NXT 机械手册 QD029-29.pdf - 第63页
3. 各部分的功能说明 QD029-09 46 NXT 机械手册 3.3.3 H08 吸嘴工作头 这种类型的工作头最多可安装 8 个吸嘴。 适合于小型元件的高速贴装。 使用这种工作头时, 必须同时搭载合适的吸嘴置放台 。 3.3.4 H12(S) 吸嘴工作头 这种类型的工作头最多可安装 12 个吸嘴。 适合于小型元件 的高速贴装。 使用这种工作头时, 必须同时搭载合适的吸嘴置放台 。 并且, 合适的吸嘴置放台的种类与 8 吸嘴工作头通用…
QD029-09 3. 各部分的功能说明
NXT 机械手册 45
3.3 贴装工作头
贴装工作头进行从供料器上吸取部件并把它贴装到电路板上的工作。有两种类型的贴装工
作头,各自都能方便地在模组间交换搭载。
备注 ) 关于 OF 工作头,请参考 「NXT 使用说明书 -OF 工作头补充版」。
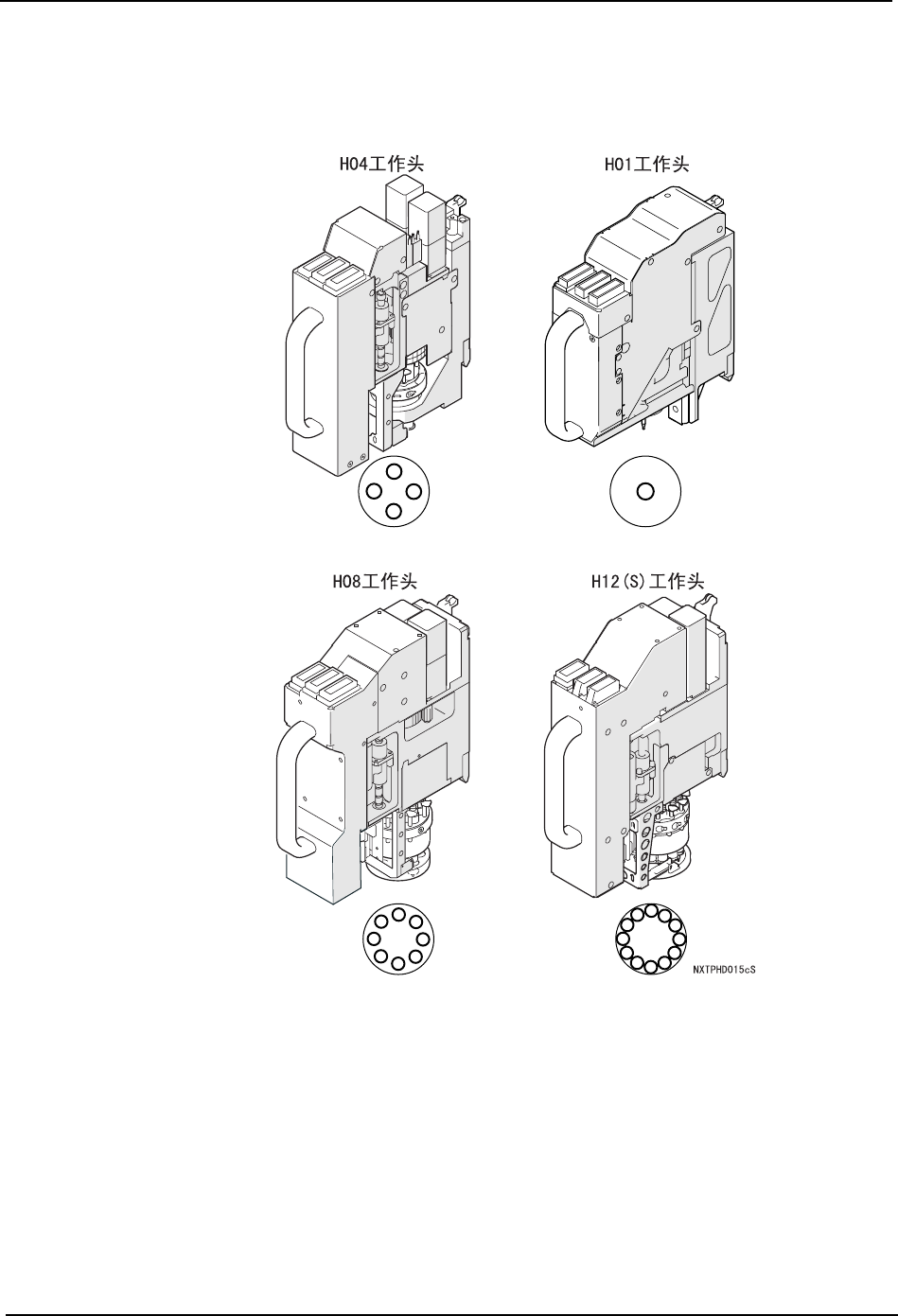
3.3.1 H01 工作头
这种类型的工作头只可安装 1 个吸嘴,可持有尺寸范围较广的部件。使用这种工作头时,必
须同时搭载合适的吸嘴置放台。
3.3.2 H04 工作头
这种类型的工作头最多可安装 4 个吸嘴。适合于从小型元件到中型元件贴装。使用这种工作
头时,必须同时搭载合适的吸嘴置放台。
3. 各部分的功能说明 QD029-09
