G9软件操作指导 - 第12页
十一、功能开 关-生产设置 如图,打钩的选项,为生产必选,其中【显示调节窗口】与下方【平台升降误差补偿】功能是一样的,都 为偏移补偿所用,但只有【显示调节窗口】可以实现 Z 轴上升下降补偿。 转纸、清洗感应器开关务必要勾上(软件默 认打钩),只有勾选上,软件才可以实时报 价,同时会按照【清洗高级设置】里的参数, 进行清洗。 升降误差补偿分为两类:一类是升降误差补 偿,属于不分刮刀整体补偿,另一类是分前 后刮刀分别补偿,补偿时请注意。 导…
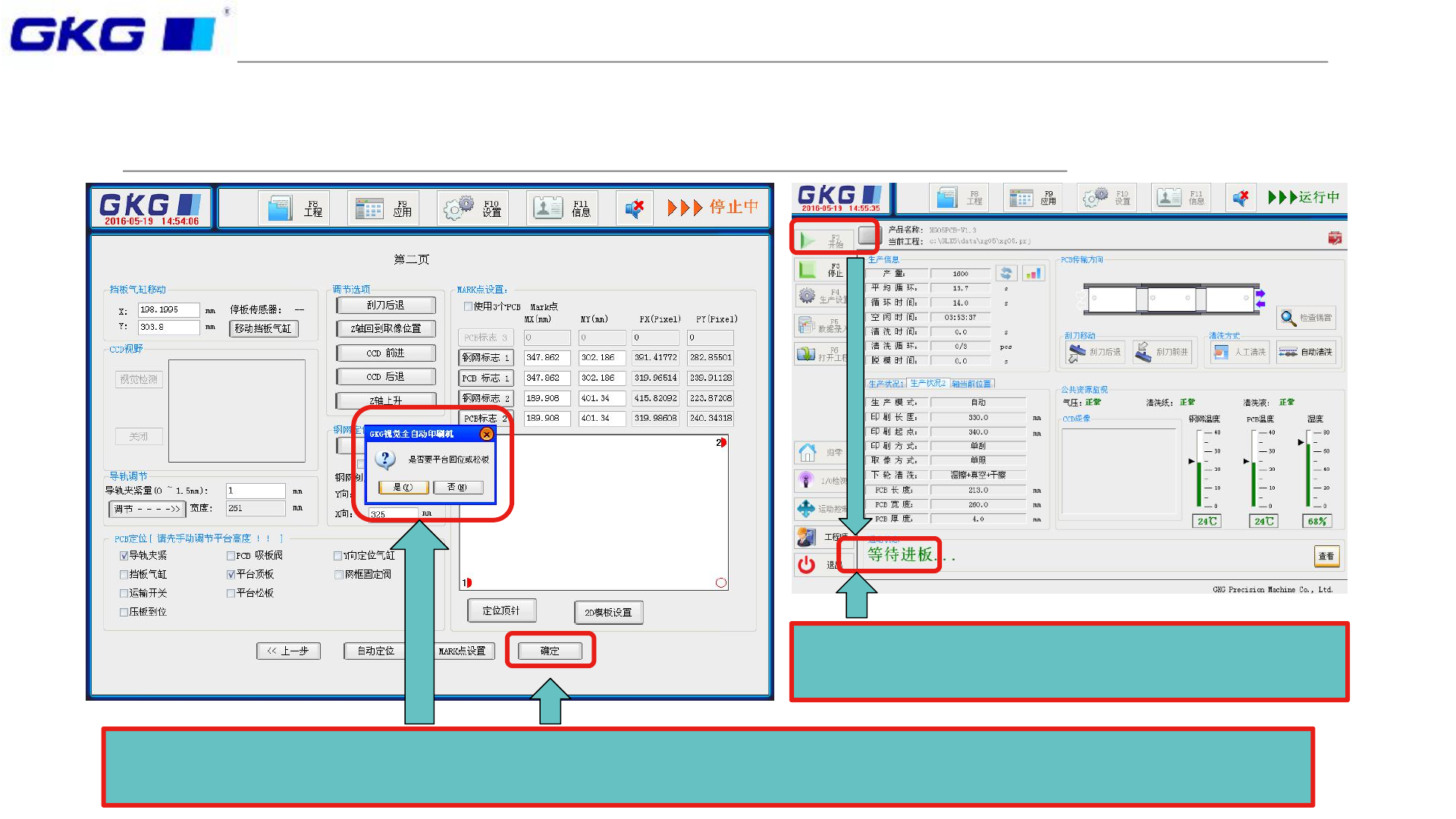
十、制程完成
