KE-3010_20V_使用说明书.pdf - 第334页
第 1 部 基本編 第 2 章 生产 2-201 2-15-11 生产开始时的检查 为了开始生产,按控制面板的< ST AR T >开关后,由于要判断可否开始生产,会进行生产程序检查、 建立主调度程序、检查主调度程序。 ・ 检查生产程序 ・ 建立调度程序表 ・ 检查调度程序表 生产程序检查的结果、发生警告时,会列表显示警告的内容。 (最多 100 条) 「生产程序未完成」错误或警告的合计条数达到 100 条时,会立刻中断检查并列表显示内…
第 1 部 基本編 第 2 章 生产
2-200
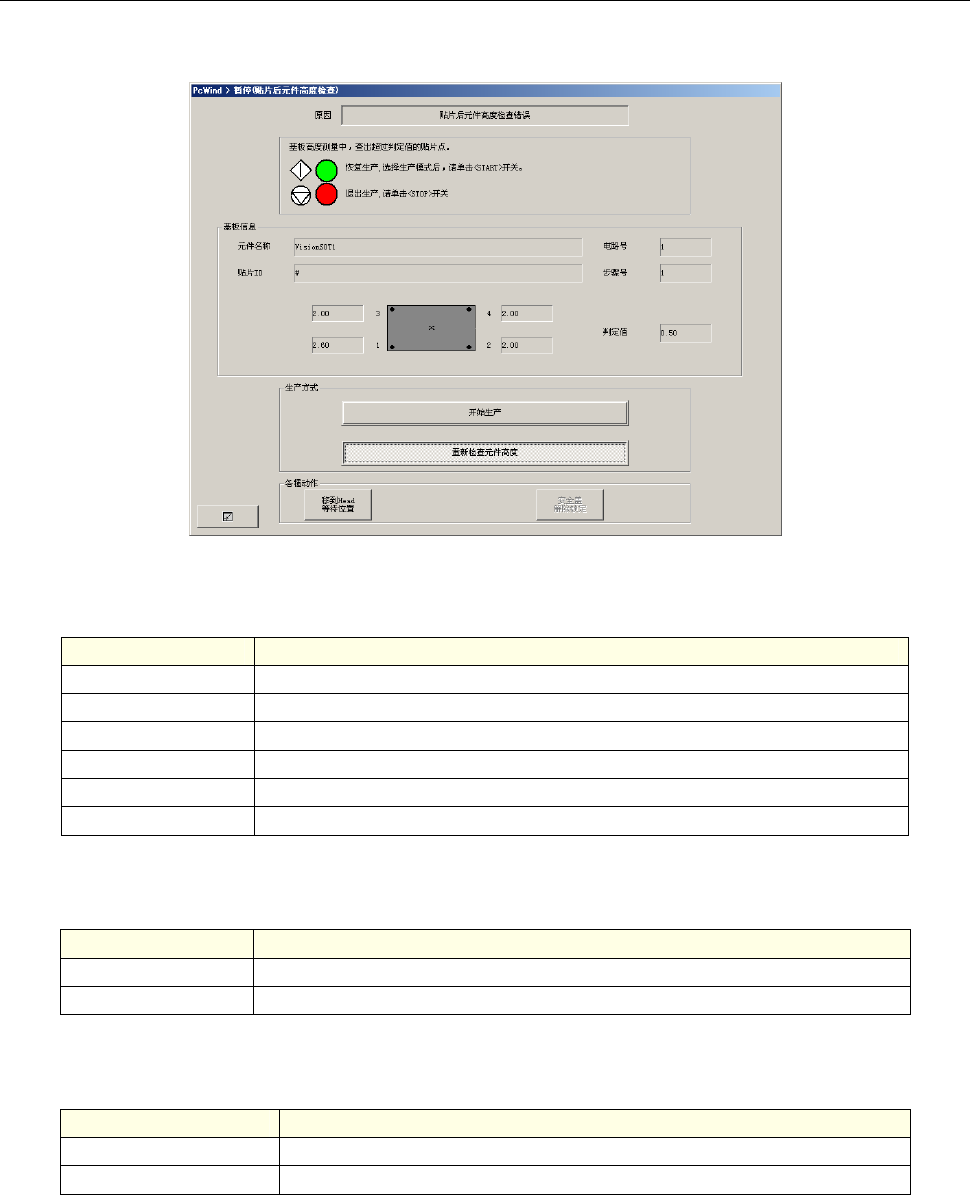
2-15-10-4 贴片后元件高度检查
操作选项的[贴片后进行元件高度检查]为有效时,在贴片后,会通过 HMS 测定贴片元件的倾斜。
发生测量错误时,即显示下图并进入暂停状态。
(1)基本信息
显示发生错误的贴片点信息。
项目 内容
元件名称 显示发生错误的贴片点元件名称。
贴片 ID 显示发生错误的贴片点贴片 ID。
电路号 显示发生错误的贴片点电路号。
步骤号 显示发生错误的贴片点步骤号。
判定值 显示发生错误的贴片点判定值。
测量值 显示发生错误的贴片点测量值。
(2)生产方式
选择实施再次测量,还是使校正值有效或无效并重新开始生产。
项目 内容
开始生产 进行下一个吸取或贴片动作。
重新检查元件高度 重新进行贴片后元件高度测定。
(3) 各种动作
进行 Head 移动到等待位置等设置。
项目 内容
移到 Head 等待位置 使 Head 移动到等待位置。
安全盖解除锁定 解除保护安全盖锁定。
在贴片基板面高度错误画面里,按下<START>开关时,会按生产重新开始模式中指定的动作进行
操作。
在贴片基板面高度错误画面里,按下<STOP>开关,则显示中断画面。
第 1 部 基本編 第 2 章 生产
2-201
2-15-11 生产开始时的检查
为了开始生产,按控制面板的<START>开关后,由于要判断可否开始生产,会进行生产程序检查、
建立主调度程序、检查主调度程序。
・
检查生产程序
・
建立调度程序表
・
检查调度程序表
生产程序检查的结果、发生警告时,会列表显示警告的内容。(最多 100 条)
「生产程序未完成」错误或警告的合计条数达到 100 条时,会立刻中断检查并列表显示内容。
检测到错误或警告达到 100 条时,不能开始生产。
如果没有错误,而且警告不足 100 条时,通过再次按<START>开关,即可开始生产。
错误或警告的列表显示的形式如下。
数据名, 错误提示信息
(例)元件,指定的吸嘴 (500) 尚未安装
第 1 部 基本編 第 2 章 生产
2-202
2-15-12 循环停止
按控制面板上的<CYCLE>开关,开关变亮时即进入循环停止模式。
循环停止模式,生产中在基板贴片结束时,搬出基板,结束生产。
此种方式,视为正常的结束生产。
在循环停止模式中,再次按<CYCLE>开关时,循环停止模式即被解除。
在循环停止模式中结束生产的时间点,可在操作选项的「生产/动作」的[循环停止时的动作]中指
定。
项目 内容
不搬出基板 对所有贴片元件进行贴片后,不进行基板搬送,暂停生产。
搬出所有在制基板 把现在贴片中的基板全部贴片后,搬出基板,结束生产。
2-15-13 发生元件带回错误
元件贴片后在移动到吸取位置过程中,通过激光检查吸嘴前端,确认是否带回元件。
如果发现有元件被带回,可能出现误贴片,会显示错误提示,生产停止。
点击<确定>,则结束生产动作。发生错误后请确认吸嘴前端上是否有元件被带回。
另外,请确认使用的吸嘴是否磁化、吸嘴前端有无焊锡、吸嘴前端的橡胶是否被溶解等情况。