46 NXT 机械手册
3.3.3 H08 吸嘴工作头
这种类型的工作头最多可安装 8 个吸嘴。适合于小型元件的高速贴装。使用这种工作头时,
必须同时搭载合适的吸嘴置放台。
3.3.4 H12(S) 吸嘴工作头
这种类型的工作头最多可安装 12 个吸嘴。适合于小型元件的高速贴装。使用这种工作头时,
必须同时搭载合适的吸嘴置放台。并且,合适的吸嘴置放台的种类与 8 吸嘴工作头通用。根
据规格的不同有 H12 工作头和 H12S 工作头,在本书中以 H12(S) 工作头表示。
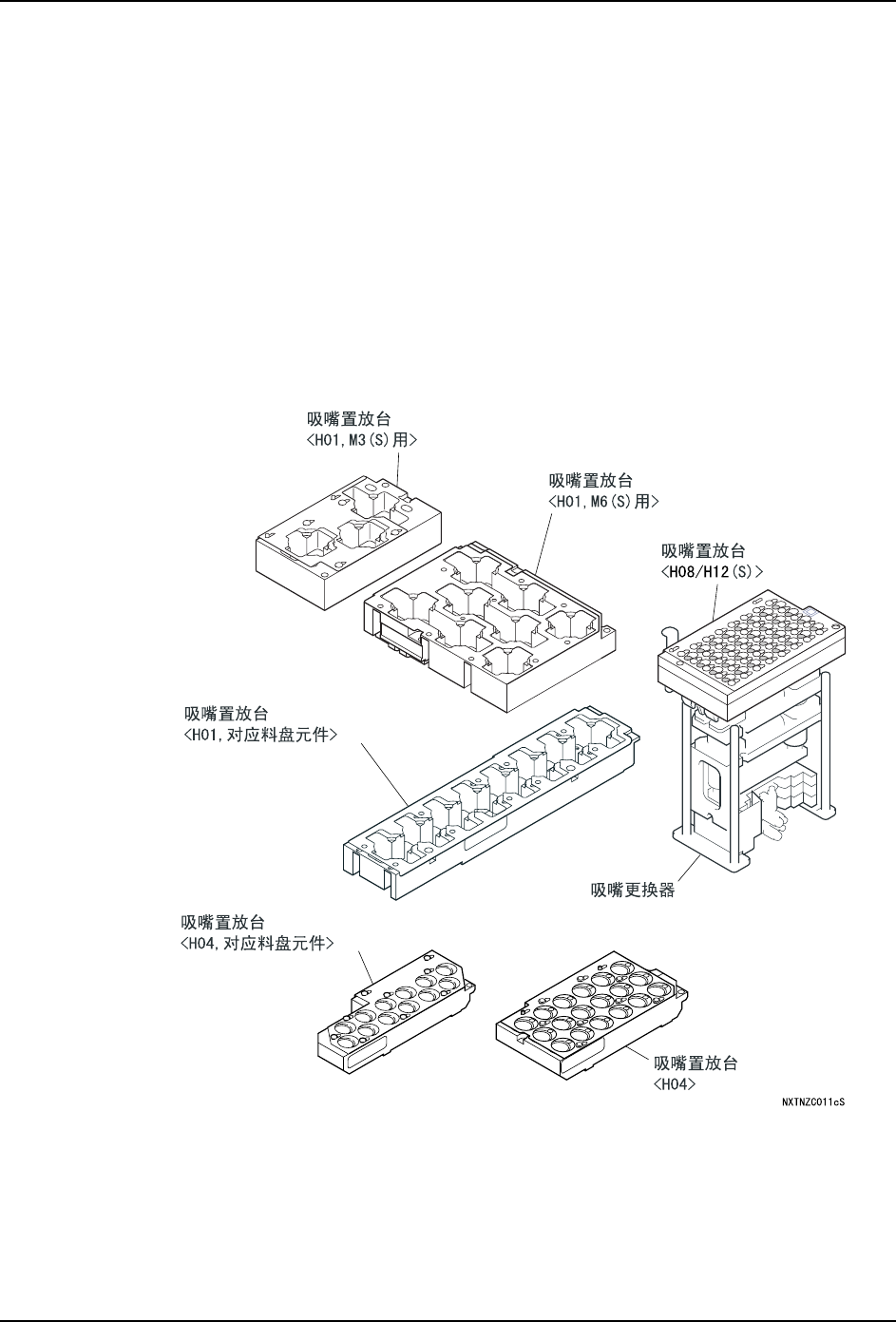
3.4 吸嘴更换器
贴装工作头的更换吸嘴收存在吸嘴置放台上。吸嘴置放台被固定在更换吸嘴的主体上。吸嘴
置放台分 8 吸嘴工作头和 1 吸嘴工作头并且容易装卸。吸嘴更换器主体为 2 种类型的吸嘴置
放台公用,设置在模组内。

QD029-09 3. 各部分的功能说明
NXT 机械手册 47
3.5 元件供应装置
3.5.1 供料托架
供料托架上载有 FUJI 智能供料器。从模组前部取下搭载着供料器的供料托架进行元件的供
应。根据模组的类型不同,使用的供料托架也不同。用于 M3(S) 模组的托架上可搭载 20 把
供料器,用于 M6(S) 模组的托架上可搭载 45 把供料器 ( 均为附带 7-inch 的料卷盘的 8mm 供
