KE-3010_20V_使用说明书.pdf - 第496页
第 1 部 基本编 第 4 章 制作生产程序 4-3-5-2- 9 图像 用 VCS 摄像机输入用 于元件定心的 信息。 设置的信息,根 据元件类型会有 不同。 图像定心,即是 通过 VCS 摄像机识别 元件的明亮部 分(引脚、球等 ),进行定心。 另外,通过图像 定心还可检测出 引脚弯曲、球 变形等不良状况 。 为了进行定心、 检测不良状 况,必须在图 像数据中输 入引脚、球形等尺寸 ,及设置不 良状况的检测 级别等。 ・ 图像定心对…
第 1 部 基本编 第 4 章 制作生产程序
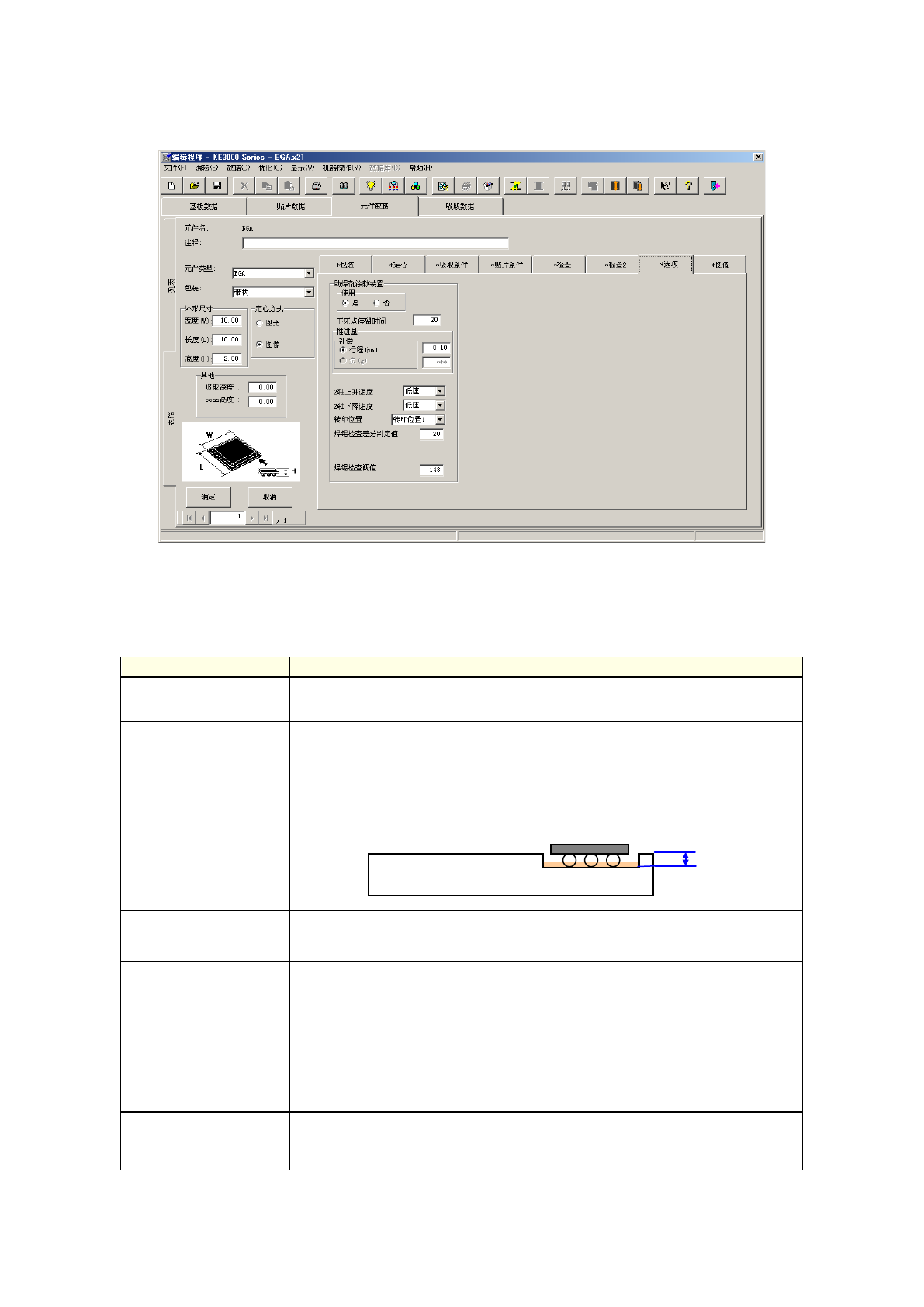
4-3-5-2-8 选项
进行“选项”的有关设置。
(1)
助焊剂涂敷装置
使用助焊剂涂敷装置时,请进行设置。
指定为「是」时,请设置以下数据。
设置项目
内容
下死点停留时间 输入元件在助焊剂涂敷装置的
涂敷助焊剂里浸渍的时间,元件在旋转型
