KE-3010_20V_使用说明书.pdf - 第167页
第 1 部 基本編 第 2 章 生产 2-34 2-7-1-4 夹杆压力的调整(外形基准时) 对于薄基板夹板时的弯曲、裂纹等,可以通过降低 Y 夹杆 的压力进行对应。 将减压阀的把手向 “A 方向 ” 拉出并旋转,加大或减小压力。 一边看着压力计 B ,一边进行调整,将把手 “ 向 A 的反方向 ” 按压即可锁紧。 < M,L,L-Wide 基板 规格 > < XL 基板 规格 > 一般情况下请勿随意变动。 如果压力比出厂时大幅度降…
第 1 部 基本編 第 2 章 生产
2-33
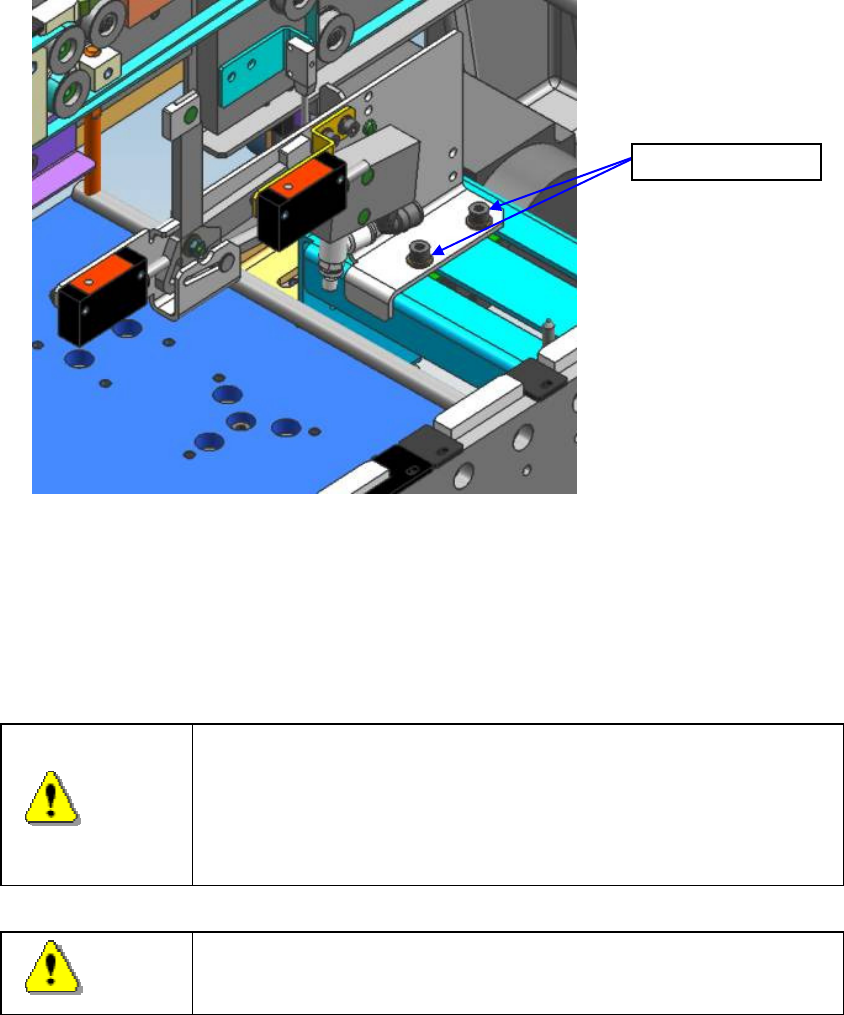
(4) 将停止挡块
⑩置于 ON。
选择“挡块”,并按“ON/OFF”。
(5) 将生产基板顶在挡块
⑩上。
基板与挡块接触的部分因有缺口等而不稳定时,请松动挡块底部的螺丝(2根),用手加以调整。
(6) 请配置支撑销。
请配合生产基板将支撑销⑫配置在支撑台⑬上。如果在QFP等对贴片精度有特别要求的元件
