KE-3010_20V_使用说明书.pdf - 第476页
第 1 部 基本编 第 4 章 制作生产程序 6) 运算 ※仅 KE - 3020VR 可指定用于 F MLA 激光识别的 算法。主 要用途如下。 运算 动 作 用 途 1 找出影子宽度为 最小的边 ( 第 1 个最小 影子 A) , 再从检测出的最 小宽度的边开始 旋转 +90 度, 检测出最 小宽度(第 2 个最小 影子 B ) ,进行位 置偏差、角度偏 差的校正并贴片 。 芯片 元件 2 找出影子宽度为 最小的边 ( 第 1 个最…
第 1 部 基本编 第 4 章 制作生产程序
元件形状
动作
用途
灵活
2
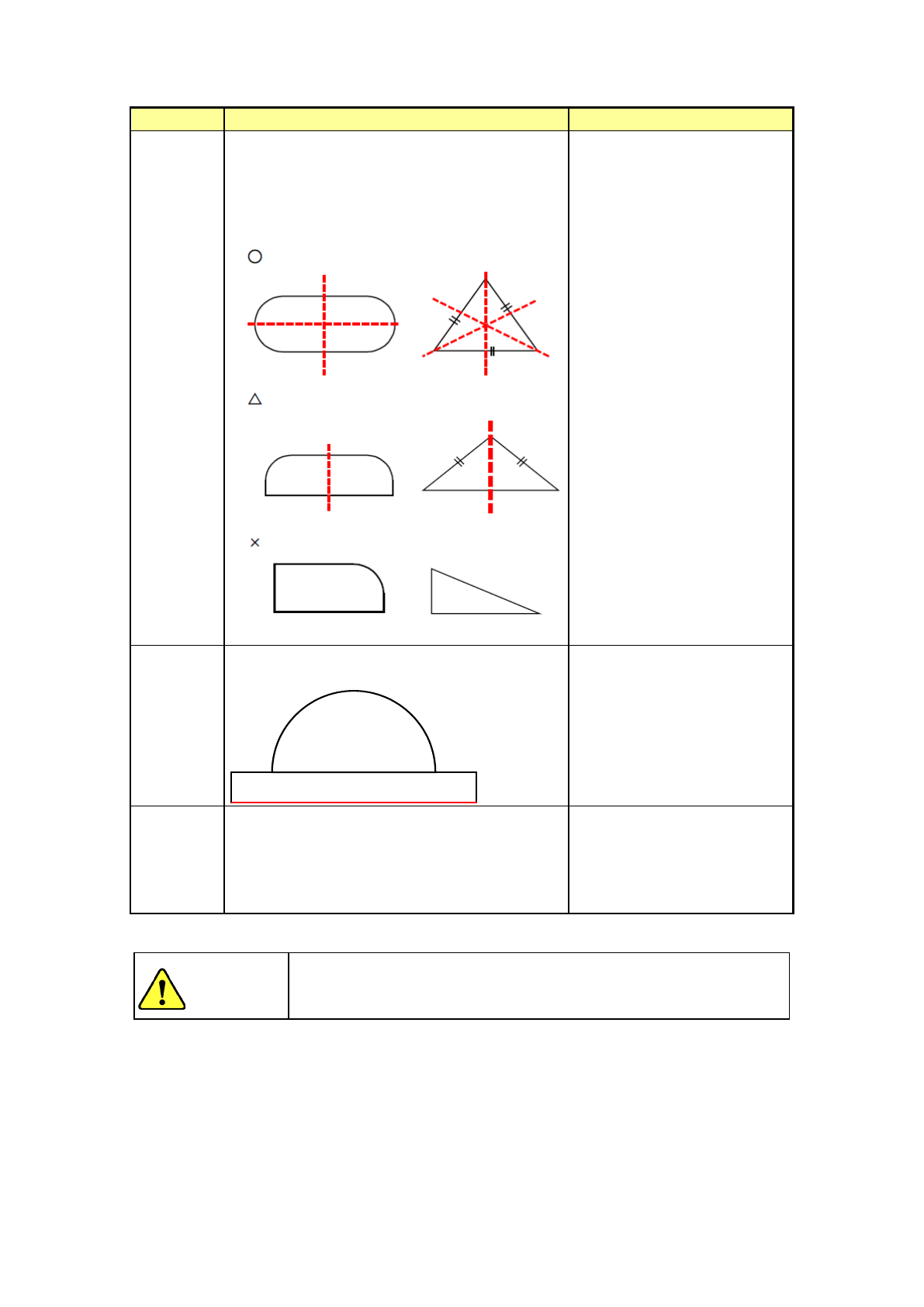
从测量结果检测出元件的左右对称的轴,获取从
该轴至元件中心坐标偏移量,以及角度偏移量,
进行贴片补偿处理。元件尺寸就是,根据经上述
计算测量的角度偏移量,以实际元件角度 0°测
量结果为基础,判定的最大幅度 X・Y。
若是具有多个对称轴的元件
时,为了能够正确获取元件的
中心坐标,该形状为非常有效
(例:左图中「○」元件)。
此外,只有 1 根对称轴时,因
不能正确取得元件 Y 方向的
中心坐标,所以有可能发生贴
片偏移 (例:左图「△」元件)
。
但是,因此种偏移量具有可再
现性,可以输入贴片偏移进行
使用。
元件没有对称性时,该形状无
效 (例:左图中「×」元件)。
灵活
3
使用元件最小幅宽附近的数据计算
XY 宽、偏移
量。取得元件 X 方向 1 边的倾斜角度。
