KE-3010_20V_使用说明书.pdf - 第1208页
第2部 功能 详解编 第1 3章 选项 组件 13-177 13-23-6-3 旋转型焊锡转印装置安装位置 在机器设置的 [ 设置各组 ] - [ 助焊剂涂覆装置装配位置 ] 里, 按下 [ 位置设置 ] 按钮, 在启动的 [ 助焊剂 涂覆装置装配位置 ] 对话框中,设定旋转型焊锡转印装置的单元安装位置。 如果已设定了前侧 IC 回收带,设定位置的输入范围为除去前侧 IC 回收带的占有孔的孔号。 <设定内容> 项目 内容 设置位置 设定…
第2部 功能详解编 第13章 选项组件
13-176
<设置内容>
项目 内容
装配位置 通过示教设定旋转型焊锡转印装置的转印位置。
装配高度 通过示教设定旋转型焊锡转印装置的安装高度
安装位置 显示旋转型焊锡转印装置的安装孔位置。
按下[设置]按钮,可变更安装孔位置。
机械台架的初始值为 70 号,电动台架为 35 号。
※ 详细情况请参见「13-23-4 旋转型焊锡转印装置安装位置」。
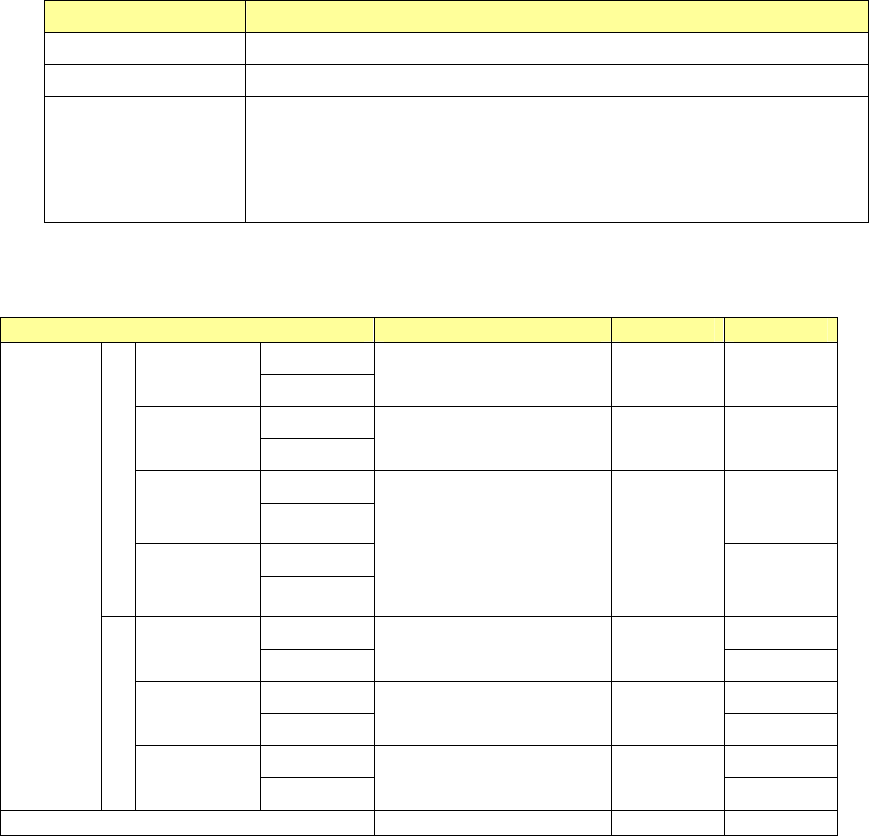
<输入范围及初始值>
下限 上限 初始值
机械台架
KE-3010
M、L 基板
电动台架
KE-3010:128.50 839.20 697.50
机械台架
KE-3010
