KE-3010_20V_使用说明书.pdf - 第186页
第 1 部 基本編 第 2 章 生产 2-53 ( 1 )基板数量 显示基板的实际生产数量 / 计划生产数量。 计划生产数量 :在生产条件中设置的计划生产数量。 实际生产数量 :显示实际生产的数量。 z 操作选项的 “ 生产 ( 显示 )” 选项卡中的 “ 累计基板生产数量 ” 项被选中时, 是指实际的基板生产数量 计算起。 z 操作选 项的 “ 生产 ( 显示 )” 选项卡中的 “ 倒计基 板生产数量 ” 项被选中时,生产实际数量 是…
第 1 部 基本編 第 2 章 生产
2-52
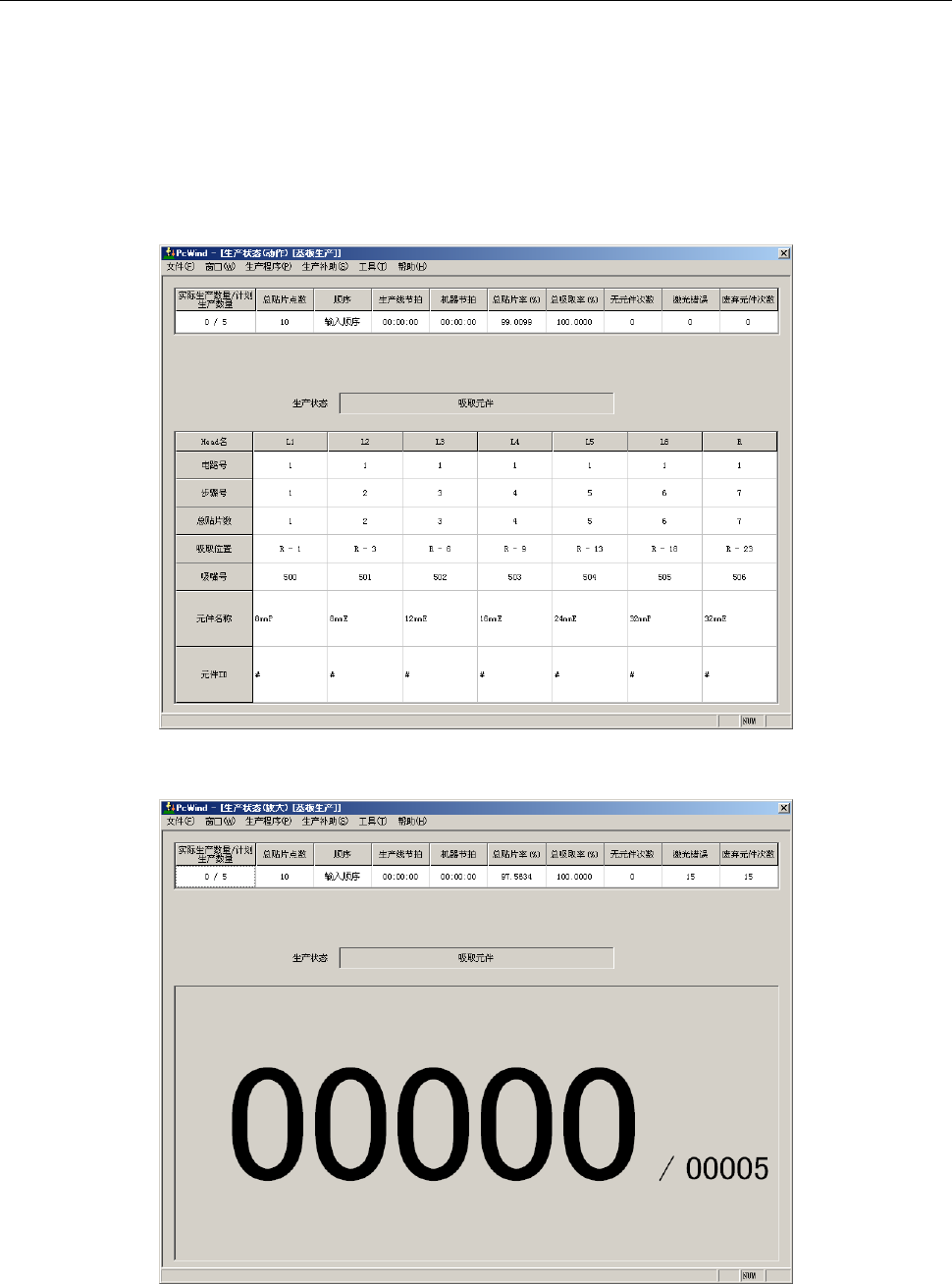
2-8-3-1 生产状态(动作)
按下<START>开关开始生产后,若操作选项的“生产(显示)”选项卡中没有选中“生产中显示设
备画面”选项,则会显示生产状态(动作)。
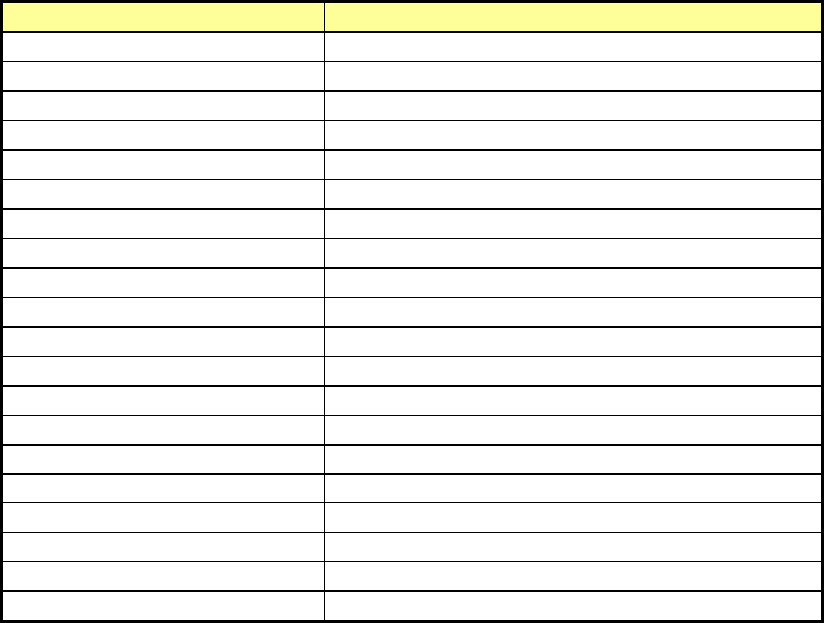
画面根据“工具”/“操作选项”的“生产(显示)”选项卡上的设置(是否选中“放大显示生产基板数量”),有
不同的显示。(参见第7章 操作选项)
如果没有勾选,则显示生产状态(放大)的画面。
◇ 通常的生产状态显示画面
◇ 在操作选项的“生产(显示)”选项卡中,选中“放大显示生产基板数量”项时。
第 1 部 基本編 第 2 章 生产
2-53
(1)基板数量
显示基板的实际生产数量/计划生产数量。
计划生产数量:在生产条件中设置的计划生产数量。
实际生产数量:显示实际生产的数量。
z 操作选项的“生产(显示)”选项卡中的“累计基板生产数量”项被选中时,是指实际的基板生产数量
计算起。
z 操作选项的“生产(显示)”选项卡中的“倒计基板生产数量”项被选中时,生产实际数量是指“尚未
生产的数量/计划生产数量”。
(2)贴片点数
平均每一张基板的所有贴片点数。
(3)顺序
目前执行中的贴片顺序(输入顺序或优化顺序)
(4)生产线速度