下配置支撑销,可提高贴片精度。
(7) 调整完成后,请点击“传送控制”画面上的“结束”,以退出“传送控制”。
注意
外形基准位置为程序数据的基板坐标原点(基准位置)。
因此,调整挡块后,请务必重新设定。
必须在“2-7-1-6 贴片基准位置的调整”中进行再调整。
基板原点位置可在生产程序中的“基板数据”(参见第 4 章 4-3-3 基板数
据)中进行变更。
注意
在机器运行中,请绝对不要将手和头等伸入装置内部。
松开 2 根螺栓
第 1 部 基本編 第 2 章 生产
2-34
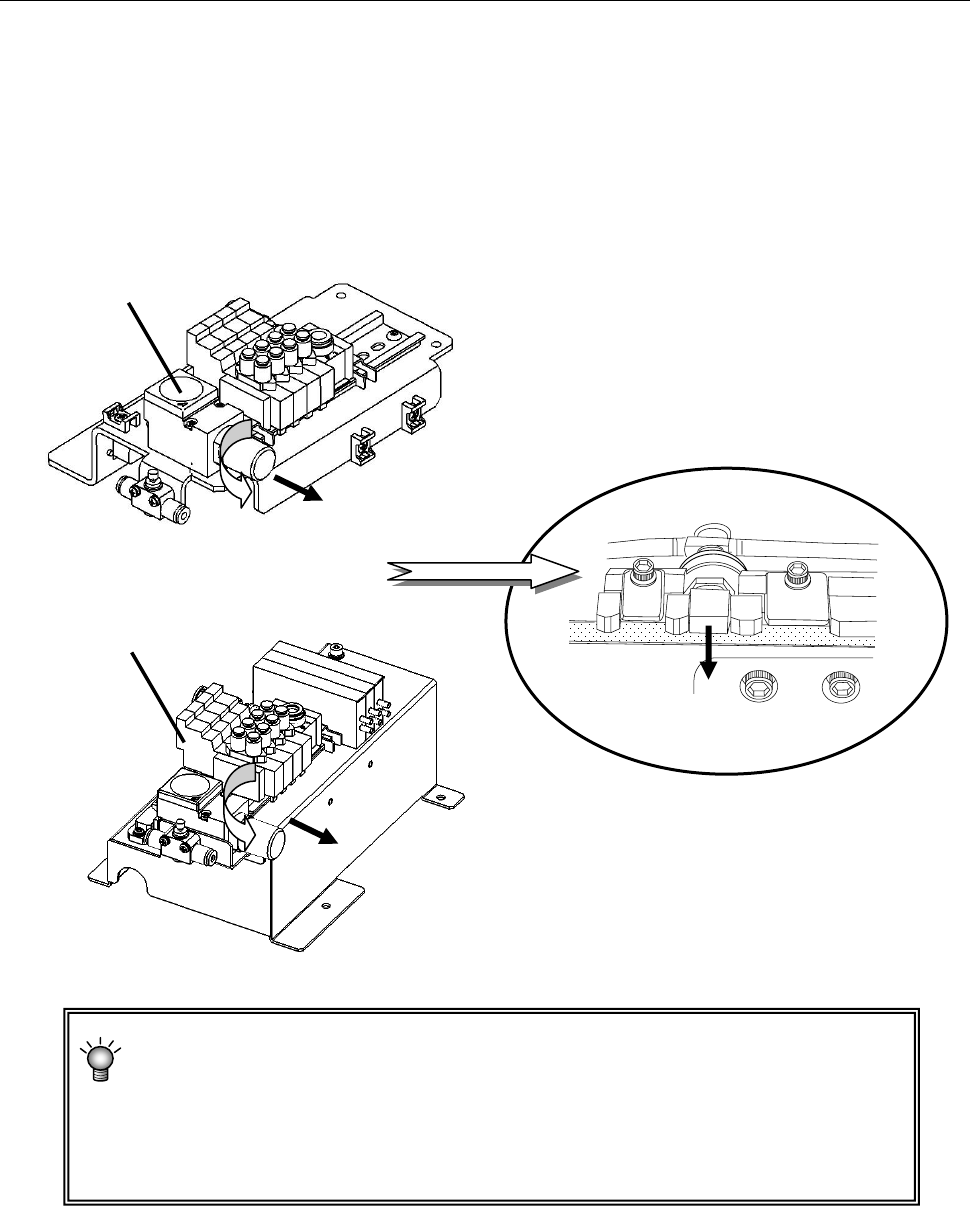
2-7-1-4 夹杆压力的调整(外形基准时)
对于薄基板夹板时的弯曲、裂纹等,可以通过降低 Y 夹杆的压力进行对应。
将减压阀的把手向“A 方向”拉出并旋转,加大或减小压力。
一边看着压力计 B,一边进行调整,将把手“向 A 的反方向”按压即可锁紧。
<M,L,L-Wide 基板规格>
<XL 基板规格>
一般情况下请勿随意变动。
如果压力比出厂时大幅度降低,则动作的时间速度可能变得不准。