焊锡转印装置的焊锡膏里浸渍的时间。
推进量
输入元件压入助焊剂涂敷装置、旋转型焊锡转印装置的补偿量。
控制方式从行程(mm)/负荷(g)中选择。
补偿量 = t (沟深) + α
α:由于泵径有时大小不一,设置稍多于 0.1mm(α=0.1mm
),可保持
助焊剂、焊锡膏的转印量的稳定。
Z 轴上升/下降速度 指定从助焊剂涂敷装置提升元件时/放下元件时的速度。
选择输入(负荷(g)时,下降速度会变为「FC 速度」。)
转印位置 选择助焊剂涂敷装置转印位置 1~4。
根据在机器设置里设置的沟类型,选择范围会不同。
・ 1 沟型:转印位置固定为 1
・ 2 沟型:转印位置可从 1、2 中选择
・ 4 沟型:转印位置可从 1、2、3、4 中选择
・ 旋转型焊锡转印装置:1 固定
焊锡检查差分判定值
设定焊锡涂覆前后进行图像识别时,在图像识别中使用的阈值。
焊锡检查阀值
设定仅在焊锡涂覆后进行图像识别时,在图像识别中使用的阈值。可在
图像识别检查时自动取得。
t
4-90
第 1 部 基本编 第 4 章 制作生产程序
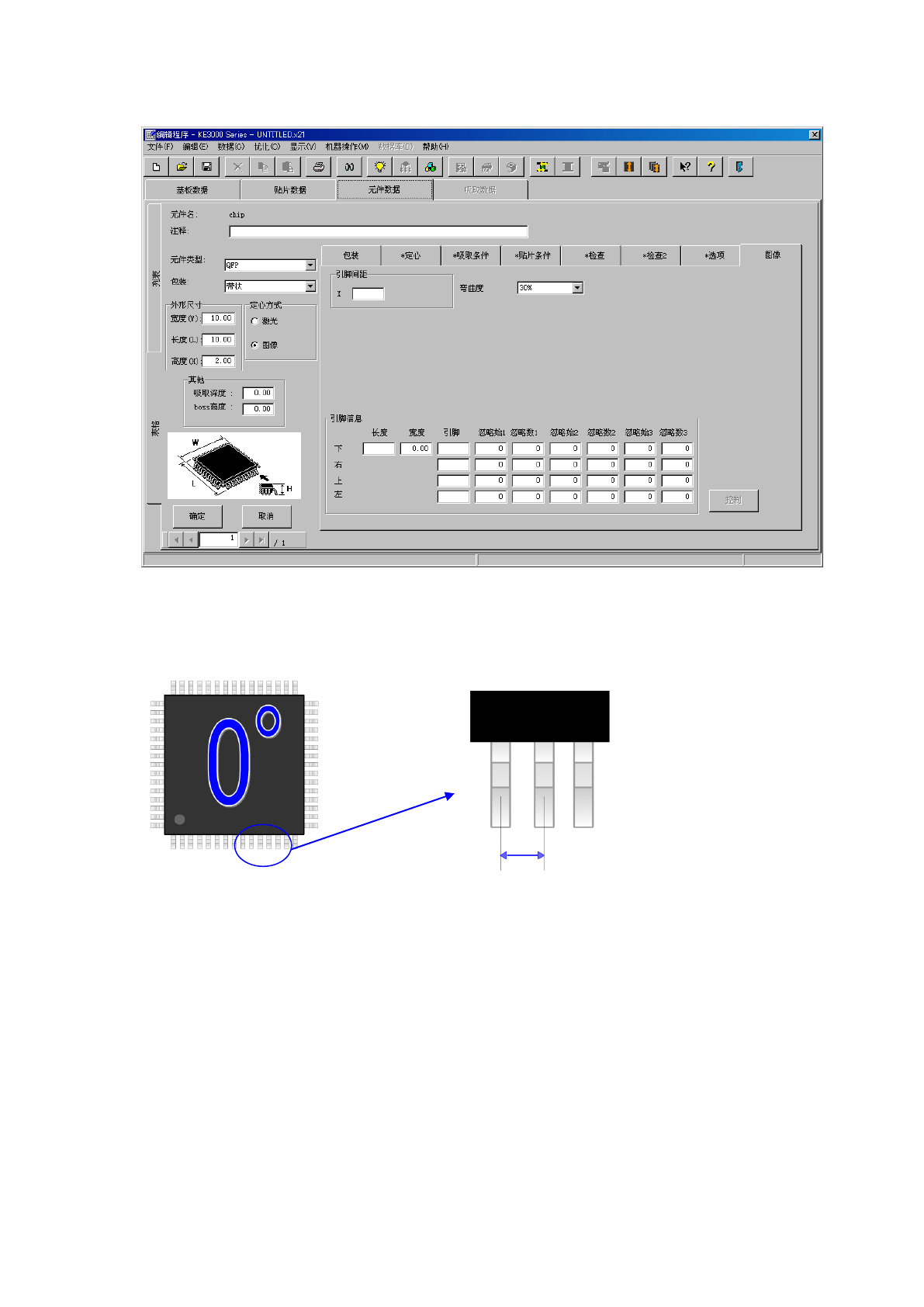
4-3-5-2-9 图像
用 VCS 摄像机输入用于元件定心的信息。
设置的信息,根据元件类型会有不同。
图像定心,即是通过VCS摄像机识别元件的明亮部分(引脚、球等),进行定心。
另外,通过图像定心还可检测出引脚弯曲、球变形等不良状况。
为了进行定心、检测不良状况,必须在图像数据中输入引脚、球形等尺寸,及设置不良状况的检测
级别等。
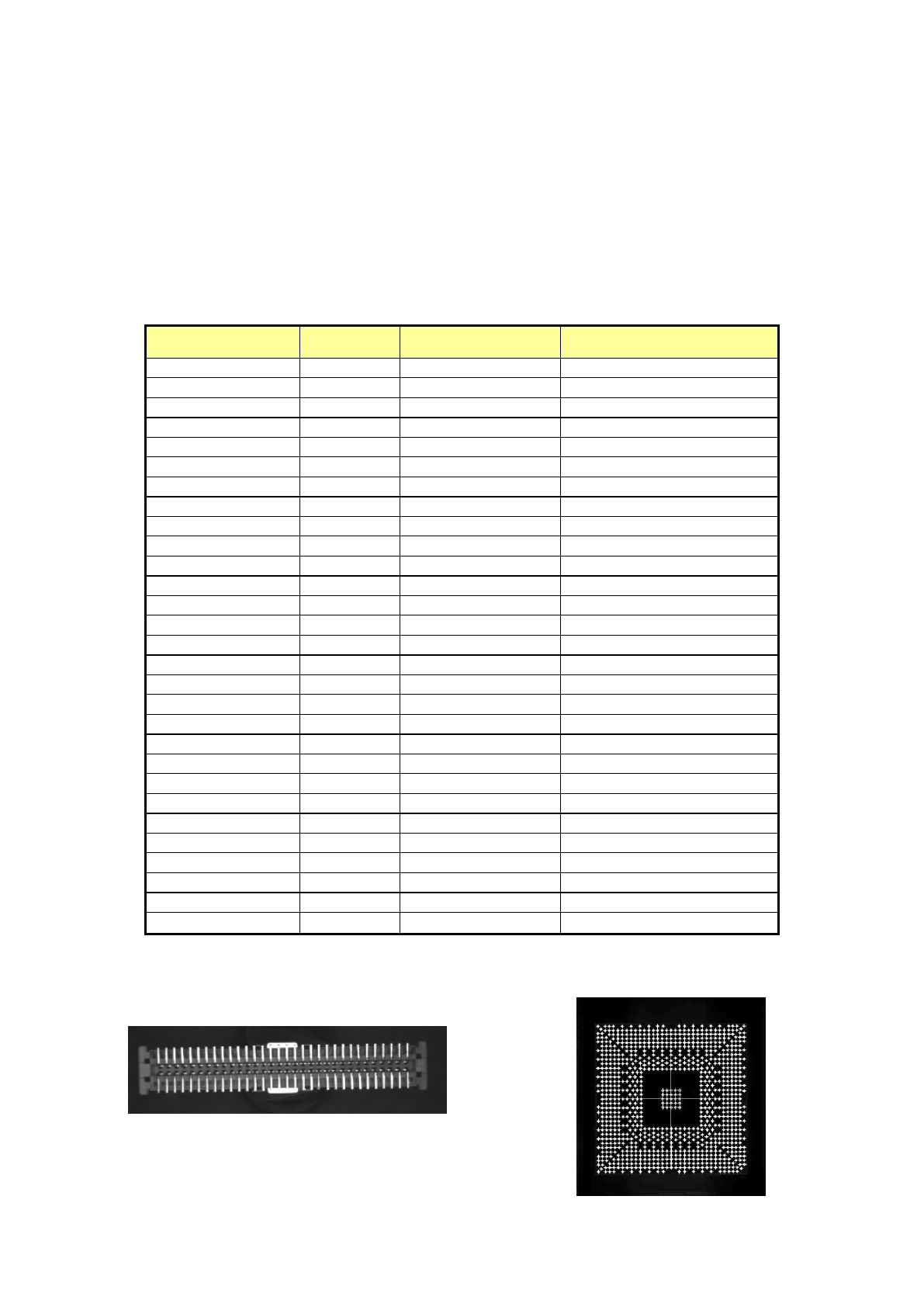
・ 图像定心对象元件
元件种类 图像识别 引脚形状等 参考:可否激光识别
方形芯片
×
—
○
方形芯片(LED)
×
—
○
圆筒形芯片
× — ○
铝电解电容
○
引脚元件
○
SOT
×
—
○
微调电容
×
—
○
网络电阻
× — ○
SOP
○
引脚元件
○
HSOP
○
引脚元件
○
SOJ
○
引脚元件
○
QFP
○ 引脚元件 ○
GaAsFET
○
引脚元件
○
PLCC(QFJ)
○
引脚元件
○
PQFP(BQFP)
○
引脚元件
○
TSOP
○ 引脚元件 ○
TSOP2
○
引脚元件
○
BGA
○
球形元件
○
FBGA
○
球面元件
×
QFN
○ 引脚元件 ○
外形识别元件
○
外形识别元件
×
通用图像元件
○
外形识别元件
×
单向引脚连接器
○
引脚元件
○
双向引脚连接器
○ 引脚元件 ○
Z引脚连接器
○
引脚元件
○
扩展引脚连接器
○
引脚元件
×
J引脚插座
○
引脚元件
○
鸥翼形插座
○ 引脚元件 ○
带减震器的插座
○
引脚元件
○
其它元件
× — ○
例1) 连接器元件时(引脚识别) 例2) BGA 元件时(球识别)
4-91
第 1 部 基本编 第 4 章 制作生产程序
(1)元件类型 引脚元件时
1)
引脚间距
输入引脚之间的尺寸。
引脚间距
4-92