KE-3010_20V_使用说明书.pdf - 第485页
第 1 部 基本编 第 4 章 制作生产程序 (例 2 ) 以下面的元件为 例,输入偏移值 。数值的单位 为 “mm ( 毫米 )” 。 ( ( 无色 ) => 引脚部、 ( 带颜色 ) => 模部、 ( 粗线 ) => 垫片 ) 贴片坐标点 激光高度 基板上的垫片 从上面看元件时 从横向 ( 近前方向 ) 看元件时 因贴片坐标点和 激光定心的中心 位置不同, 如就此贴片会发生贴 片偏移。 因此, 请将贴片 坐标点 和…
第 1 部 基本编 第 4 章 制作生产程序
(2)
贴片偏移量
XYθ
激光定心方式,是通过激光观察到的元件外形来捕捉元件的中心。
另一方面,CAD数据等是以元件的实际贴片图形(称为垫片,PAD)的中心为贴片坐标。
由于存在这种关系,元件的引脚部分与基板的垫片可能发生位置偏差。
把该差值作为贴片偏差输入后,可将元件贴到正确的位置。
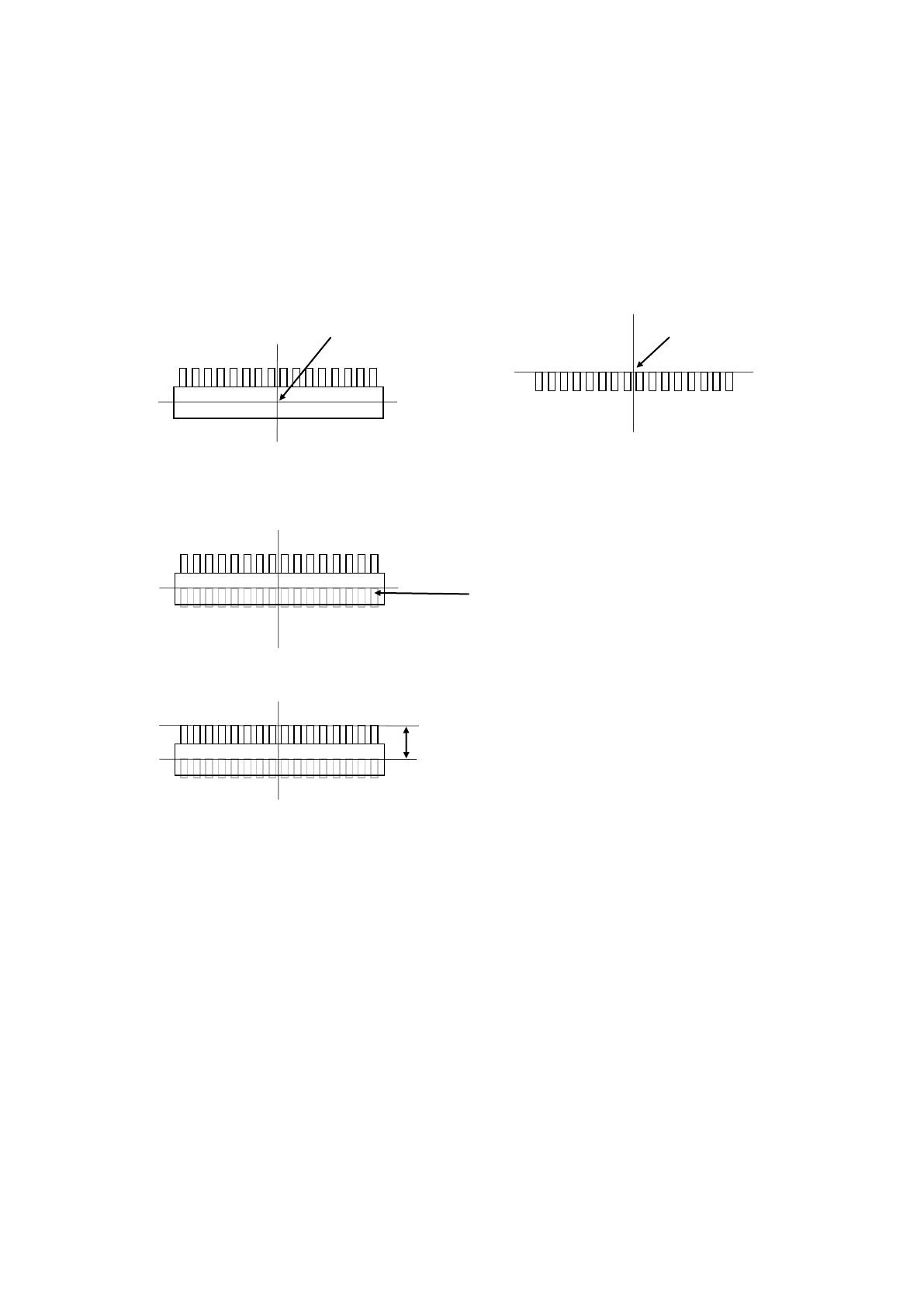
(例1) 单向引脚连接器
※贴片角度为0度
激光定心的中心 贴片坐标点
从上面看元件时 基板上的垫片(焊盘)
如果不输入贴片偏移量而进行贴片,则会出现下述情况。
基板上的垫片
在上图的状态下(贴片角度0度,贴片偏移0),测量以贴片坐标点为起点到实际元件贴片坐标点位
置的尺寸,输入到贴片偏移值中。
执行上述步骤,输入贴片偏移值后,在贴装多个同名元件时,即使各贴片角度不是0度,也会自
动变更贴片位置,使元件被贴在正确的位置上。
贴片偏
移 -Y(X 为 0)
4-79
第 1 部 基本编 第 4 章 制作生产程序
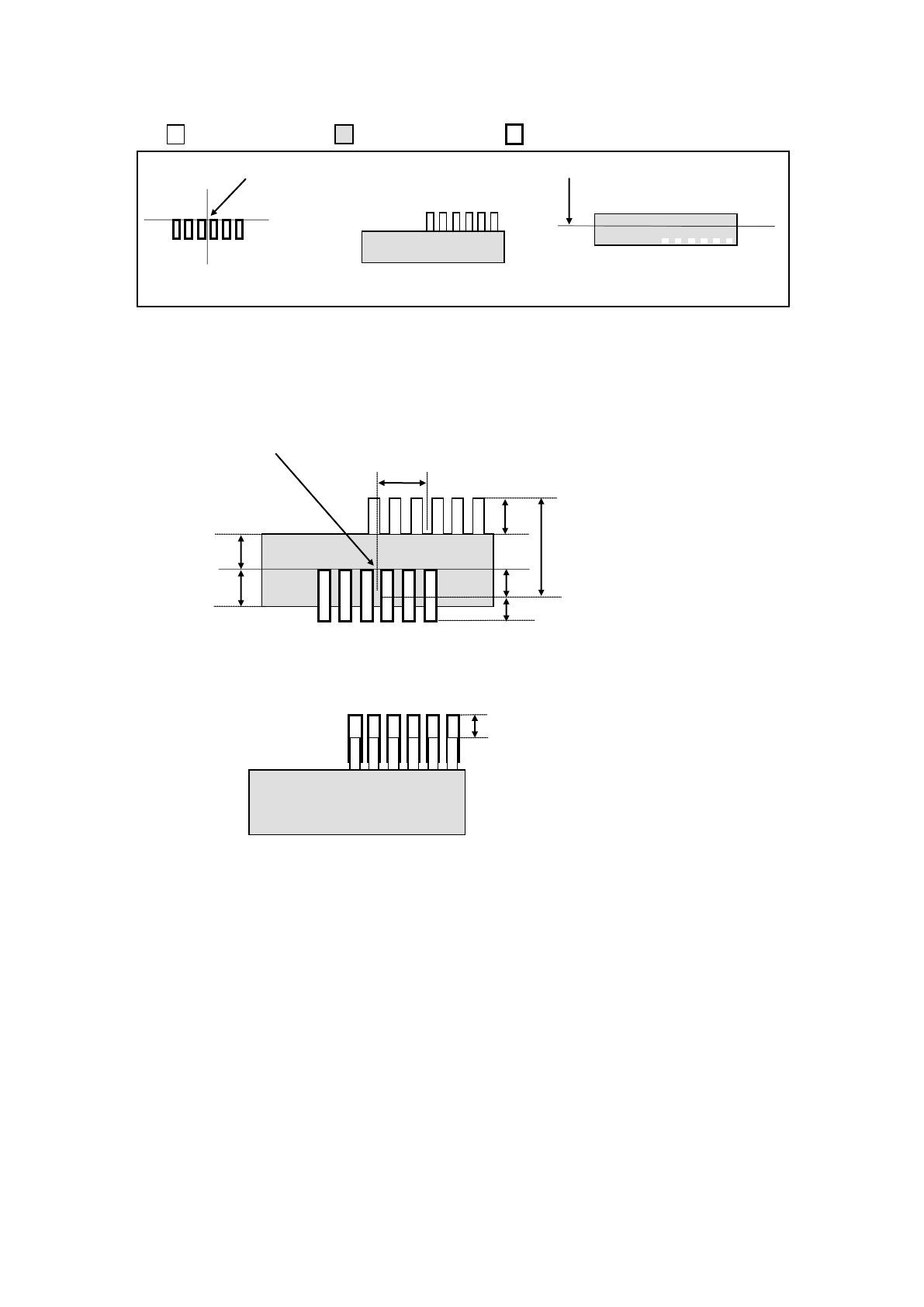
(例2) 以下面的元件为例,输入偏移值。数值的单位为“mm(毫米)”。
( (无色) => 引脚部、 (带颜色) => 模部、 (粗线) => 垫片)
