CP7 training(6.0) (1).pdf - 第65页
FK-9F98-27 CP-7 Series T raini ng T ext for Service Engineers Edition 6.0 Chapter 4. S tation Adjustment [16/28] 4.13 St ation 13 Part s Reject Mechanism Adjustment 1. Remove the 13 th station valve switch b racket and c…

FK-9F98-27 CP-7 Series Training Text for Service Engineers
Edition 6.0 Chapter 4. Station Adjustment [15/28]
4.12 Station 1 Waste Tape Cutter Adjustment
1. Set the cutter rod length in the cam box to 21mm.
21mm
2. Use a feeler gauge to check that there is more than 0.2mm clearance between the cutter
lever and guard:
1
3
2
Item 1 = Cutter Lever
Item 2 = Guard
Item 3 = Cutter Tooth
Figure 23
3. Check that the tape cutter does not protrude from the guard at 0 degrees.
4. Check that the tape cutter rises up until (190 degrees, CP-742/743(M)E) (194 degrees, CP-
732/733E) and descends afterwards.
5. Check that the tape cutter is level with the bottom of the guard (or protrudes by less than
0.5mm from the bottom of the guard) at 0 degrees.
6. Use a tape feeder to confirm that the tape cutter can actually cut the tape on a feeder.
Fuji Machine Mfg. Co., Ltd. (Okazaki)
SMT Equipment Quality Assurance Dept.
CS Section
4-15
FK-9F98-27 CP-7 Series Training Text for Service Engineers
Edition 6.0 Chapter 4. Station Adjustment [16/28]
4.13 Station 13 Parts Reject Mechanism Adjustment
1. Remove the 13
th
station valve switch bracket and check the clearance at the top and bottom of
the LM guide. Tolerance: > 0.5mm.
2. Loosen the 4 mounting bolts at the base of the 13
