KE-3010_20V_使用说明书.pdf - 第543页
第 1 部 基本编 第 4 章 制作生产程序 ( 5 )供料器选项 对优化中使用的 供料器类型以及 供料器配置的 计算方法进行设 置。 1) 供料器类型的设置( E 8mm ) 对于相同的料带 宽度,有多个供 料器类型的电 动式供料器时, 设置 “ 优化 中使用的供料器 类型 ” 。 选择多个时,从 选择的供料器类 型中使用最适 当的供料器,生 成吸取数据。 a) E 8mmS : 设置电子带式供 料器( 8mm 单轨)的使用上限 数。…
第 1 部 基本编 第 4 章 制作生产程序
<层的优先顺序>
各层的相互关系如下。
优先顺序
层种类
1
贴片层
2
元件层
3
元件种类
·
高度层
在“操作选项”/“生产(暂停)”中未选中“发生无元件时暂停”时,如果
生产中因元件用完等无法贴片时,则将跳过该元件并继续进行贴片。而该
元件将在补满元件、重启生产时被最后贴片。
在这种情况下,考虑到元件高度的生产条件有可能会破坏。
因此,在选择了“
考虑元件种类、元件高度
”时,建议操作选项选择
“
发生无元件时暂停
”。
2)
从小口径吸嘴对象元件开始贴片
:
选中后,优化为从使用小口径吸嘴的元件开始优先贴片。
3)