贴片坐标点 激光高度
基板上的垫片 从上面看元件时 从横向(近前方向)看元件时
因贴片坐标点和激光定心的中心位置不同,如就此贴片会发生贴片偏移。因此,请将贴片坐标点
和激光定心的中心位置的
偏移部分作为偏移值输入到
“
贴片偏移值
”
中
。
无偏移值贴片时的情况如下:
激光定心的中心位置
在此例中,应输入其偏移值,以使引脚的尖端位于垫片的中央位置。
在“贴片偏移”栏中输入“X=-5.5、Y=-10”后,则按如下方法贴片。
5.5
3
10
2
2
5
5
2
4-80
第 1 部 基本编 第 4 章 制作生产程序
激光定心的中心位置
贴片坐标点
激光定心的中心位置
激光定心的中心位置
贴片坐标点
注
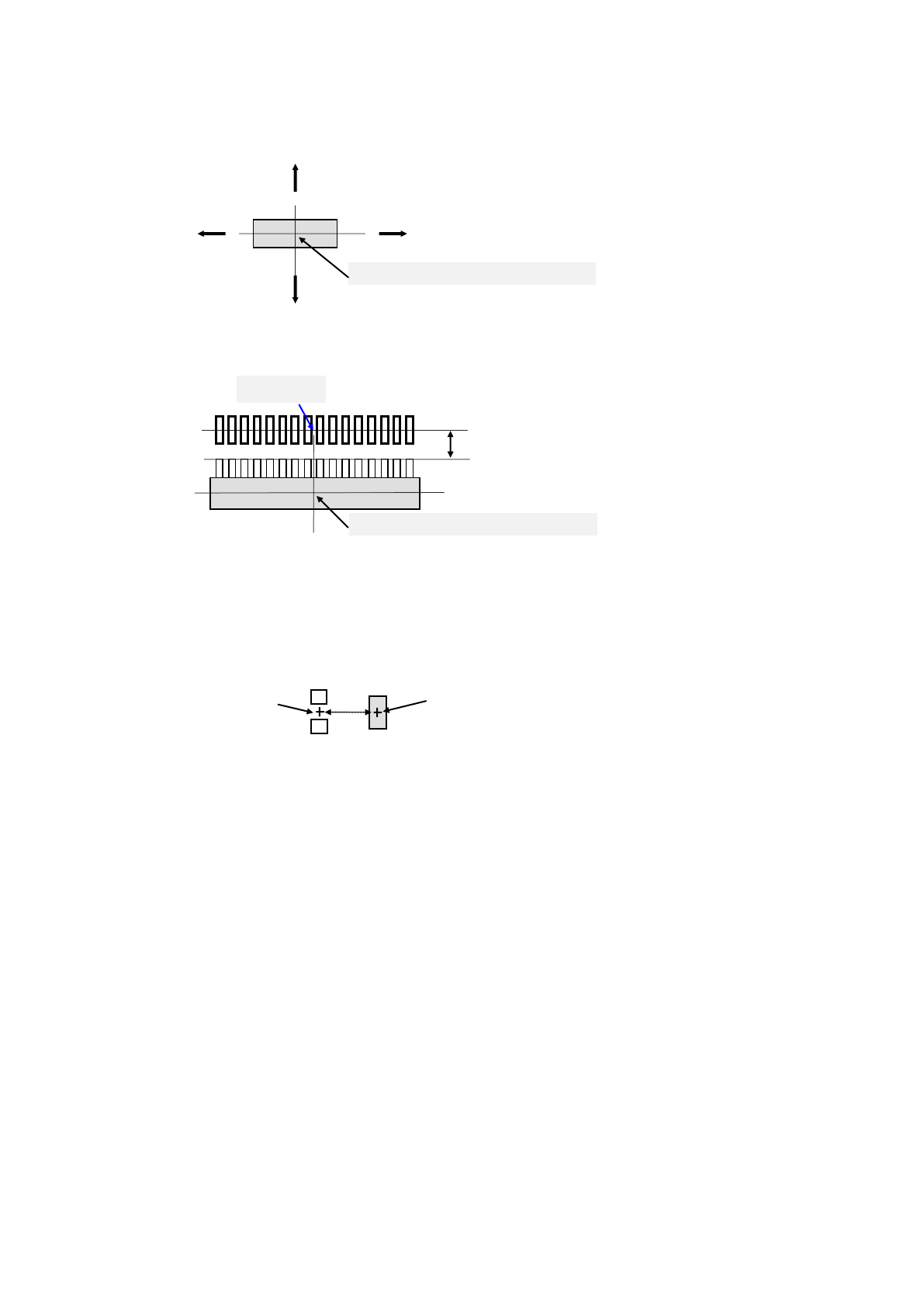
1) “贴片偏移”值,请输入从激光定心的中心位置到贴片坐标点的尺寸。
值的符号如下(箭头为到贴片坐标点的尺寸)
(例3) 按下图贴片时,将贴片偏移输入为“X=0,Y=+3”。
注
2) 偏移值以贴片角度“0”为基准输入。
(例4) 元件的贴片角度为“90”时,假定贴片角度为“0”,输入“贴片偏移值”。在下列情况时(贴片
角度“90”),输入“X=0、Y=2”。
注
3) 偏移值的输入方法有在“元件数据”的“贴片偏移”中输入偏移值和在“贴片数据”的“X、Y 坐标”上
调整偏移值两种方法。
但在贴片数据中需要调整各个贴片点的偏移值。
因此,当 1 种元件的贴片点数量很多时,或不想变更贴片数据时,请在“元件数据”的“贴片偏
移”中输入偏移值。
注
4) 不同的元件,通过变更“元件数据”-“定心”的“激光高度”的值,有可能改变定心的中心位置。
因此,有时不输入“贴片偏移”值而通过改变“激光高度”也能调整贴片位置。
但这种情况,需要把“激光高度”设置在能稳定定心的位置上。
+Y
+X
-
X
-Y
3
2
4-81