CP7 training(6.0) (1).pdf - 第80页
FK-9F98-27 CP-7 Series T raining T ext for Service Engineers Edition 6.0 Chapter 5. Loader and Con veyor Adjustment [12/28] 10. Divide the total pulse count found in step 8, by half. T he result should be around the cent…
FK-9F98-27 CP-7 Series Training Text for Service Engineers
Edition 6.0 Chapter 5. Loader and Conveyor Adjustment [11/28]
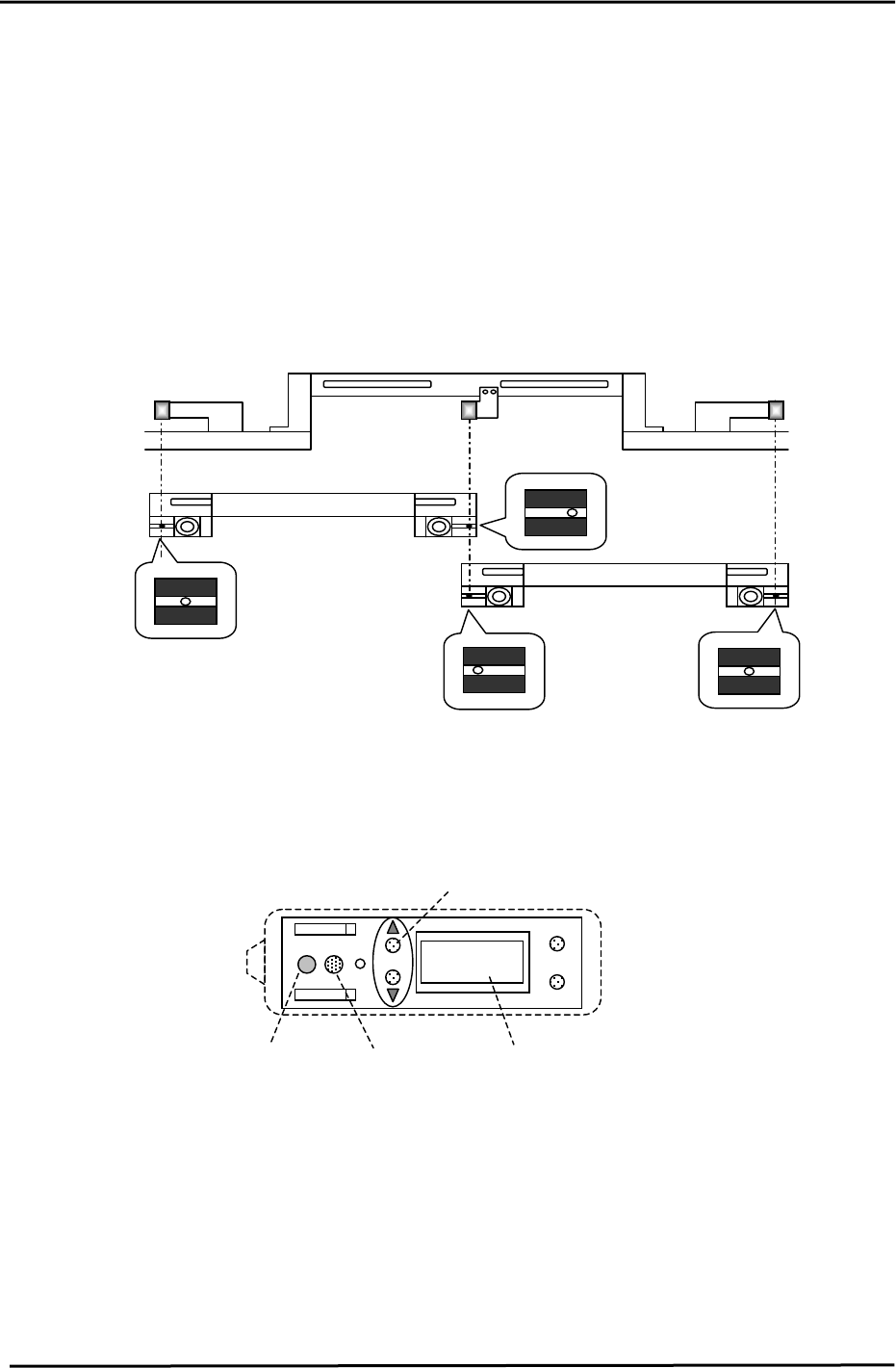
5.16 Moveable Rail Engagement Check Sensor Adjustment
1. Ensure the silver stickers on the main table are clean.
2. Ensure the sensor lenses are clean and free of obstructions.
3. Set the main table at either the IN or Out loading position.
4. Manually, raise the Z– axis to engage with either the IN or OUT carrier.
(Check that the sensor beam is centered on the silver sticker)
(If not centered, use the adjusting bolts to center the sensor heads accordingly)
(Centered)
(To the right)
Moveable rail engagement
OUT loading Position
IN Loading Position
Moveable rail engagement
check sensor 2
Moveable rail engagement
check sensor 3
check sensor 1
(Centered)
Figure 20
(To the left)
5. Set the main table at the Z origin position (Z0) at either the IN or OUT loading position.
6. To unlock the sensor, press the up & mode keys simultaneously for more than 3 seconds.
MODE
SET
100P
CH
A
A B
Output B display
Output A display
Sensitivity key
Figure 21
Digital display
7. Set the sensor to the “A” mode by pressing the mode and up keys quickly.
