
,
调整
④
调整的相同的
X
方向的吸附位置
,
然后用
X
轴基准销固定螺丝进行
固定
。
X
轴基准销
B
偏心轴
P
.
P
台座榷侧面
袖
L
纽装方向
调整
注
)
组装时应注意不要让一字形
BF
28
CS
0.47510
.
05
/
9.5
0.475
士
0.05
/
9.5
BF
28
RS
元件传送方向
54
(
2
)
Y
方向的调整
锁定架
II
1
Y
轴调整工具
锁定架
固定螺丝
①
用六角扳手
(
3.0
_
)
拧松锁定架部的固定螵丝
。
(
为了容易进行锁定架部的微调整
.
请稍稍拧
松到具有一定的阻力
)
。
②
转动
Y
轴调整工具套件
,
调整吸附位
S
,
然后在此状态下拧紧固定螺丝
。
)
C
使供料器的刻线和调整夹具
的
Y
轴一致
。
(
土
O
.
O
&
rni
)
LZ
^
J
1
调整
Iiii
|
iiii
|
iin
|
mi
|
ii
4
|
4
w
|
—
1
Y
轴
|
1
元件传送方向
55
8
维 修 保 养
8
-
1
定期检查
为了防止由于多年使用
.
螺丝的松动等造成检查故陣
,
建议定期地在本公司的工厂进行校正
。
8
-
2
曰常检查
A
注意
请在多个吸附位置轻轻敲击进行确认
。
同时
,
请重复
3
次左右取下安装带供料器进行位置确认
,
(
1
)
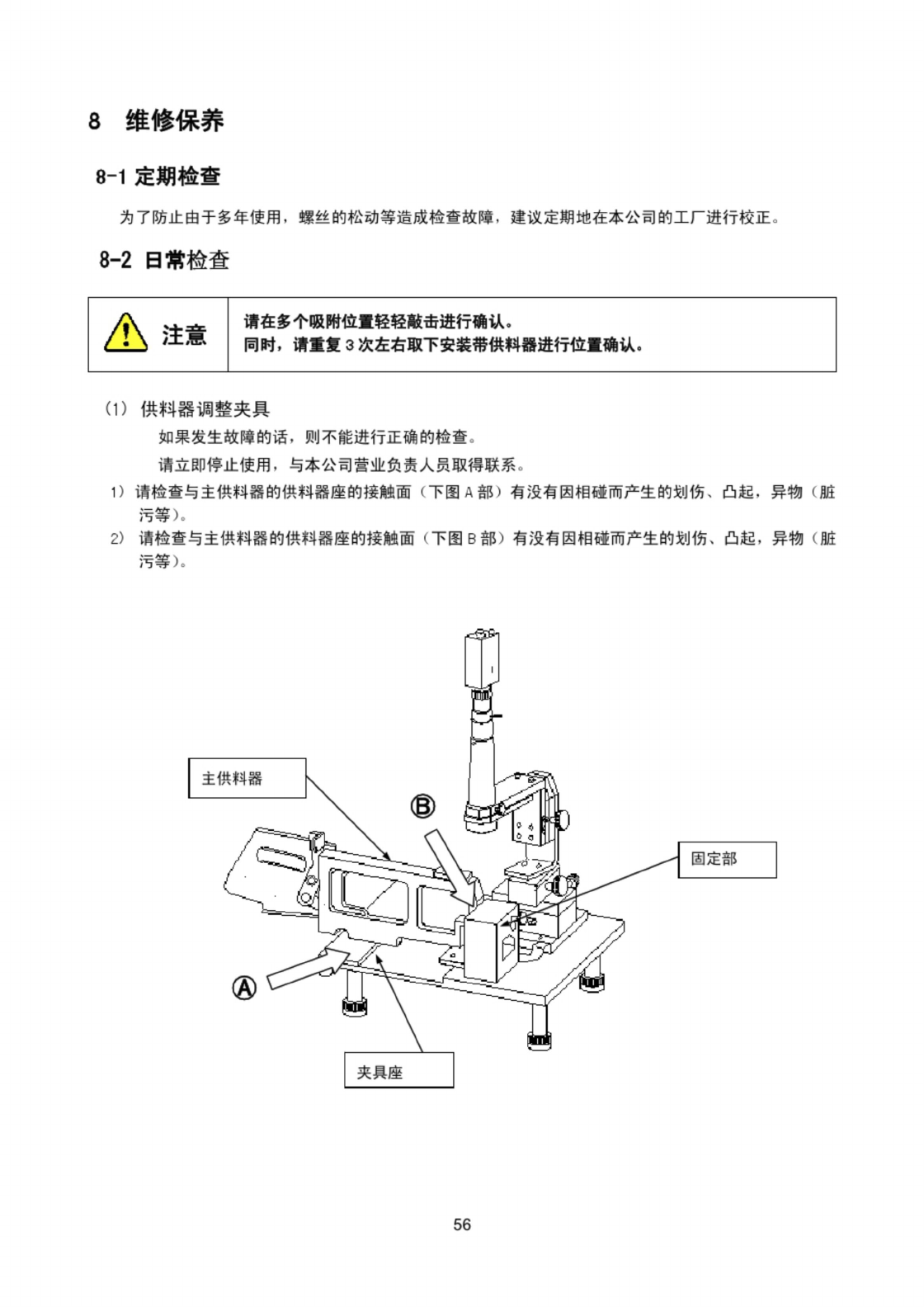
供料器调整夹具
如果发生故陣的话
,
则不能进行正确的检查
。
请立即停止使用
,
与本公司营业负责人员取得联系
。
1
)
请检查与主供料器的供料器座的接触面
(
下图
A
部
)
有没有因相碰而产生的划伤
、
凸起
,
异物
(
脏
污等
)
》
2
)
请检查与主供料器的供料器座的接触面
(
下图
B
部
)
有没有因相碰而产生的划伤
、
凸起
,
异物
(
脏
污等
)
。
主供料器
⑧
固定部
®
夹具座
56