高速轴向元件插件机.pdf - 第39页
AV131 维修手册 2.3 维修功能 D79MCC-10- 030-A0 2.3- 4 启动 在维修过程中, 为了从操纵盘 对每个 NC 轴进行 点动操作,出于 安全的原因, 应使用一只手 进行操作,另 一只手按住启动 开关。 SW : LW6MB-M1 C2MLG (ID EC)
AV131
维修手册
2.3 维修功能
D79MCC-10-030-A0
2.3-3
2.3.3 功能
状态
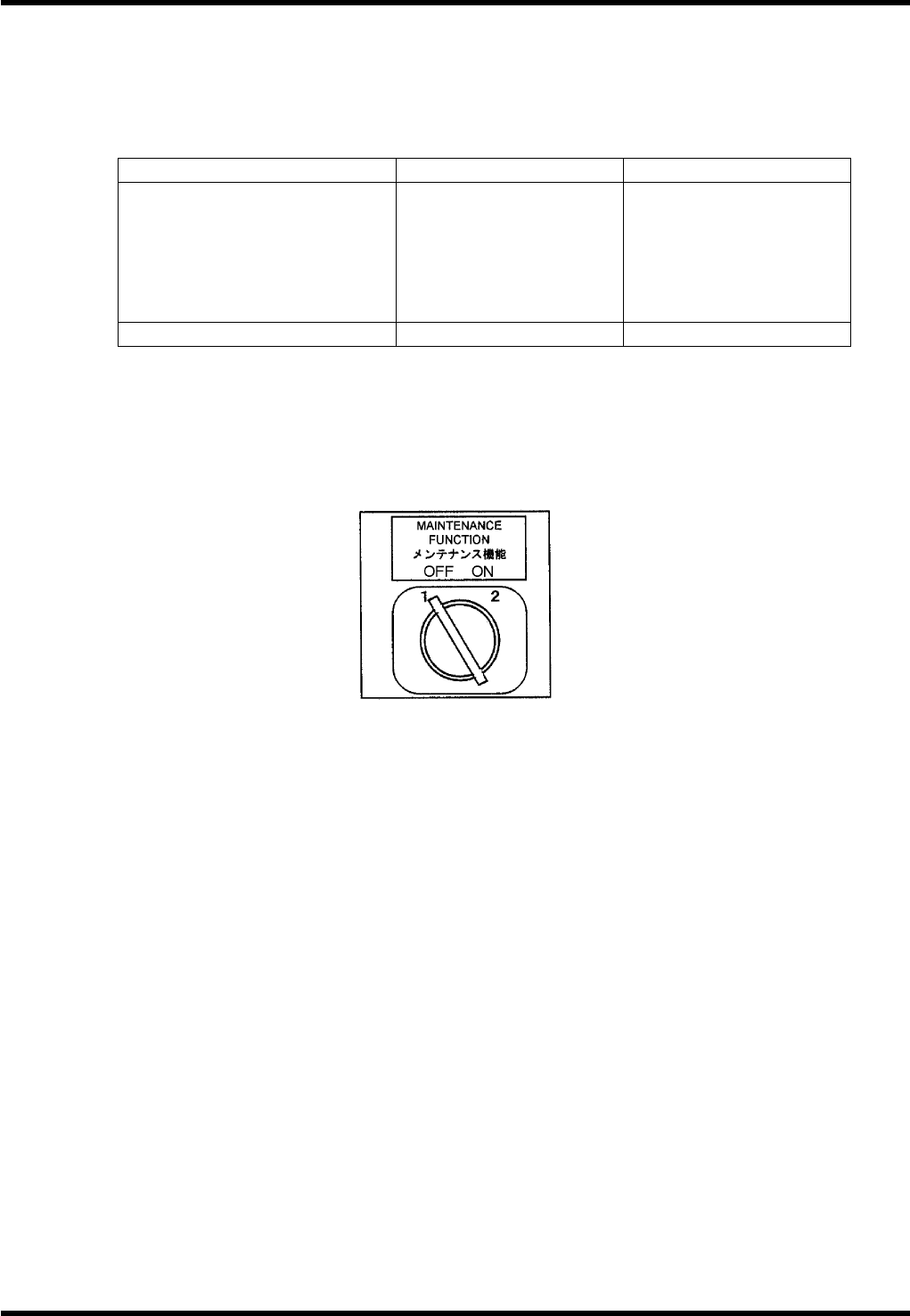
维修开关装在机器的正面。
该开关能使安全联锁开关不起作用,以便进行维修工作。
维修开关
ON
在 ON 状态下安全解除
前面
安全联锁开关
(前盖)
后面
安全联锁开关
(后盖)
无效
有效
有效
有效
显示信息 维护中 维修开关异常
在维修时只允许 NC 轴作点动运行。(不能进行 NC 移动运行)。
维修开关
=注意=
将维修开关置于 ON 位置后,不能切换到后部操作盘!
