KE-3010_20V_使用说明书.pdf - 第660页
第 1 部 基本编 第 4 章 制作生产程序 2) 跟踪范围 选择执行跟踪的 电路号及贴片点 。 输入跟踪范围是 从贴片数据的第 几点到第几点 。默认为跟踪所 有贴 片点。 所有跟踪条件设 置完毕,准备完 成后,按下 <START> 开 关或 “ 执行 ” 按钮 。 按下 “ 取消 ” 按钮时, 会返回原来 的画面。 ( 2) 执行 BOC 标记校准 执行后如果有设 置好 BOC 标记的生产程序,为 提高贴片位置的 精度,将…
第 1 部 基本编 第 4 章 制作生产程序
4-5-4-7 跟踪
4-5-4-7-1 贴片位置
通过摄像机跟踪贴片位置。确认监视器中显示的贴片位置,当输入坐标不准确时,可通过示教进
行修正。
(1)
设置条件
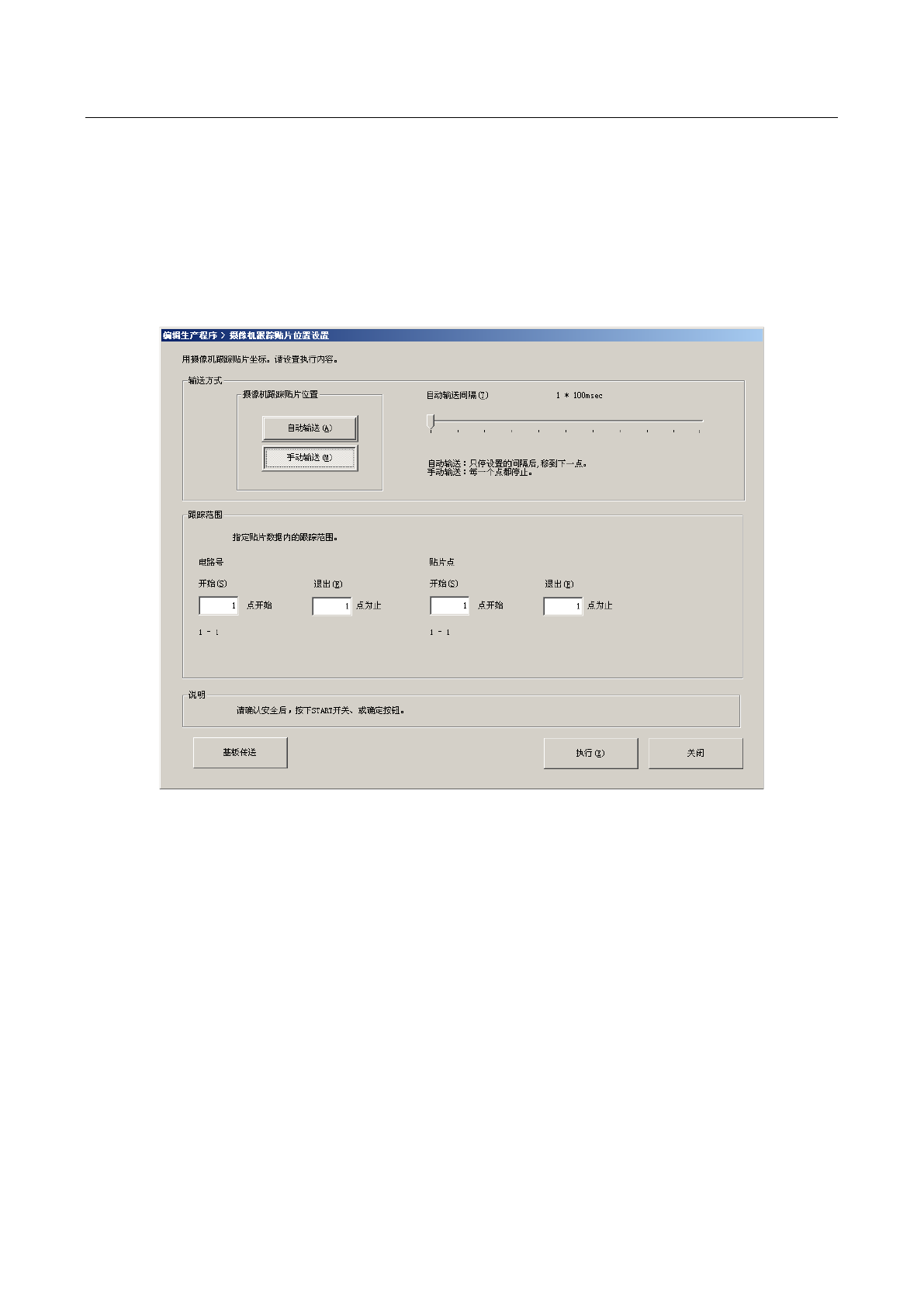
从菜单栏中选择“机器操作”/“跟踪”/“贴片位置”后,显示如下画面。
1)
输送方式
a)自动输送
以一定的间隔,依次用摄像机捕获贴片位置。按以下的“自动输送间隔”设定的时间停止,