8. Set the sensor to 110P via the up/down keys, when the beam is centered over the silver sticker.
(110P indicates a percentage)
9. Jog the table in the Y- direction to find both edges of the silver sticker. (Record the pulse count at
each edge.) The sensor display will change from Red to Green. (Red = ON, Green = OFF)
Fuji Machine Mfg. Co., Ltd. (Okazaki)
SMT Equipment Quality Assurance Dept.
CS Section
5-11
FK-9F98-27 CP-7 Series Training Text for Service Engineers
Edition 6.0 Chapter 5. Loader and Conveyor Adjustment [12/28]
10. Divide the total pulse count found in step 8, by half. The result should be around the
center of the silver sticker and close to the YL pulse count. (Check the YL Calibration
Data) If not, adjust the sensor head position accordingly. (Balance is the key point)
11. Set the Z- axis at the minus stopper. Set the sensor to the B mode, by pressing the mode and
up keys quickly. Using the “B” mode, set the sensor sensitivity to 100P.
12. Return to the “A” mode and check the sensor performance while raising and lowering the main
table. If problems exist, repeat the procedure outlined above.
13. Lock the sensor settings by pressing both the up and mode keys simultaneously for more than
3 seconds.
<I/O → Standard → IN>
X0C0 Adjusting Rail Engagement Check IN
X0DB Adjusting Rail Engagement Check OUT
X0DC Adjusting Rail Engagement Check Center
Fuji Machine Mfg. Co., Ltd. (Okazaki)
SMT Equipment Quality Assurance Dept.