依次照取完MARK点,点击【确认】后,软件会提示【是否要平台回位或松板】点击是,然后装刮
刀上锡膏,准备开始生产,而一个程序,也制作完成。
如上图,点击【开始】,按照图示,依次确
认,开始生产
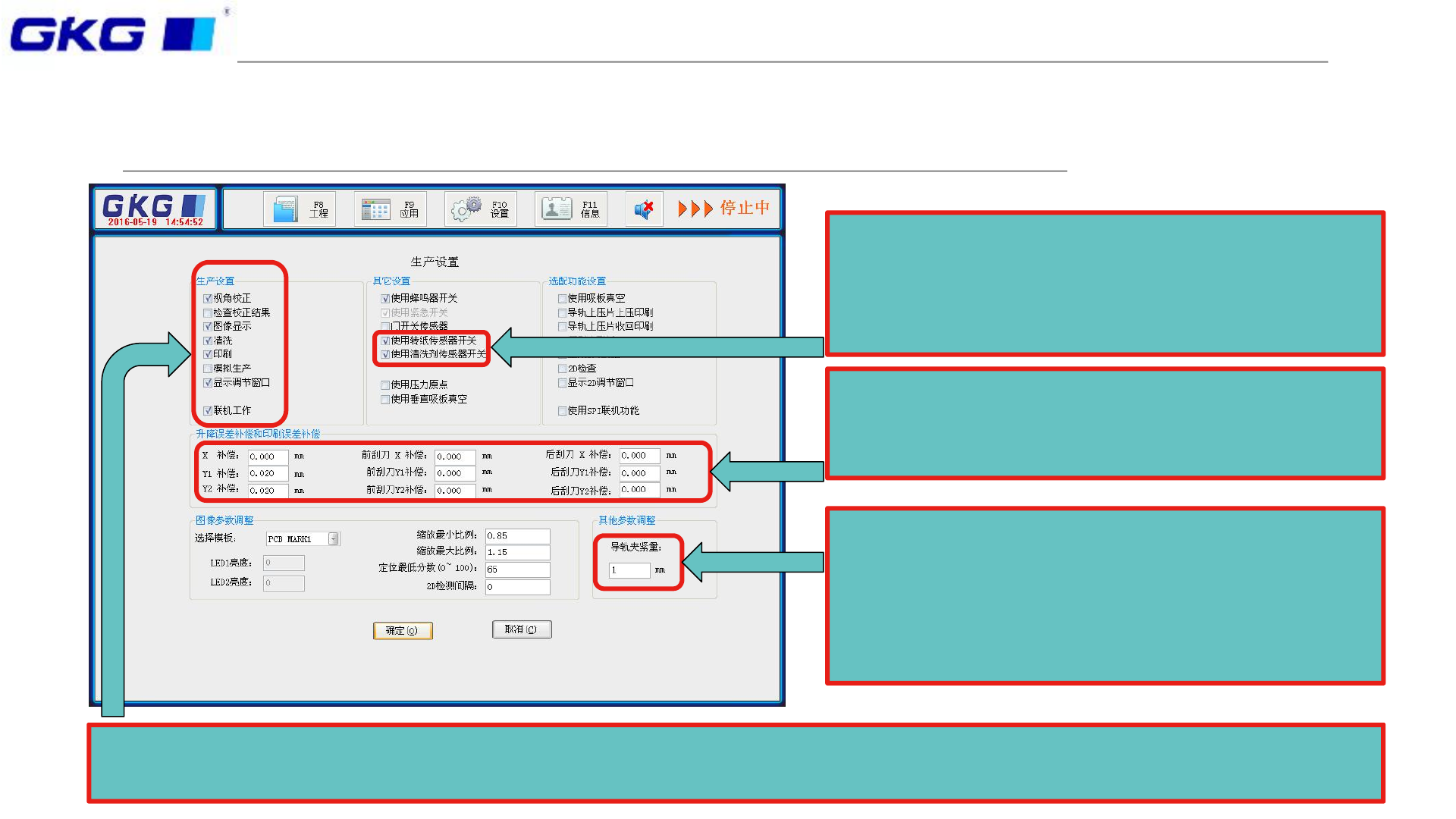
十一、功能开关-生产设置
如图,打钩的选项,为生产必选,其中【显示调节窗口】与下方【平台升降误差补偿】功能是一样的,都
为偏移补偿所用,但只有【显示调节窗口】可以实现Z轴上升下降补偿。
转纸、清洗感应器开关务必要勾上(软件默
认打钩),只有勾选上,软件才可以实时报
价,同时会按照【清洗高级设置】里的参数,
进行清洗。
升降误差补偿分为两类:一类是升降误差补
