DECAN_S1_Administrator∏s_Guide(Chi_Ver1.4)_Web - 第346页
13-4 Next Generation, Multi-Functional Plac er DECAN S1 Administrator’s Guide <Cycle T ime> 静态框 Cycle T ime =Build T ime +Loading T ime sec/board 以秒计时最后生产的 PCB 投入 W ork Station 完成作业 后到下一个 PCB 投 入所需的时间。 [Cycle T…
13-3
Production Setup
< PCB生产总数量> 领域
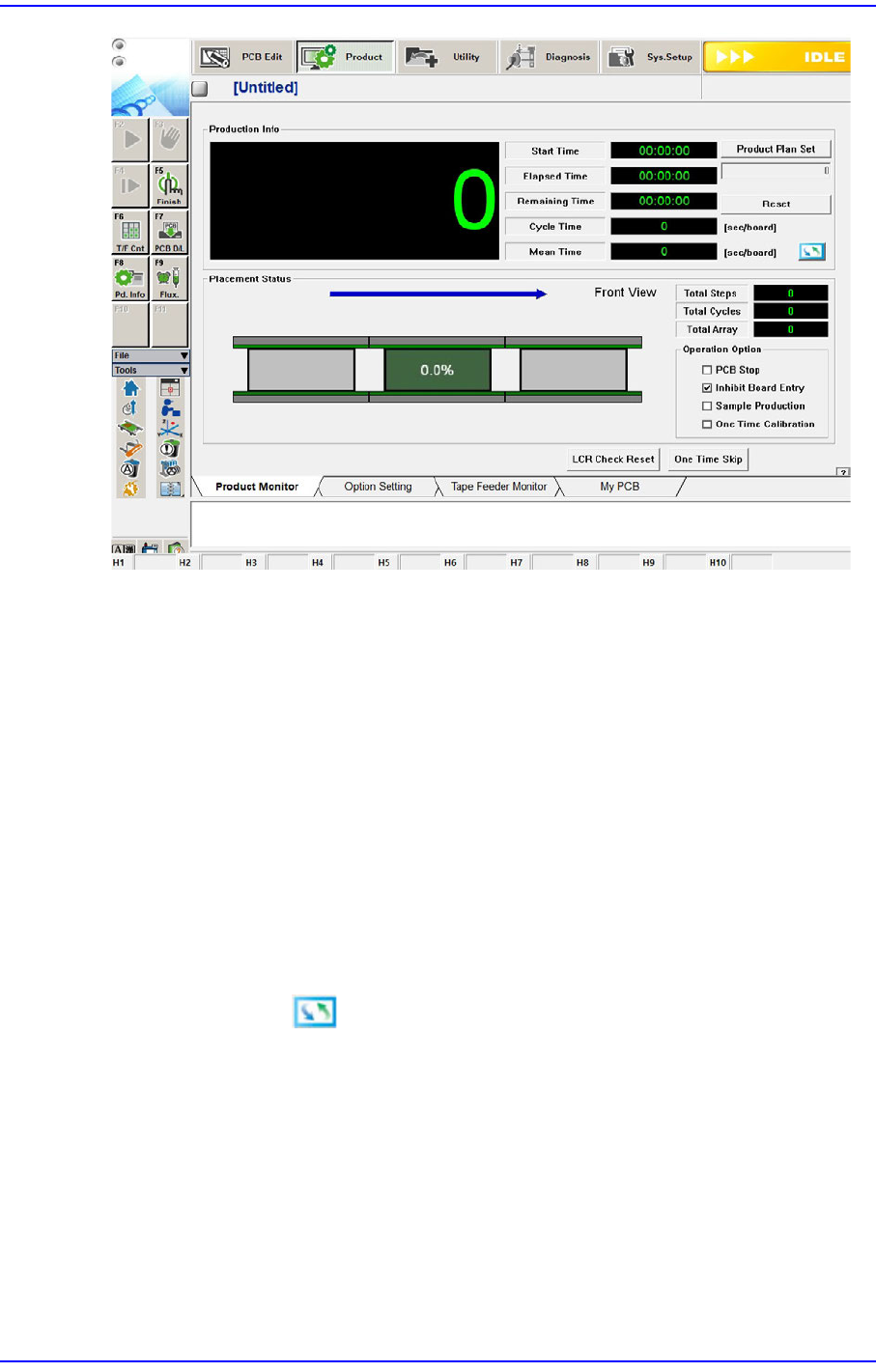
显示作业进行状况。
<开始时间> 静态框
表示设备Operation Panel的<开始 >按钮的按住时间。
<运行时间> 静态框
表示按住<开始>按钮后经过的时间。
<剩余时间> 静态框
表示完成全体PCB生产预计的剩余时间。
<平均时间> 静态框
表示与PCB生产有关的多样化的信息。
点击右侧的 按钮则显示各个不同形态的信息。
<sec/board>
一秒计时一张PCB投入到Work Station完成操作后到下一个PCB投入 所
需的平均时间。
<CPH>
表示最初PCB投入到Work Station后一个小时内贴装的部件数。
<board/hour>
表示最初PCB投入到Work Station后一个小时内生产的PCB数。

13-4
Next Generation, Multi-Functional Placer DECAN S1 Administrator’s Guide
<Cycle Time> 静态框
Cycle Time =Build Time +Loading Time
sec/board
以秒计时最后生产的PCB投入 Work Station完成作业后到下一个PCB投
入所需的时间。 [Cycle Time (sec/board) ]
CPH
Cycle Time (sec/board)为基准一个小时内预计贴装的部数。
