HT121培训资料 - 第24页
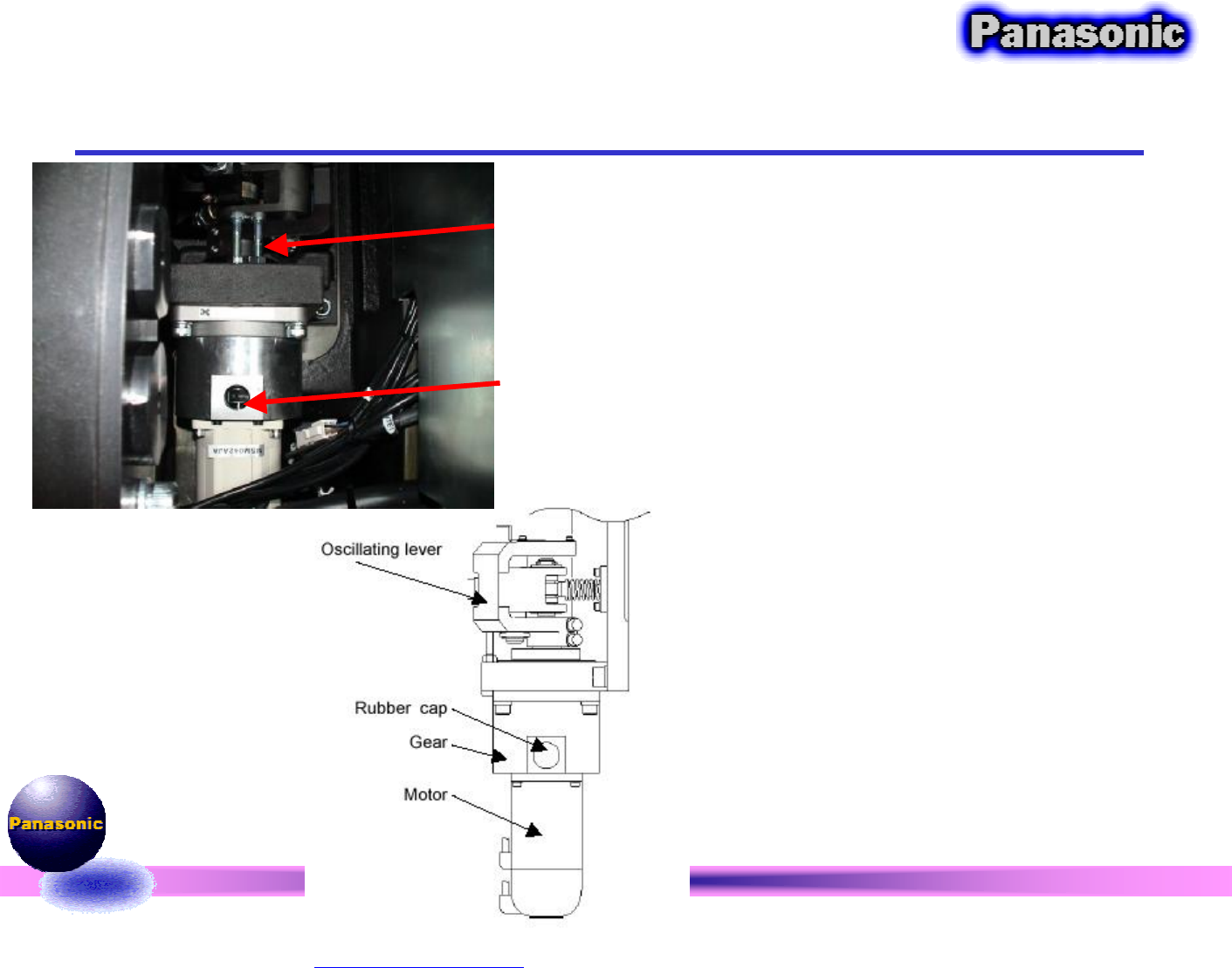
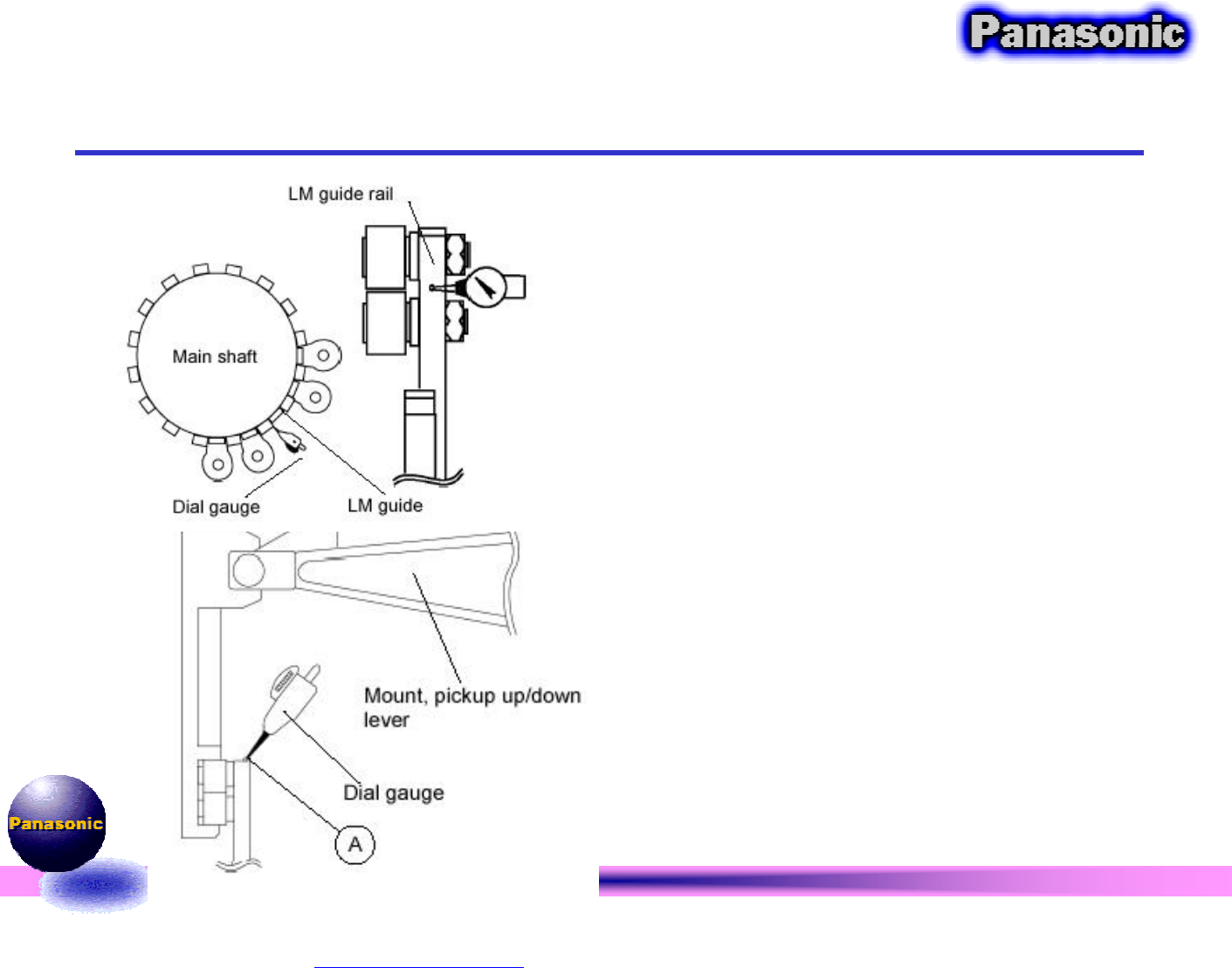
五 . 吸 着 和 装 着 时 序 调整 (一) 主 轴原 点 调整 1 .P O W E R O N , O RG 2 . S E RV 0 O FF, 将 百 分 表 置于 N O Z Z LE UN IT 的 L M G U I DE 侧 面 , 置 “ 0 ” 3 . C T0 度 , 百 分 表 变化 0 . 