XL 基板
电动台架
KE-3010:136.20 928.50 797.50
机械台架
KE-3020V
KE-3020VR
M、L 基板
电动台架
697.50
机械台架
X
KE-3020V
KE-3020VR
XL 基板
电动台架
KE-3020V:193.50
KE-3020VR:198.50
722.20
697.50
机械台架 23.8
M 基板
电动台架
-76.00 890.50
-25.70
机械台架 23.8
L 基板
电动台架
-76.00 996.50
-25.70
机械台架 23.8
助焊剂
涂敷装
置装配
位置
Y
XL 基板
电动台架
-75.00 1197.80
-25.70
装配高度 -10.00 -7.00 -9.00
1) 装配位置
使用 OCC 示教焊锡转印位置。
2) 装配高度
按下自动取得按钮,Head 组会移动到旋转型焊锡转印装置的装配高度测定点,使用 HMS
自动取得装配高度。
装配高度测定点,是在旋转型焊锡转印装置焊锡盘外侧伸出仅 3mm 的沟外围。测定此外围,
测定装配高度。
第2部 功能详解编 第13章 选项组件
13-177
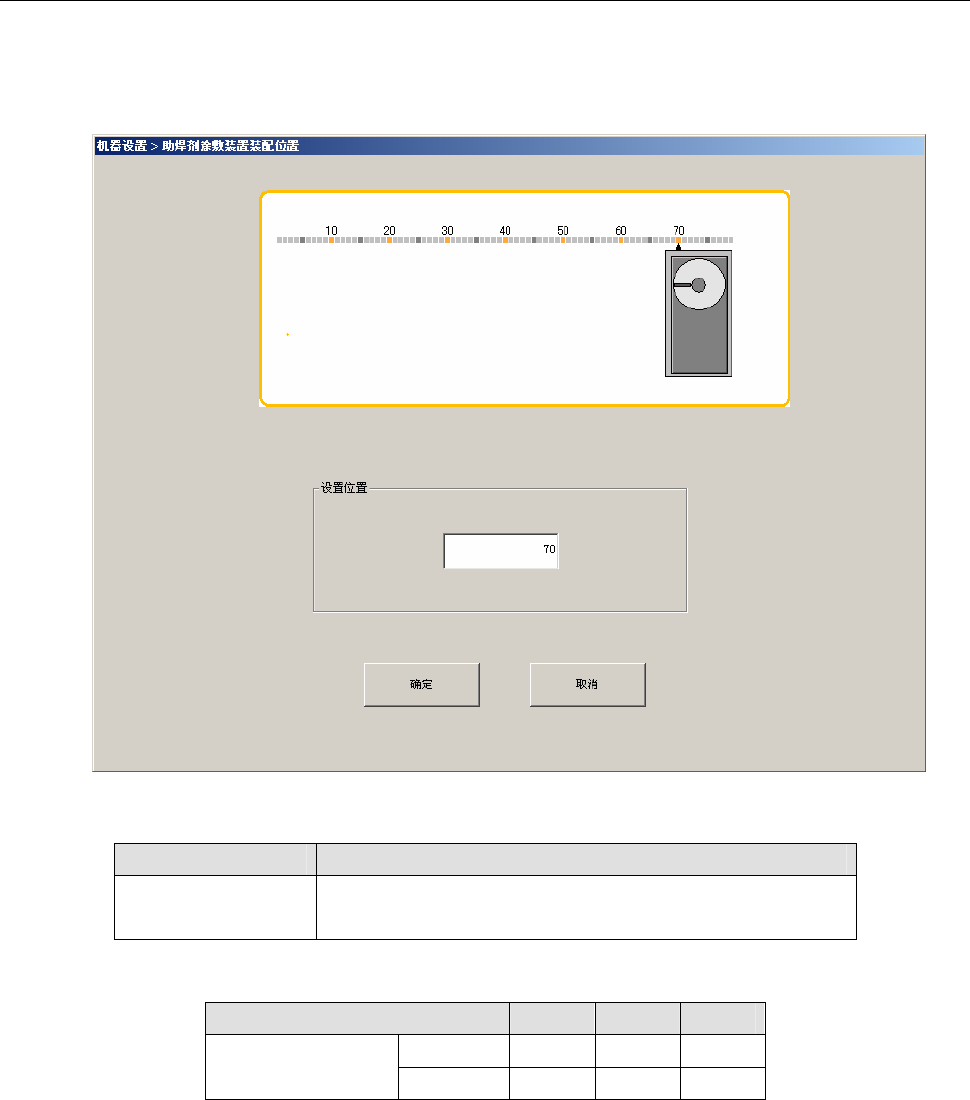
13-23-6-3 旋转型焊锡转印装置安装位置