指定同一托盘集中配置
:
对于供应到 MTC/MTS 的同一品种的托盘元件,指定是统一配置,还是以供给速度优先配置。
●同一托盘集中配置:同一种类元件优先配置。
●供给速度优先配置:供给速度优先配置。
元件类型
A
元件类型
A
A
元件类型
B
A
元件类型
C
元件类型
B
A
B
B
B
C
元件类型
C
A
C
B
C
C
同一托盘集中配置
供给速度优先配置
4-137
第 1 部 基本编 第 4 章 制作生产程序
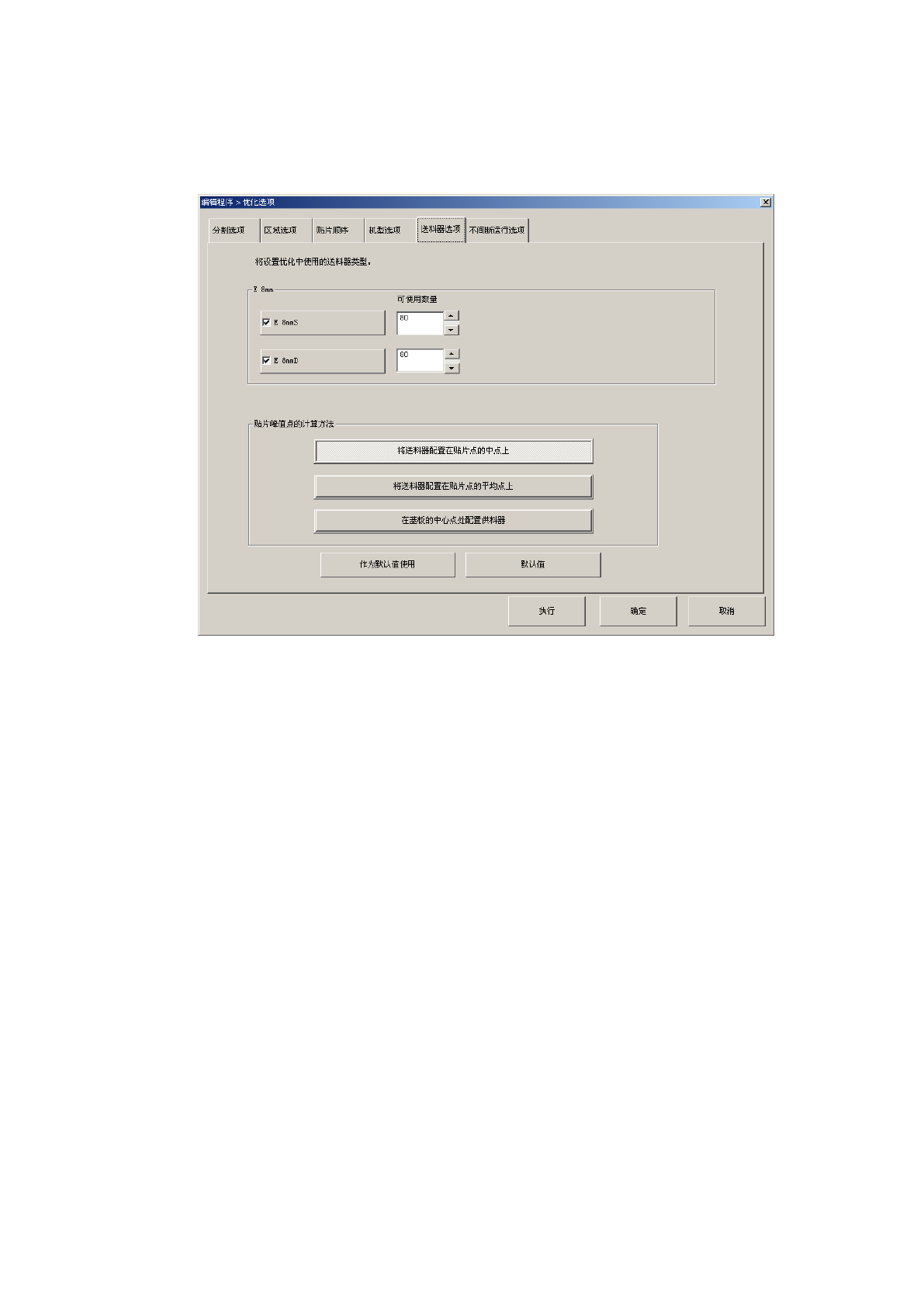
(5)供料器选项
对优化中使用的供料器类型以及供料器配置的计算方法进行设置。
1)
供料器类型的设置(
E 8mm
)
对于相同的料带宽度,有多个供料器类型的电动式供料器时,设置“优化中使用的供料器类型”。
选择多个时,从选择的供料器类型中使用最适当的供料器,生成吸取数据。
a) E 8mmS :设置电子带式供料器(8mm单轨)的使用上限数。
b) E 8mmD :设置8mm双轨电子供料器的使用上限数。
如果是供料器类型混合,可在「元件供应数」的手动设置中设置的范围内,对要优化配置的 8mm
单、双轨电子带式供料器数量进行设置。可使用数的输入范围 8mm 单、双轨供料器均为 1~80。