异形元件
可识别很多的异形元件,但元
件的上下边带有弧形时,角度
偏移值会不稳定 (因为在获取
角度时,只能使用 1 边)。
不设置
根据吸取姿势按贴片角度转动并贴片。
用于激光定心不稳定的元件
(超出规格的极薄的元件)。此 时
不进行定心而直接进行贴片。
因此贴片位置受吸取位置影
响。
注意
元件形状的初始值根据元件种类而定。一般情况下,如果改变算法会
导致错误发生率增大。因此除特殊情况外,请绝对不要变更。
4-70
第 1 部 基本编 第 4 章 制作生产程序
6) 运算 ※仅 KE-3020VR
可指定用于 FMLA 激光识别的算法。主要用途如下。
运算
动 作
用 途
1
找出影子宽度为最小的边(第 1 个最小影子 A),
再从检测出的最小宽度的边开始旋转 +90 度,
检测出最小宽度(第 2 个最小影子 B),进行位
置偏差、角度偏差的校正并贴片。
芯片元件
2
找出影子宽度为最小的边(第 1 个最小影子 A),
再从检测出的最小宽度的边开始向+方向一边进
行激光校准,一边旋转,检测出最小宽度(第 2
个最小影子 B),进行位置偏差、角度偏差的校
正并贴片。
SOP 等有引脚的元件
3
检测出保持吸取姿势的影子(第 1 个最小影子 A),
再从检测出的边开始旋转 +90 度,检测出最小
宽度(第 2 个最小影子 B
),进行位置偏差、角
度偏差的校正并贴片。
用于没有角的圆筒元件等。在
此种情况下,忽略角度(忽略
极性),仅求得元件的中心。
0
根据吸取姿势按贴片角度转动并贴片。
用于激光定中心不稳定的元