进行调整前,要记下出厂时“压力计③”的值(仅当夹杆为 ON 时的指针摆动),
如无调整必要时,请恢复为原来的值。
Y 夹杆
A
B
A
B
第 1 部 基本編 第 2 章 生产
2-35
2-7-1-5 销基准的调整方法(选项)
定心销包括“基准销”和“从动销”,基板停止侧的销为基准销。
基准销和从动销的调整方法相同,但调整基准销后,需要重新设置“贴片基准位置”
(请参见“2-7-1-6 贴片基准位置的调整”)。
一般的基板从端点到基准销中心的距离 X、Y 都是 5mm。
因此,要调整时只把从动销向 X 方向移动就可。
<步骤>
①
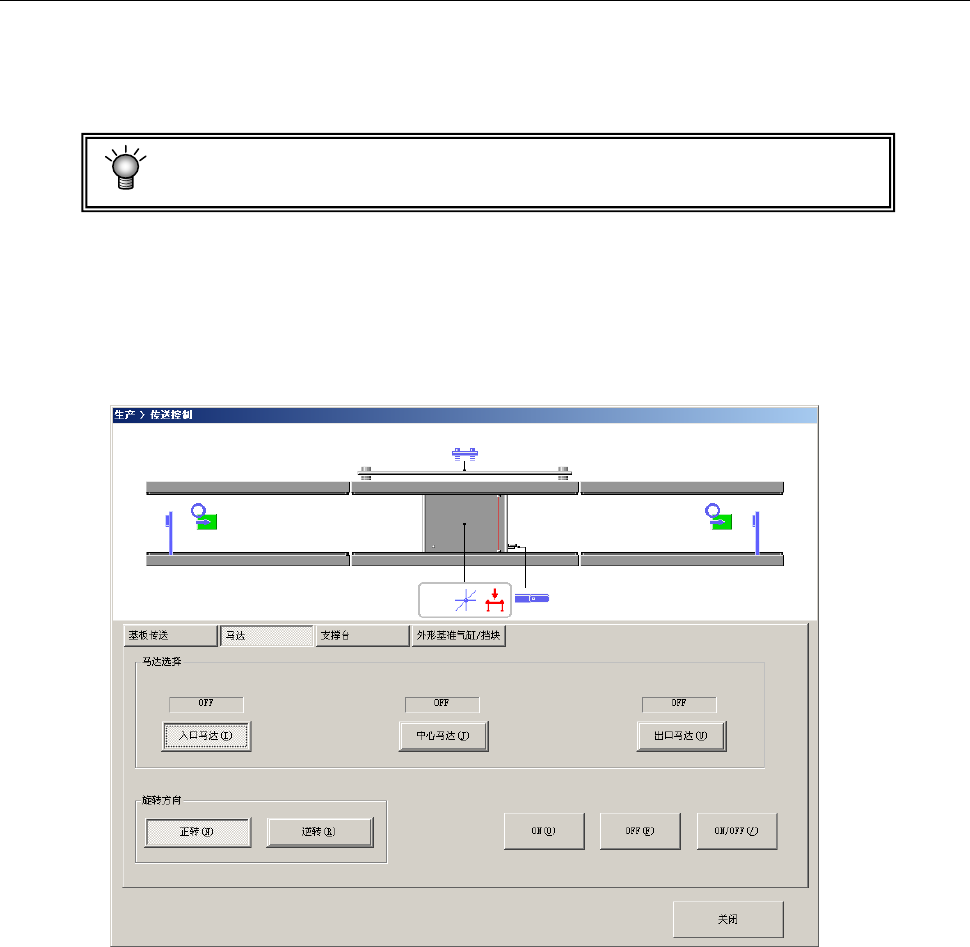
请从菜单栏[生产]选择[支援准备]。
按下[传送控制]按钮。
显示传送控制画面如下:
※ “传送控制”的操作方法
a)从[马达]、[支撑台]、[外形基准汽缸/挡块]各个选项卡画面选择移动部位。
b)边按动[ON/OFF]按钮控制动作,边进行调整。
●选择[支撑台]时,可以指定[移动位置坐标](支撑台上升时的高度)。