HT121培训资料 - 第20页
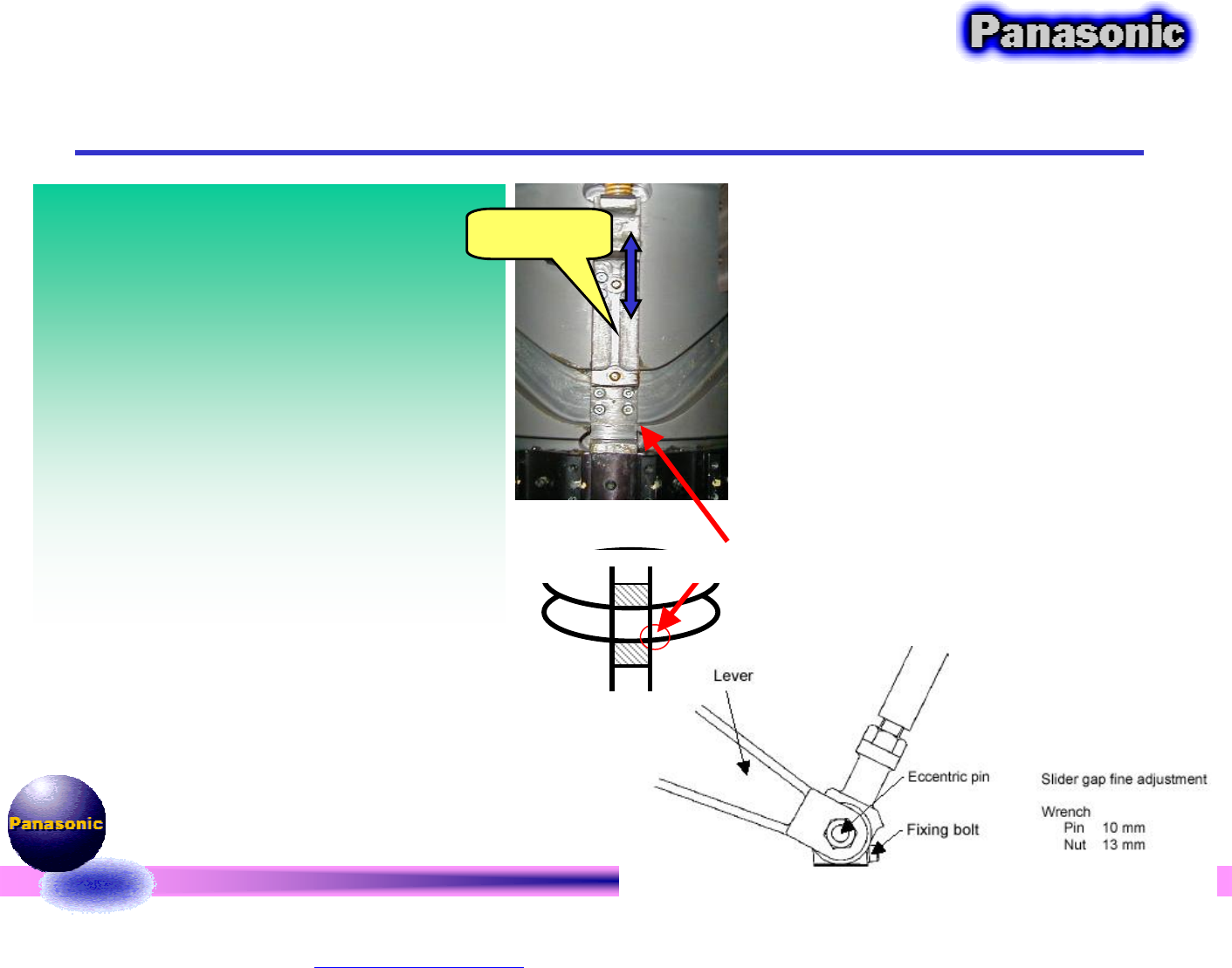
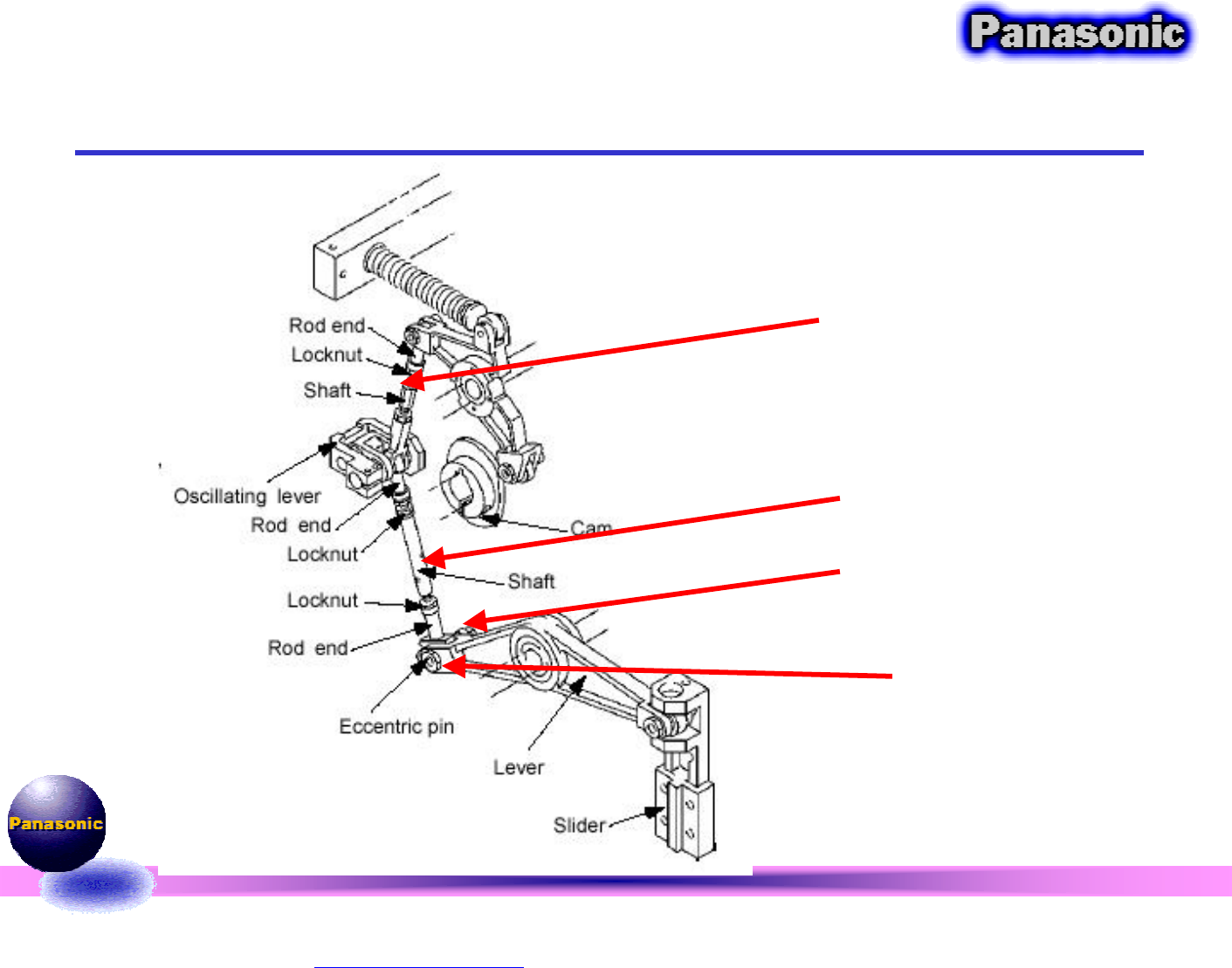
二 . 吸 着 和 装 着段差 的确认 和 调整 装 着段差 确认 和 调整 : 工 具 : 1 0# 、 13# 扳 手 、 内 六 角 1. 确认 时 序 的 C T = 1 25 ° 2 . G AP : 0 。 3. 确认方 法 : 用 指感 法 或 用 小 的一 字 螺丝刀 进 行 段差 的确 认。 4 . I F N G, 则 对 控制 S li de 动作 的连 杆 进 行调整。 ( 1) 粗 调 : 松 开 两 头的 L…
二 . 吸 着 和 装 着段差 的确认 和 调整 装 着段差 确认 和 调整 : 工 具 : 1 0# 、 13# 扳 手 、 内 六 角 1. 确认 时 序 的 C T = 1 25 ° 2 . G AP : 0 。 3. 确认方 法 : 用 指感 法 或 用 小 的一 字 螺丝刀 进 行 段差 的确 认。 4 . I F N G, 则 对 控制 S li de 动作 的连 杆 进 行调整。 ( 1) 粗 调 : 松 开 两 头的 L…