件(超出规格的极薄的元件)。
此时不进行定中心而直接进
行贴片。因此贴片位置会受吸
取位置影响。
注意
算法是根据元件类型决定初始值的。
通常,变更会使错误发生率提高。
除非是特殊情况,切勿进行变更。
7) 预旋转 ※仅 KE-3020VR
对吸取的激光识别元件,在定心前要旋转多少角度(预旋转角度)进行设置。
外形尺寸初始输入时将设置默认值。
当外形尺寸变更时,则不设置默认值。
初始值设置为 30°。
变更后,定心的稳定性会发生变化(在大部分情况下,定心会变得不稳定)。
由于会影响贴片精
度,除非得到 JUKI 的指示,切勿进行变更。
8)吸嘴显示
显示吸嘴图像、吸嘴外形尺寸、适用元件尺寸。
注意
4-71

第 1 部 基本编 第 4 章 制作生产程序
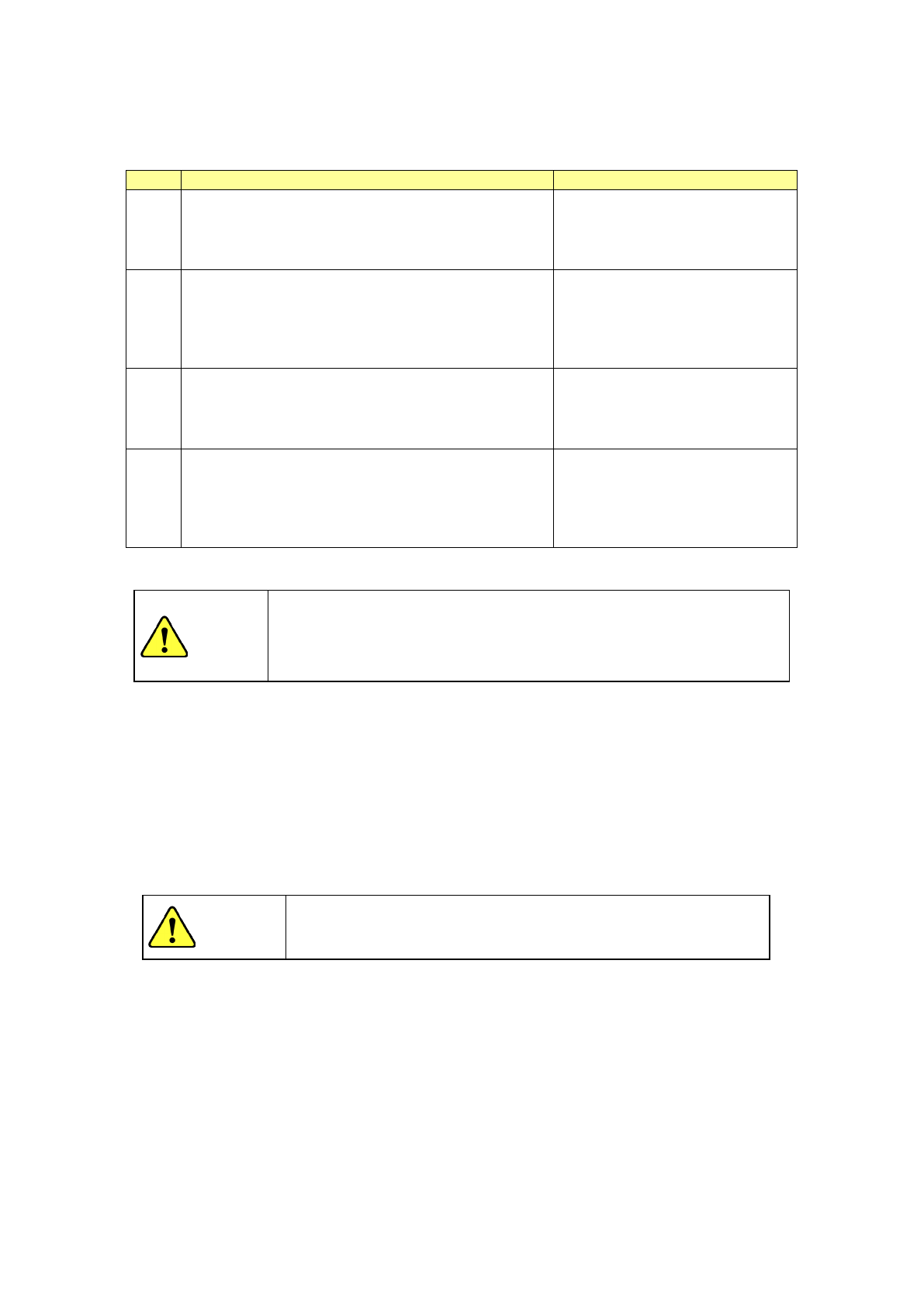
9)夹式吸嘴数据
①
抓取位置
“Y”项,输入元件中心至夹式吸嘴固定侧手臂抓取面(紧贴面)中心的偏
移值(a),要输入负数。
“X”项只可输入 0,不可输入其他数据。
②
平间隙
夹式吸嘴固定侧卡头的固定臂面与元件之间的间隙(b),要输入负数。
通常设置为自动输入的默认值。
③
吸取时吸嘴方向
指的是,吸取以0度状态供应的元件时的吸嘴方向。
请指定 0 度、90 度、180 度、270 度中的一项。
④
吸取高度微调值
吸取时吸取高度的校正值(c 与元件上表面之间的间隙)。
通常,为了将元件保持水平,设为-0.5mm。
a
b
元件
c
固定臂
抓取位置(
a)
摇 臂
水平间隙(
b
)
4-72