按下「执行」按钮时,如果「元件供应数」的手动设置数超过了8mm单、双电子带式供料器可使
用数的合计时,不能执行优化。
4-138
第 1 部 基本编 第 4 章 制作生产程序
2)
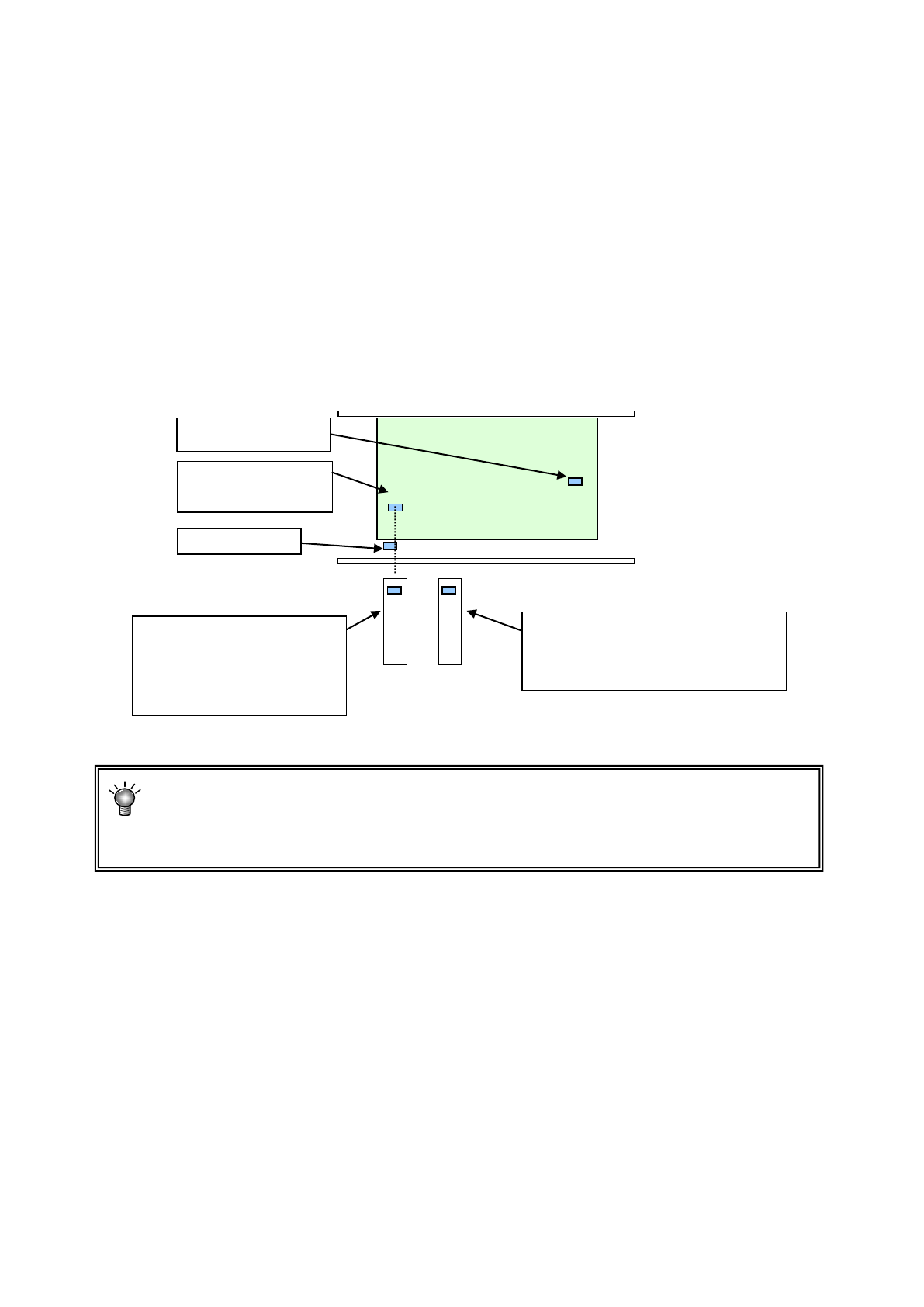
贴片峰值点的计算方法
指定配置供料器起点的计算方法。
a) 将供料器配置在贴片点的中点上:
各贴片点按 X 坐标从小到大的顺序排列,从小的顺序开始,将供料器安排在靠近正中的贴片
点位置上。
b) 将供料器配置在贴片点的平均点上:
将供料器安排在离各贴片点平均坐标最近的位置上。
c) 在基板的中心点处配置供料器:
将供料器配置在基板的中心坐标位置上。
● 若元件个数多,且贴片点在整个基板上平均分布时,则两种结果是相同的。
●一般来说,所有的贴片点中,仅有一部分贴片点偏离贴片位置进行贴片时 ,“中间点”
比较有利,其它情况时,“平均点”比较有利。
选择了把供料器配置在“贴片
中间点”时的供料器配置(以中
点为基准配置)
选择了将供料器配置在“贴片平均点”
上时的供料器配置 (以各贴片点的平
均坐标为基准配置)
第 2 近的贴片点
(在此为中间点)
最近的贴片点
第 3 近的贴片点
4-139