th
station bracket.
3. Rotate the shaft with the
Highest valve (measured in 3.16) to station 12 and install the unit
alignment jig over the valve. Reattach the valve switch bracket, leaving the bolts slightly loose.
4. Carefully, rotate the shaft into station 13 at 190 degrees (CP-742/743(M)E), (194 degrees CP-
732/733E) and align the valve lever and jig by moving the mounting bracket.
5. After positioning the valve switch bracket inside the jig hole, tighten the 4 mounting bolts at the
base of the 13
th
station.
6. The clearance between the cam follower and drive lever should be 0.2mm or more. If less than
0.2mm, loosen the mounting bracket for the cutter assembly and move slightly to set the proper
clearance.
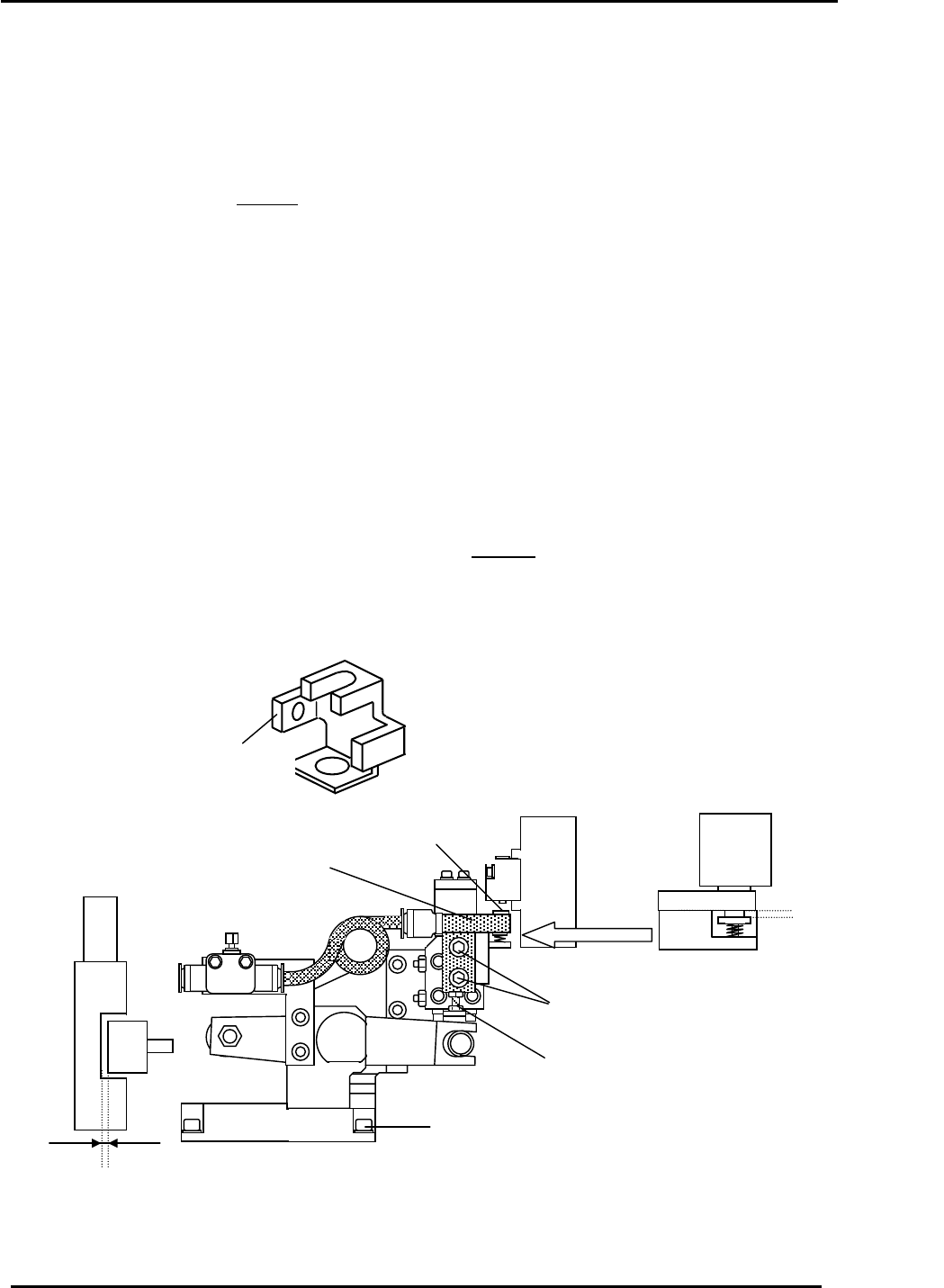
7. Loosen the height adjusting bolts and use a feeler gauge to set the gap shown in figure 24 to
0.3mm. Use the height adjustment bolt to set the gap.
8. Set the flow controller as follows: For rough adjustment of the flow controller, set 4 turns from
fully closed. For fine adjustment, set the shaft with the
highest valve at station 13 and set the
cam as described in step 4. [Turn ON (I/O Y03A)] Using a manometer, set the air pressure to
52+/-3mmHg. (7.0+/-0.5 kPa)
Unit alignment jig
Jig No.: Z9627DGPJ0110
0.3mm gap
Valve
Valve switch BKT
Pusher
A
djustment bolt
4 x mounting bolts
Figure 24
Valve switch mounting bolts
Cam followe
r
> 0.2mm
Fuji Machine Mfg. Co., Ltd. (Okazaki)
SMT Equipment Quality Assurance Dept.
