HT121培训资料 - 第4页
Z - AX IS 精度调整 4. 重复 2 ~4 步 ,将 其余 工 作头的 N o .1 吸嘴 进 行测 量 5 . 18 个 工 作头 全 部测 量完 后, 查看 AVR 的 值 6 . AVR 的 18 值 在 ± 20 um 内 , 无须 调 整。 反之 ,调整 Z 轴的 地脚 7 . 调 整 后, 再次 测 量 。 直 到 AVR 的 值± 20 um 内 8 . Z A 75 、 Z B 76 、 Z B 150 三个 位…
Z-AXIS精度调整
一.准备工作
1.取下Z轴上的Cassette,机器回原点。
2.使用Sub-control Panel选择No.1吸嘴(所有的工作头)
检测VS-NOZZLE
3.将Camera Jig放置于Z1
4.连接Camera Jig 到Control Box
5.连接Monitor到Control Box
6.连接Control Box 的电源(拔下打印机的电源插座用之),
检查后打开Control Box的电源开关
二.测量步骤
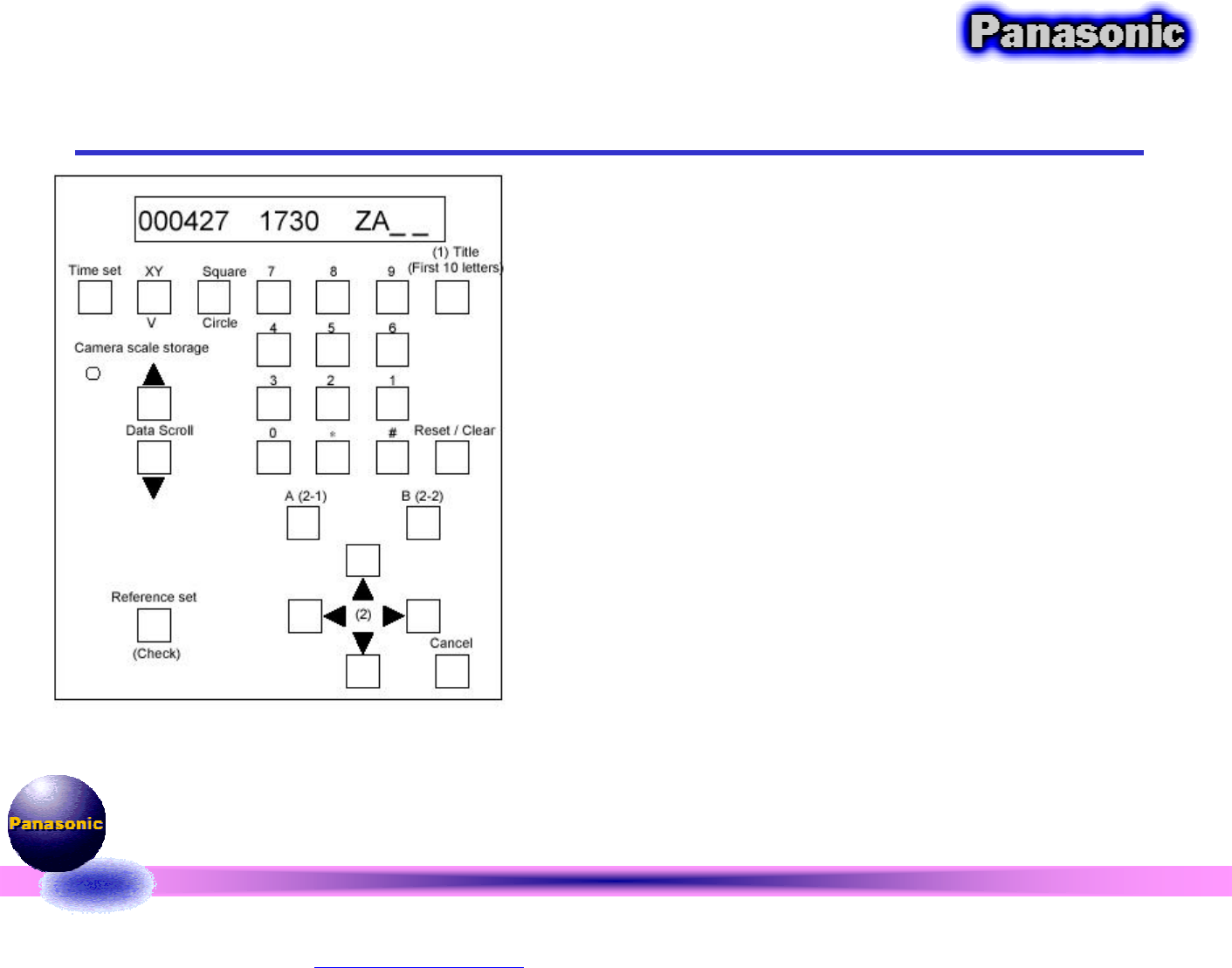
1.按Title键,在显示区中出现“XXXX XXX ZA——”
2.输入01(预测量的Z轴位置)
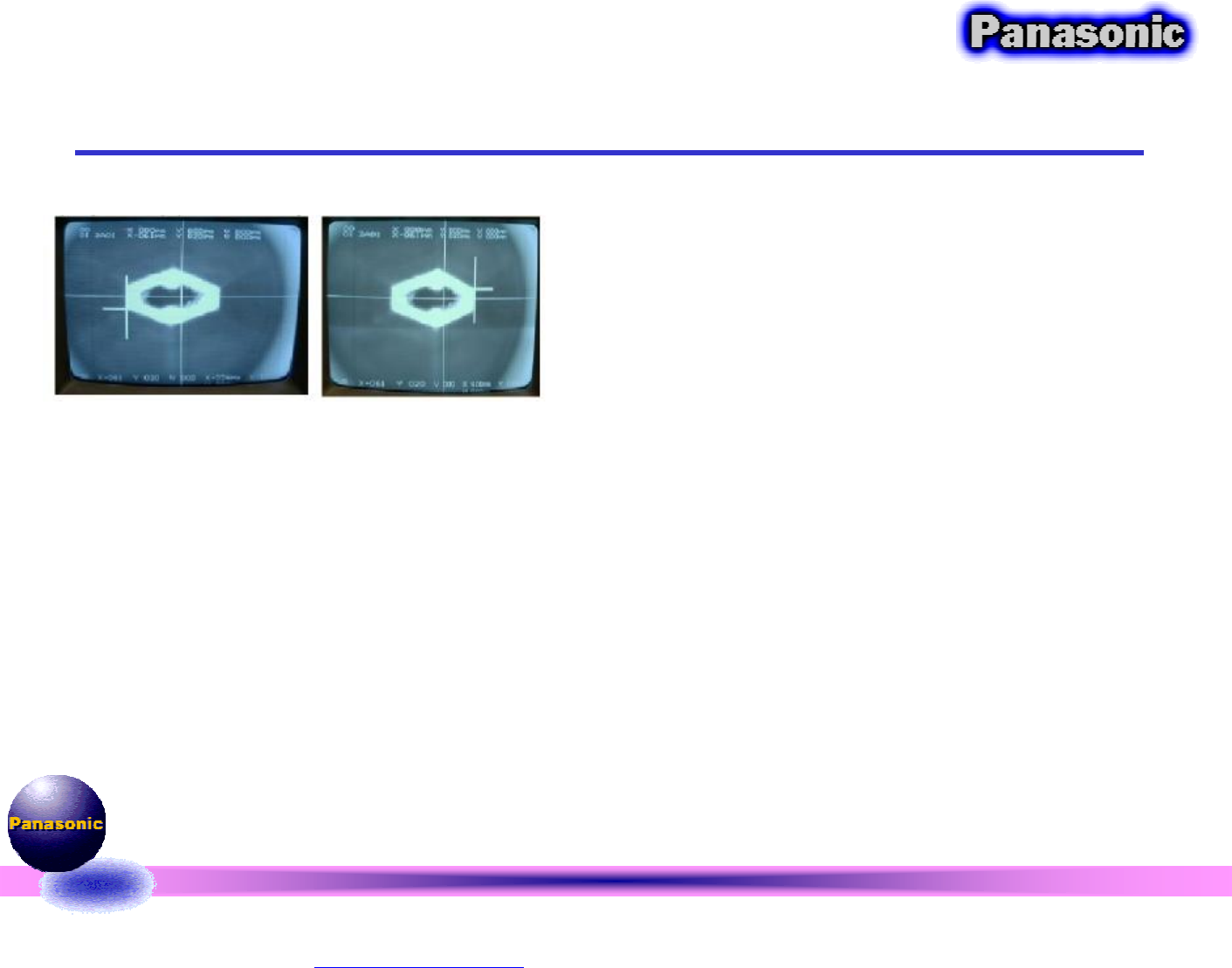
3.将“HEAD SERVO OFF”,摇动手轮,直至Monitor
上的图象清晰;按“A(2—1)”键,在Monitor左下角上出
现“十”光标,通过方向调整键将光标移至A位置,再按
“A(2—1)”键,在Monitor右上角上“十”光标,通过方
向调整键将光标移至B位置,再按“B(2—2)”键,按
Register/Clear键,数据自动会登录
PDF 文件使用 "pdfFactory" 试用版本创建 www.fineprint.com.cn