在机器设置的[设置各组]-[助焊剂涂覆装置装配位置]里,按下[位置设置]按钮,在启动的 [助焊剂
涂覆装置装配位置]对话框中,设定旋转型焊锡转印装置的单元安装位置。
如果已设定了前侧 IC 回收带,设定位置的输入范围为除去前侧 IC 回收带的占有孔的孔号。
<设定内容>
项目 内容
设置位置 设定旋转型焊锡转印装置的装配孔号。
安装孔号,按机械台架/电动台架分别保存数据。
<输入范围及初始值>
下限 上限 初始值
机械台架
13 70 70
设置位置
电动台架
7 35 35
第2部 功能详解编 第13章 选项组件
13-178
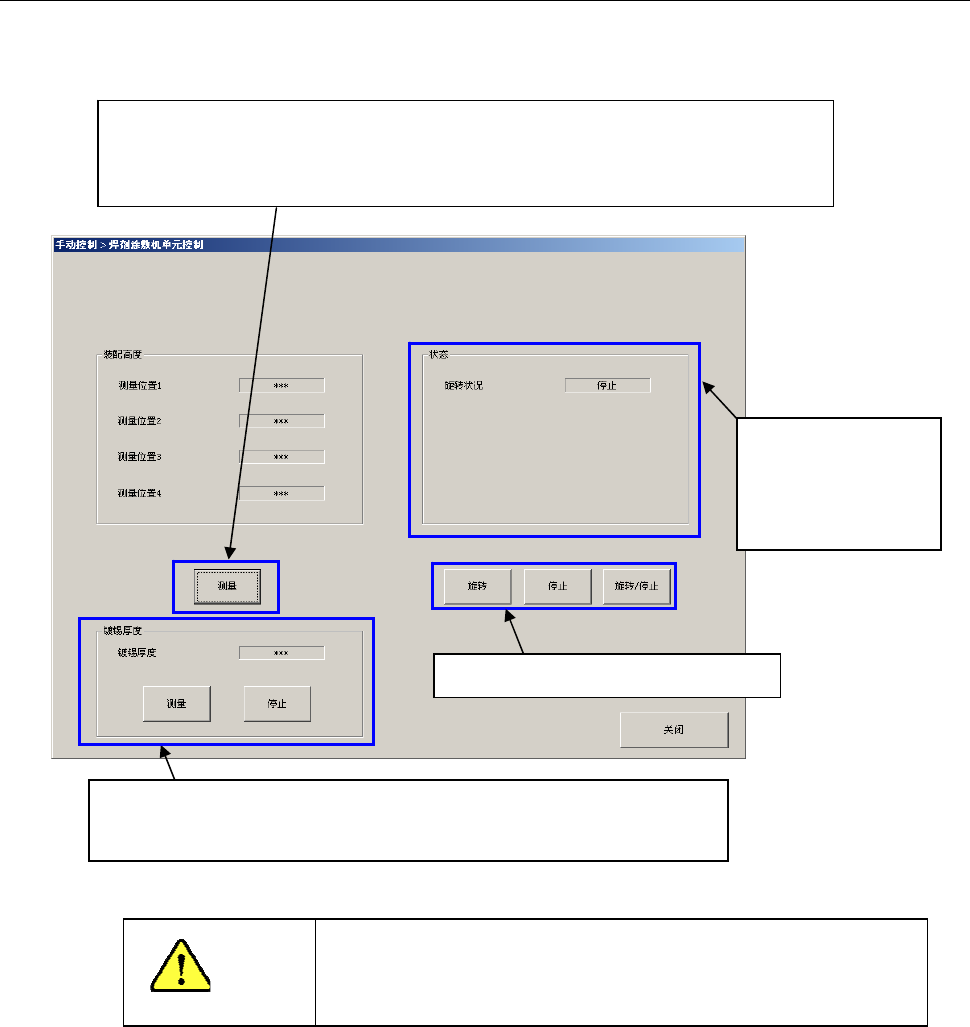
13-23-7 手动控制
手动控制,可用于确认焊锡盘的安装高度(水平度)及焊锡膜厚度,控制焊锡盘的旋转。
在手动控制中选择「控制」-「其他」-「助焊剂涂敷装置单元控制」,显示以下对话框。
选择「测量」,轴即移动。
选择「测量」前,请确认没有人在进行装置内部的作业。
警告
进行焊锡托盘的旋转动作。
选择「测量」,使用 HMS 测量托盘的高度 4 个点。
测量结果显示在“装配高度”的各测量位置中。
如果测量值出现 0.1mm 以上的差,请重新确认安装状态。
显示焊锡托盘旋转
状况。
显示使用 HMS 实时测量的焊锡膜厚值。
按下停止按钮,则停止焊锡膜厚的测量。