CS Section
4-16
FK-9F98-27 CP-7 Series Training Text for Service Engineers
Edition 6.0 Chapter 4. Station Adjustment [17/28]
4.14 Station 1 Tape-End Detection Sensor Adjustment
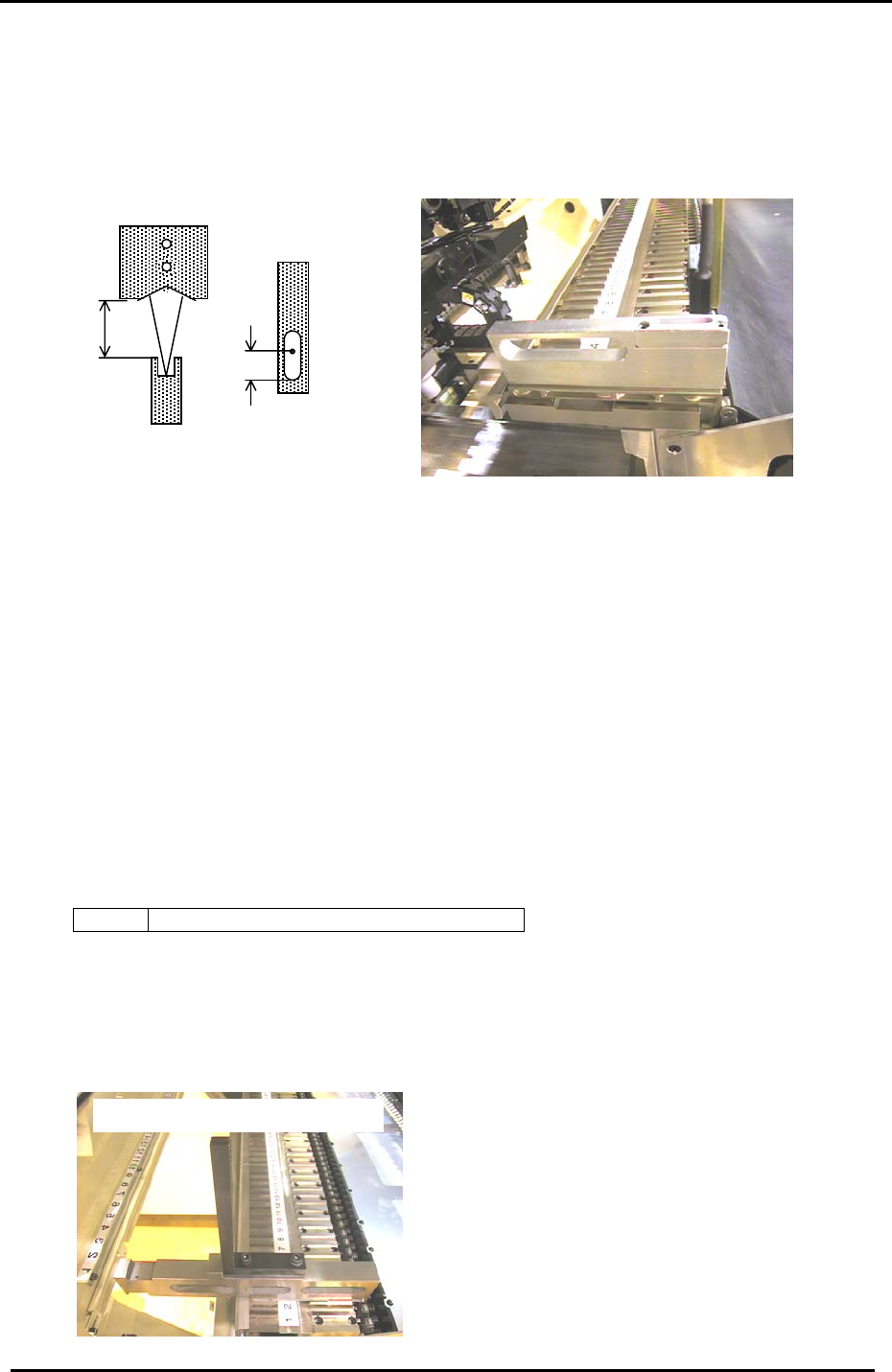
1. Set the tape end detection feeder jig at slot No.1 (Pallet No. 1). (Jig No.:Z9526ADCPJ8550)
2. Move the device table to the pick up position “PICK UP POS. T1” (This is calibrated in section
3.15)
Approx. 12mm
7mm
Figure 25
3. Adjust the clearance between the top of the jig and the bottom surface of the sensor to 12mm.
Adjust the bracket so that the horizontal direction of the light beam is at the center, and 7mm
away from the end of the oval hole.
<Setting the amplifier>
1. Set the switches on the amplifier as follows:
Output switch; D-ON, Timer switch; OFF, Sensitivity switch; Fine.
2. Turn the ”LOCK” protect switch OFF.
3. With the sensor beam centered in the slot, press the “SET” button for more than 3 seconds.
(Release the set button a couple of seconds after the yellow LED begins flashing.)
4. Set the “LOCK” protect switch back to lock and confirm sensor reaction by I/O.
<I/O Æ Standard Æ IN>
X03D TAPE END CHECK (Tape end detection)
4.15 Feeder UP/Down Sensor Adjustment
1. For this adjustment, use Jig No.: ADCPJ8020 illustrated in figure 26.
Feeder Check Sensor Positioning Jig
Figure 26
Fuji Machine Mfg. Co., Ltd. (Okazaki)
SMT Equipment Quality Assurance Dept.
CS Section
4-17