CS Section
5-12
FK-9F98-27 CP-7 Series Training Text for Service Engineers
Edition 6.0 Chapter 5. Loader and Conveyor Adjustment [13/28]
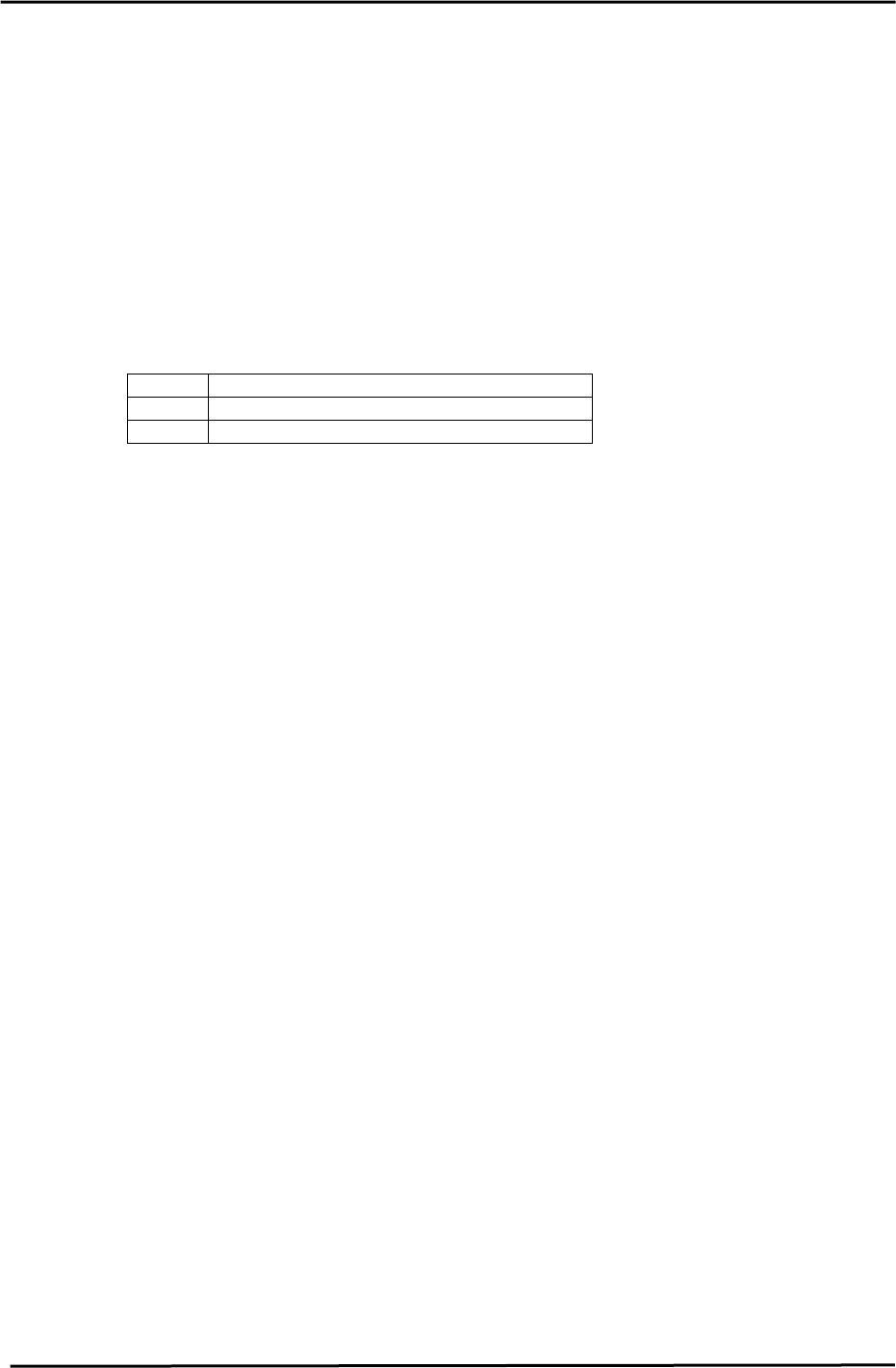
5.17 IN and OUT Conveyor PCB Lifter Adjustment
1. Ensure the distance between the top of the cylinder and the tip of the rod bolt is set
as illustrated.