偿,属于不分刮刀整体补偿,另一类是分前
后刮刀分别补偿,补偿时请注意。
导轨夹紧量:机器默认为1,当在生产时,发
现PCB不定项偏位,而底部支撑没问题,那
么很有可能是导轨夹板力度太大,导致PCB
翘起,在此即可修改导轨夹紧量,也可在数
据录入里修改夹紧量
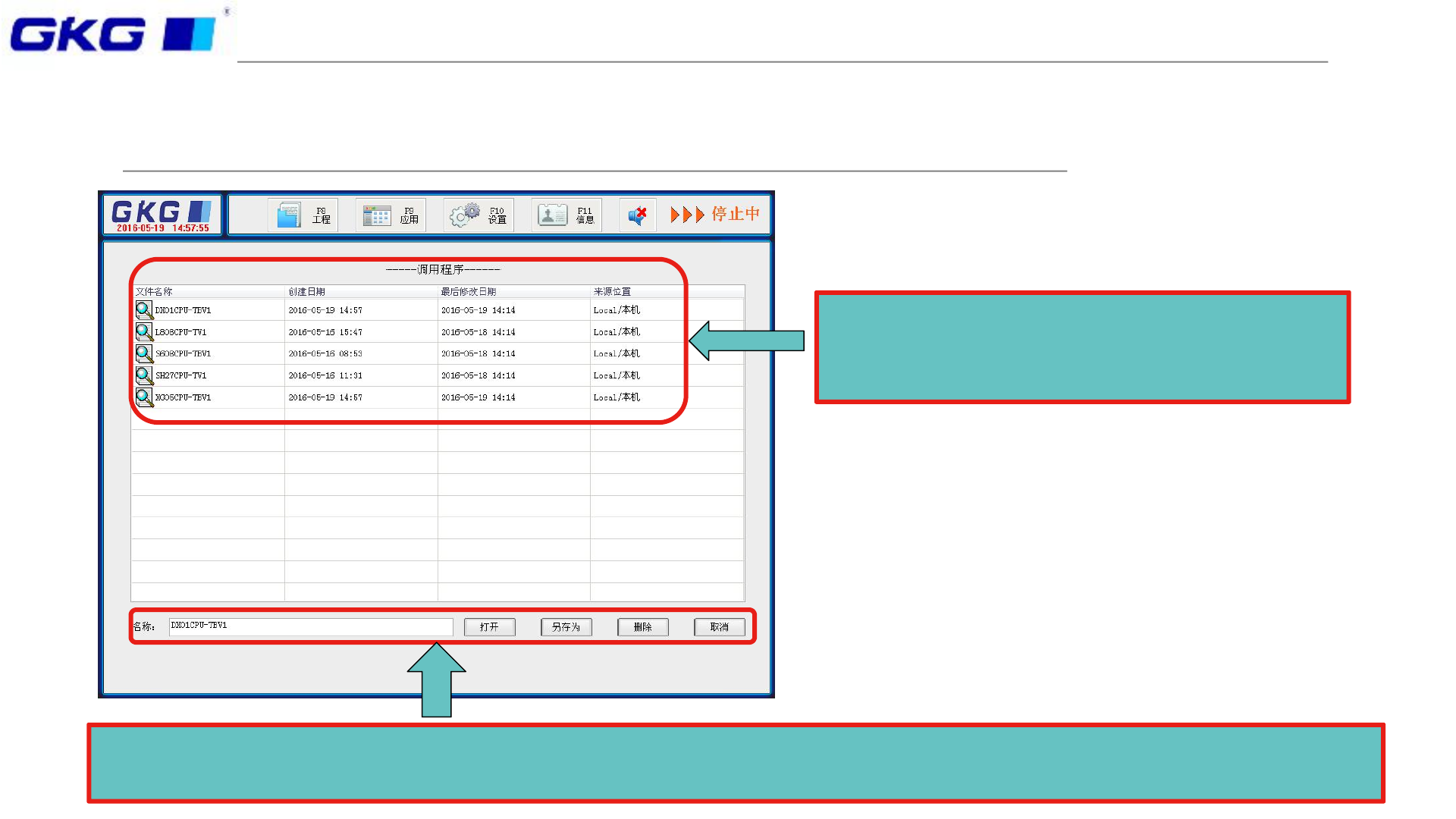
十二、功能开关-打开工程
如图所示,点击其中之一的文档,即可看到对应的名称,点击【打开】,即可实现调用程序,而点击另存
为,即可将当前模板另存为其他名称的程式。
如图,【调用程序】框内,显示所有已完
成的程式,单击其中之一,点击下方【打
开】按钮,即可完成程式调用。