显示从搬出 1 张基板到搬出下一张基板的时间。
(5)机器速度
显示 1 张基板从搬入机器到该基板搬出机器的时间。
(6)总贴片率(%)
显示机器整体的贴片率。
(7)总吸取率(%)
显示机器整体的吸取率。
(8)无元件次数
元件用完累计次数。
(9)激光错误次数
发生激光识别错误的累计次数。
(10)废弃元件次数
吸取元件后废弃的累计次数。
第 1 部 基本編 第 2 章 生产
2-54
(11)生产状态
显示当前的生产状态。具体内容如下。
显示文字 状态
传送中 正在传送基板
基板向传送等待位置移动中 基板正在向传送等待位置移动
共通标记识别中 正在识别共通标记
区域标记识别中 正在识别区域标记
BOC 标记识别中 正在识别 BOC 标记
坏板标记识别中 正在识别坏板标记
区域坏板标记识别中 正在识别区域坏板标记
供料器台架标记识别中 正在识别供料器台架标记
夹具元件识别中 正在识别夹具元件
吸嘴安装中 正在安装吸嘴或正在向吸嘴安装位置移动
吸嘴归还中 正在归还吸嘴或正在向归还吸嘴位置移动
元件贴片中 正在贴装元件或正在向贴片位置移动
吸取元件 正在吸取元件或正在向吸取位置移动
元件废弃中 正在废弃元件或正在向废弃位置移动
助焊剂涂覆装置运行中 助焊剂涂覆装置或焊锡转印中
贴片后元件面高度测定中 贴片后元件面高度测定中
生产准备中 正在进行生产准备
生产结束等待状态 生产结束处理中
生产异常结束等待中 因生产中发生异常结束处理中
其他状态 正在进行其他动作
(12)Head
显示项目的Head号。
(13)电路号码
显示 Head 所要吸取贴装的元件的电路号。
(14)步骤
Head 所要贴装的元件的“贴片数据”的序列号。(输入顺序和优化顺序不同)
(15)总贴片数
显示 1 块基板上贴装的贴片点数。(最大值为贴片点数×电路数)
(16)吸取位置
显示 Head 吸取的供料器号。
(17)吸嘴
显示 Head 上安装的吸嘴号码。
(18)元件名
显示 Head 吸取的元件名。
(19)元件 ID
显示 Head 吸取的贴片 ID。