Board/Hour
Cycle Time (sec/board)为基准一个小时内预计生产的PCB数。
<计划生产数量> 编辑框
设置需要进行整体作业的PCB数量。该值变成0后,停止生产。
<复位> 按钮
完成作业的PCB数”0”初始化。
<布置状态> 领域
表示有关PCB数据。 以图表的形式表示PCB投入到输送机的情况,以百分比的
形式表示PCB的作业进程。
<总步骤> 选项按钮
表示全部步骤数量。
<总循环> 选项按钮
表示全部周期数量。
<全部排列> 选项按钮
表示多片PCB的全部单片数量。
<Operation Option> 领域
作业中可选择执行的功能。
<PCB停止> 校验框
操作中选择此功能则对当前贴装领域的PCB完成贴装作业后暂停 (PAUSE)
设备。 然后,显示如下画面。
在"RUN_RDY"状
态下设备的停止不包含在设备的停止Count。
13-5
Production Setup
点击<PCB Stop>按钮设备暂停后如果要重启操作则先点击<PCB Restart>按
钮后再点击'START'按钮。
<Inhibit Board Entry> 校验框
防止PCB从前工序的设备或上一个区段自动投入输送带。利用本功能设备
暂停时设备状态转换成"RUN_RDY"。
在"RUN_RDY"状态下设备的停止不包含在设备的停止Count。
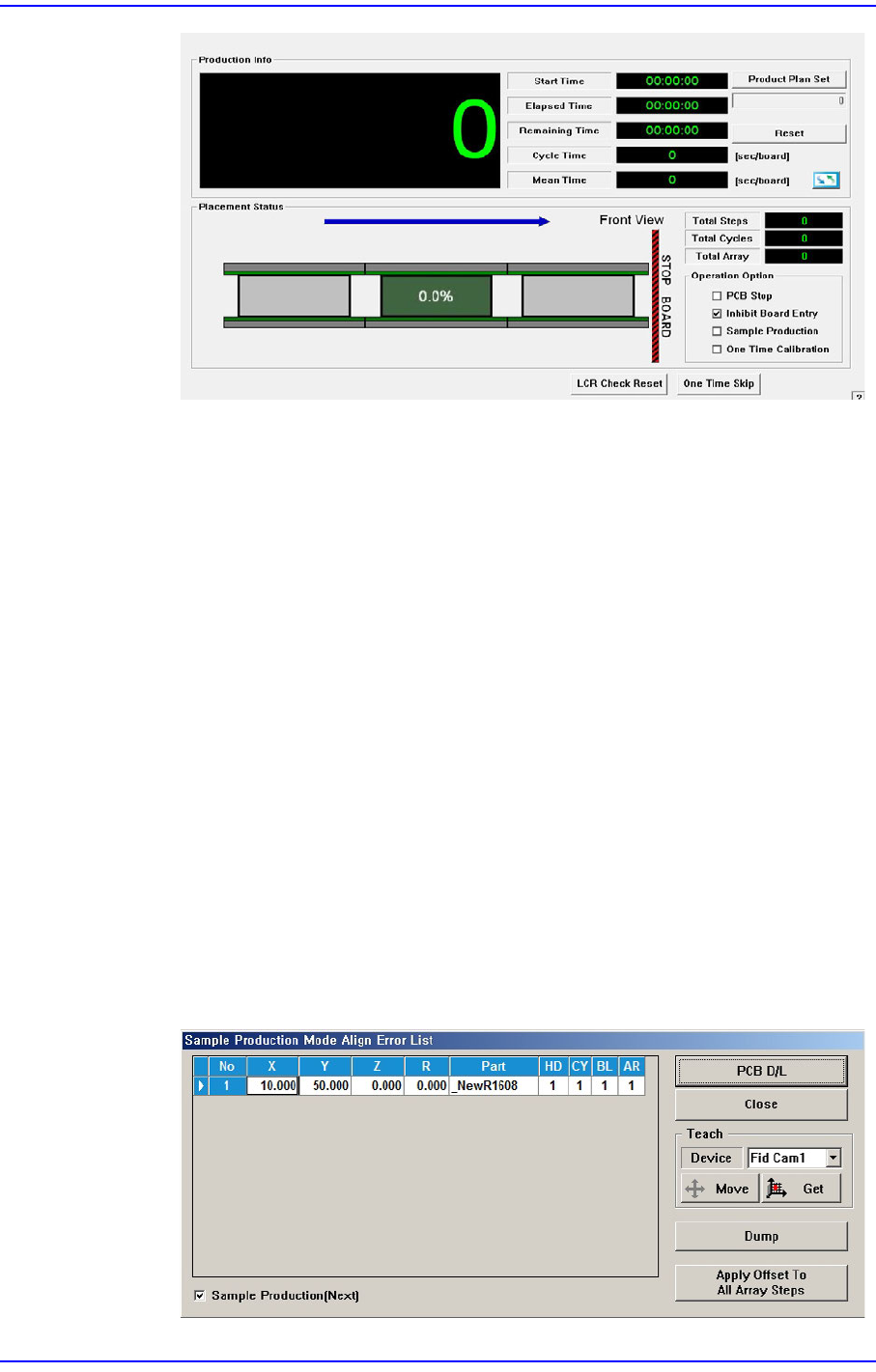
<Sample Production> 复选框
如果在开始生产时选择此选项,则当出现零部件识别错误或有发生拾取错误
的贴装点时,每个循环设备都将停止。
通过此时创建的'Sample Production Mode Align Error List'对话框,可以更改
零部件的数据或贴装点,从而在不丢弃该零部件的情况下重新进行贴装。
可通过'Sample Production Mode Align Error List' 对话框采取的措施如下。
零部件数据编辑
转储正在拾取的零部件
编辑单个或阵列贴装点坐标
下载修改后的贴装点和零件数据