0 1 MM 4 .IF N G, 松 开 E NC O D ER 的 C O U P L I NG 调整 5. 锁 …
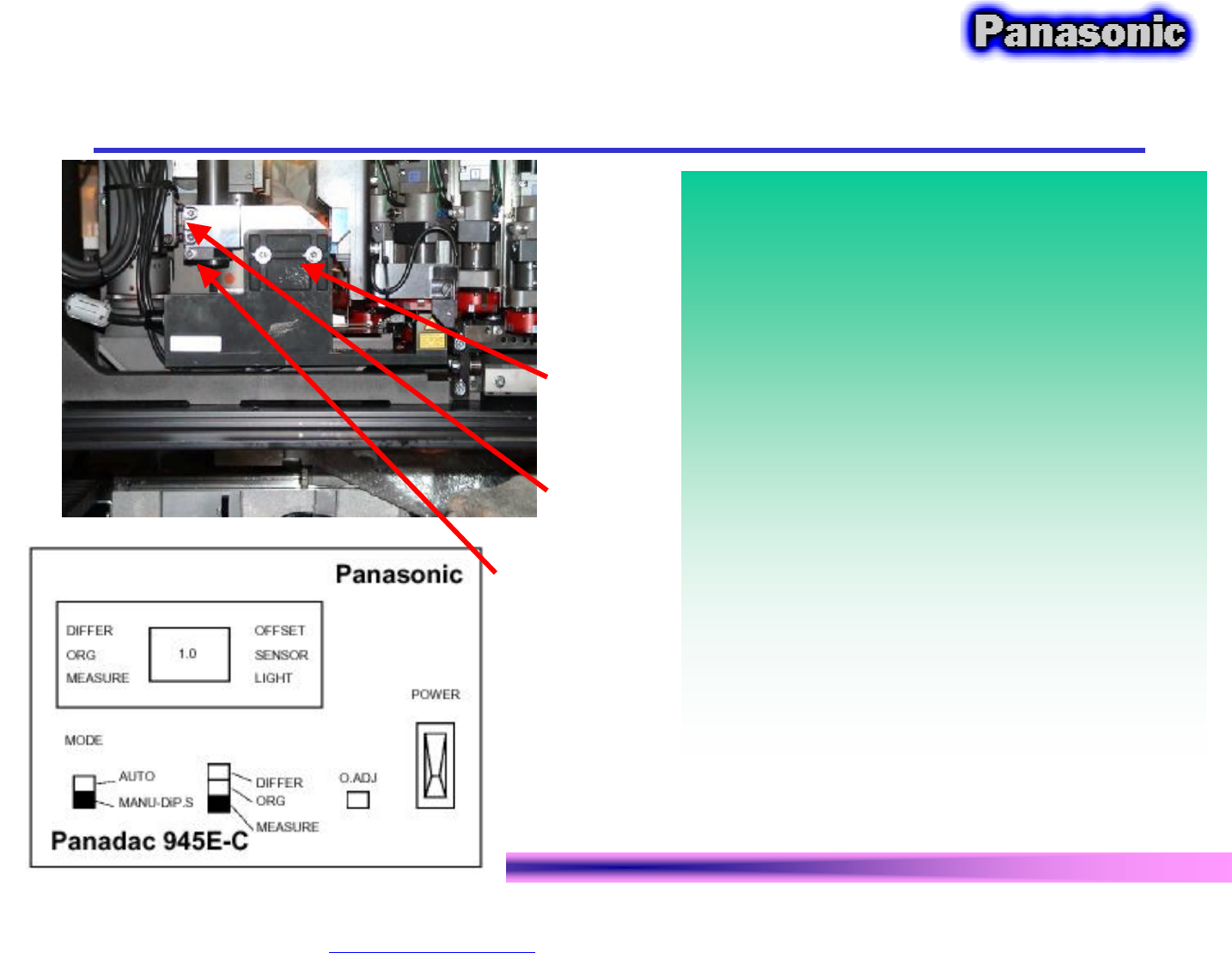
六.Line Sensor的调整和交换
1.拆下两颗螺栓A就可拆下LINE SENSOR
装上新的LINE SENSOR;
若MARK做好,拆时注意螺栓锁的位置,LINE
SENSOR装上就可以使用
2.机器回原点(包括Nozzle),选择1号Head
1号Nozzle(选VS吸嘴)作为测量基准。
3.检查前,必修在NC MOVING内修改THETA:
60度—— 35度
4.P945E-C SW设置在:MANU,MEASURE规格
值:
0.75~1.25Mm,最好在1MM左右
5.手轮摇至CT=177,检查LINE SENSOR高度
6.再对Line Sensor进行振分的确认。
7.全部完成后在放大器上按O.ADJ键。
螺栓C:
调整高度
螺栓B:
调整振分
螺栓A
PDF 文件使用 "pdfFactory" 试用版本创建 www.fineprint.com.cn