料器 )。
3.5.2 料盘单元 -L
料盘单元 -L 是料盘元件的供应装置,可与 M6(S) 模组进行装卸。
3.5.3 料盘单元 -M
是料盘单元的供应装置,可以搭载到 M6(S) 模组的料站平台上供应元件。
3.6 影像处理
3.6.1 元件相机
元件相机用来识别被吸嘴吸取的元件形状和大小。通过设置在相机上的光源单元处前光的
照射,进行影像处理。另外,对于 H01 工作头以及 OF 工作头也对应侧光灯方式的元件相机。
3.6.2 定位点相机
定位点相机设置在 XY 机械手上,用于识别定位的定位点。
3.7 电路板搬运
3.7.1 双搬运轨道
双搬运轨道设置在模组内部,从前道工序处取入电路板,再将完成的电路板运送到后道工序
的机器中。该轨道有 2 条通道,每条通道都配备各自的电路板夹板。轨道的宽度,可根据生
产的电路板进行自动调整。
3.7.2 单搬运轨道
单搬运轨道从前道工序处取入电路板,再将完成的电路板运送到后道工序的机器中。该轨道
有 1 条通道,每条通道都配备各自的电路板夹板。轨道的宽度,可根据生产的电路板进行自
动调整。
3.7.3 单搬运轨道 S
是仅仅对应 M6S 模组的搬运轨道。从前道工序处取入电路板,再将完成的电路板运送到后道
工序的机器中。该轨道有 1 条通道,每条通道都配备各自的电路板夹板。轨道的宽度,可根
据生产的电路板进行自动调整。