(CP
-
732/733E)
(C
P-742
/
74
3(
M
)
E
)
IN 20mm, OUT 22mm
IN & OUT 25.7mm
2mm Spacer
48mm
48mm
2mm
Spacer
Figure 22
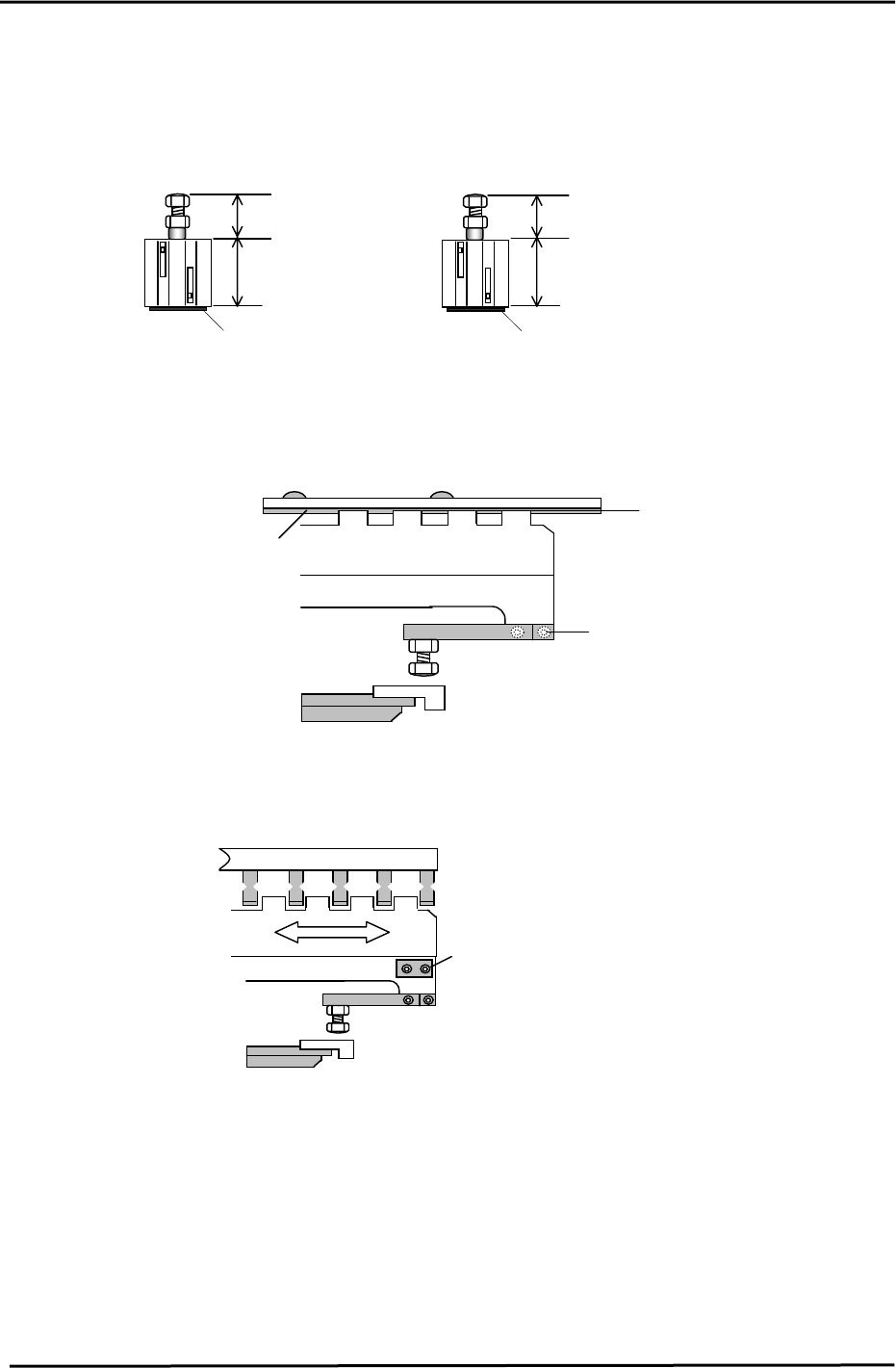
2. Lower the PCB lifter for the IN/OUT conveyor and adjust the lifter plate (after
loosening the mounting screws) to align with the center of the conveyor belt.
Lifter Plate
Mounting Screws
Conveyor belt
C
L
Figure 23
3. Move the IN and OUT carriers to the backward end position. Loosen the lifter plate mounting
screws and adjust so the clearance between the carrier claws and lifter plate is uniform.
Figure 24
Mounting Screws located
at both ends of the lifter plate.
(accessible with the lifter down)
4. To set the lifter height, place a board on the In conveyor, open the carrier claws, raise the lifter,
close the carrier claws and lower the lifter. (The Pcb is now held by the carrier)
Fuji Machine Mfg. Co., Ltd. (Okazaki)
SMT Equipment Quality Assurance Dept.
CS Section
5-13