SW : TM3-8222EZ / S-N
AV131
维修手册
2.3 维修功能
D79MCC-10-030-A0
2.3-4
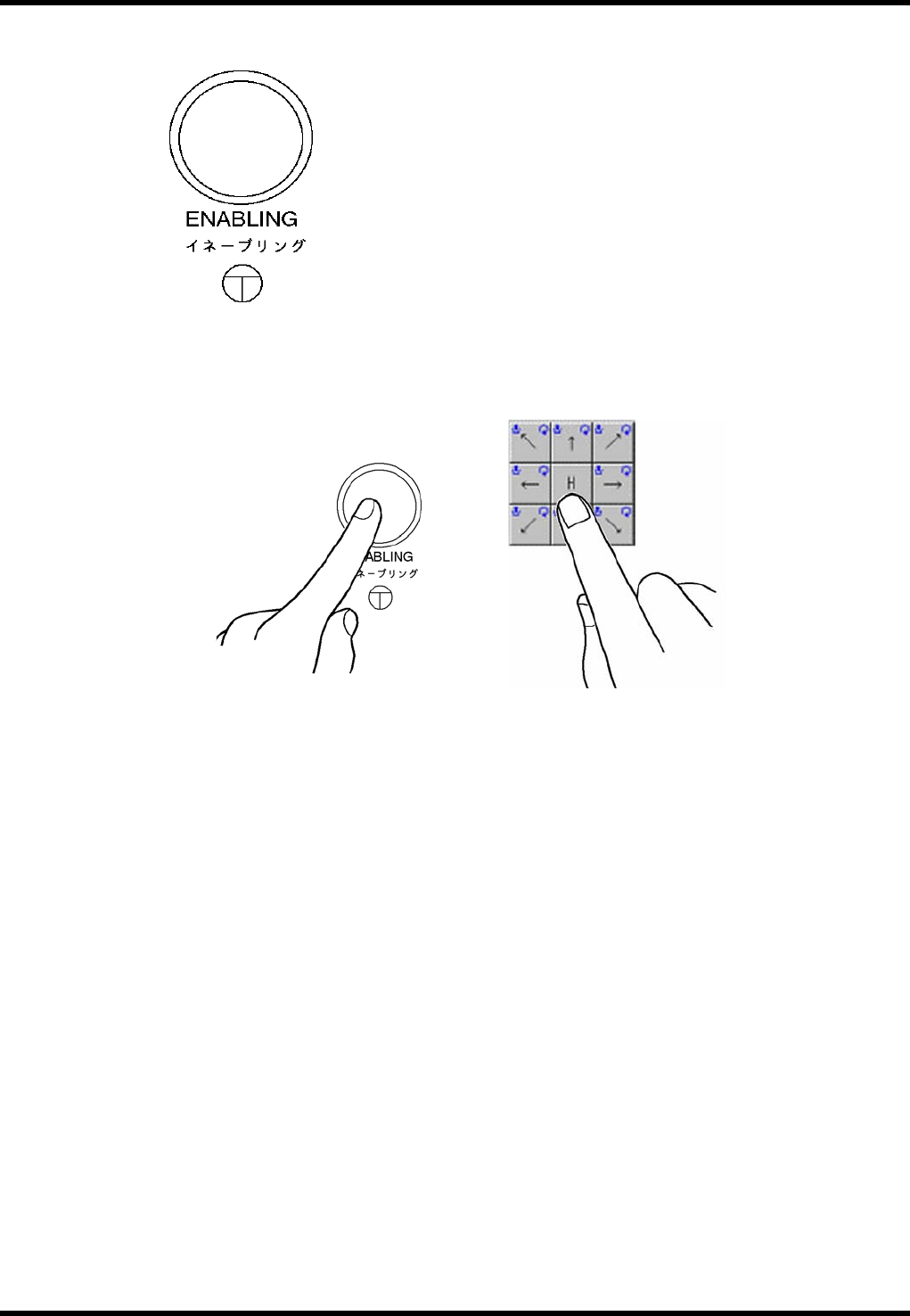
启动
在维修过程中,为了从操纵盘对每个 NC 轴进行点动操作,出于安全的原因,应使用一只手进行操作,另
一只手按住启动开关。
SW : LW6MB-M1C2MLG (IDEC)
AV131
维修手册
2.3 维修功能
D79MCC-10-030-A0
2.3-5
2.3.4 操作限制
禁止的操作 (除非有意为之,否则不能中止)
所有轴都返回原点。
根据 “NC 轴移动检查” 屏幕的显示进行轴的定位。
根据 “自动摄像机刻度测量” 屏幕定位 XY 轴。
根据 “线路板二孔示教” 屏幕显示定位 XY 轴。
通过按供料器架操纵盘上的 “MOVE WAITING POSITION” 开关定位 Z 轴。
宽度调整轴返回原点。
根据 “宽度调整轴移动检查” 显示定位宽度调整轴。
根据 “线路板数据选择” 屏幕显示进行自动宽度调整。
根据 “线路板数据编辑” 屏幕显示进行自动宽度调整。
根据 “线路板数据示教” 屏幕显示进行轨道宽度调整。
生产过程中的所有的轴动作操作。
可执行的操作 (停止操作后,动作会停止的操作)
通过按 <START (开始)> 开关解除安全停机。
在 NC 轴 JOG 检查画面,进行的各轴的示教动作 (慢速)。
在 2 值水平设定画面,进行 XY 轴示教动作 (慢速)。
在手动照相机标尺设定画面,进行 XY 轴示教动作 (慢速)。
在自动照相机标尺设定画面,进行 XY 轴示教动作 (慢速)。
在基板 2 孔示教画面,进行 XY 轴示教动作 (慢速)。
在宽度调整轴 JOG 检查画面,进行宽度调整轴示教动作 (慢速)。
在基板数据示教画面,进行宽度调整轴示教动作 (慢速)。