经过该设定的时间后移动到下一点。
●自动输送间隔:调整停止间隔。可设定的范围为0.1秒(100ms)~20秒。
b)手动输送
在毎一点贴片位置停止。保持停止状态,直至用户操作。
在贴片位置摄像机跟踪画面中,按下“Previous”按钮时返回到前一个贴片点,按下
“Next”按钮或<START>开关时,则会移动到下一个贴片点。
4-254
第 1 部 基本编 第 4 章 制作生产程序
2)
跟踪范围
选择执行跟踪的电路号及贴片点。
输入跟踪范围是从贴片数据的第几点到第几点。默认为跟踪所有贴片点。
所有跟踪条件设置完毕,准备完成后,按下<START>开关或“执行”按钮。
按下“取消”按钮时,会返回原来的画面。
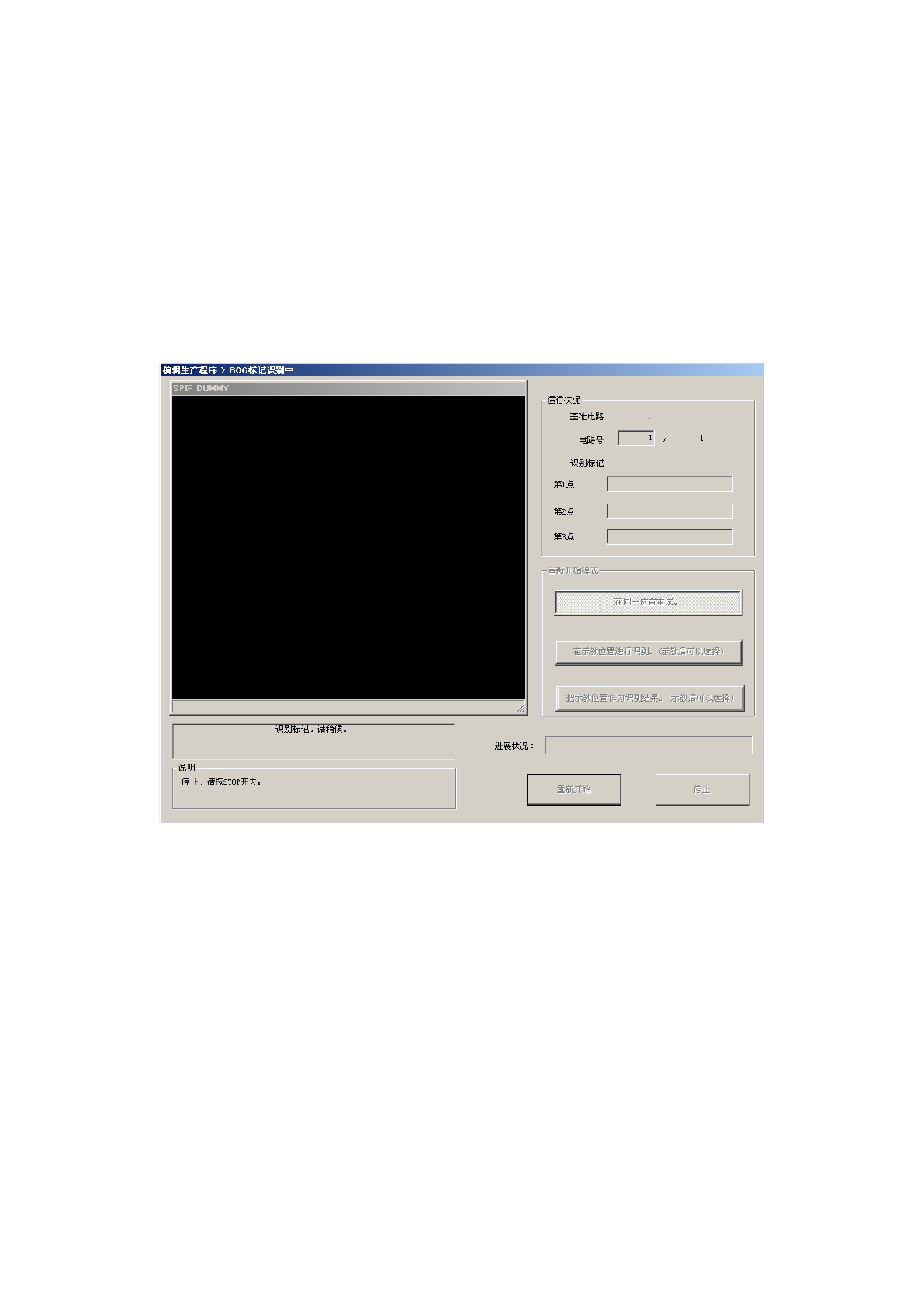
(2)
执行
BOC
标记校准
执行后如果有设置好BOC标记的生产程序,为提高贴片位置的精度,将执行BOC校准。
(识别所有电路的BOC)
4-255
第 1 部 基本编 第 4 章 制作生产程序
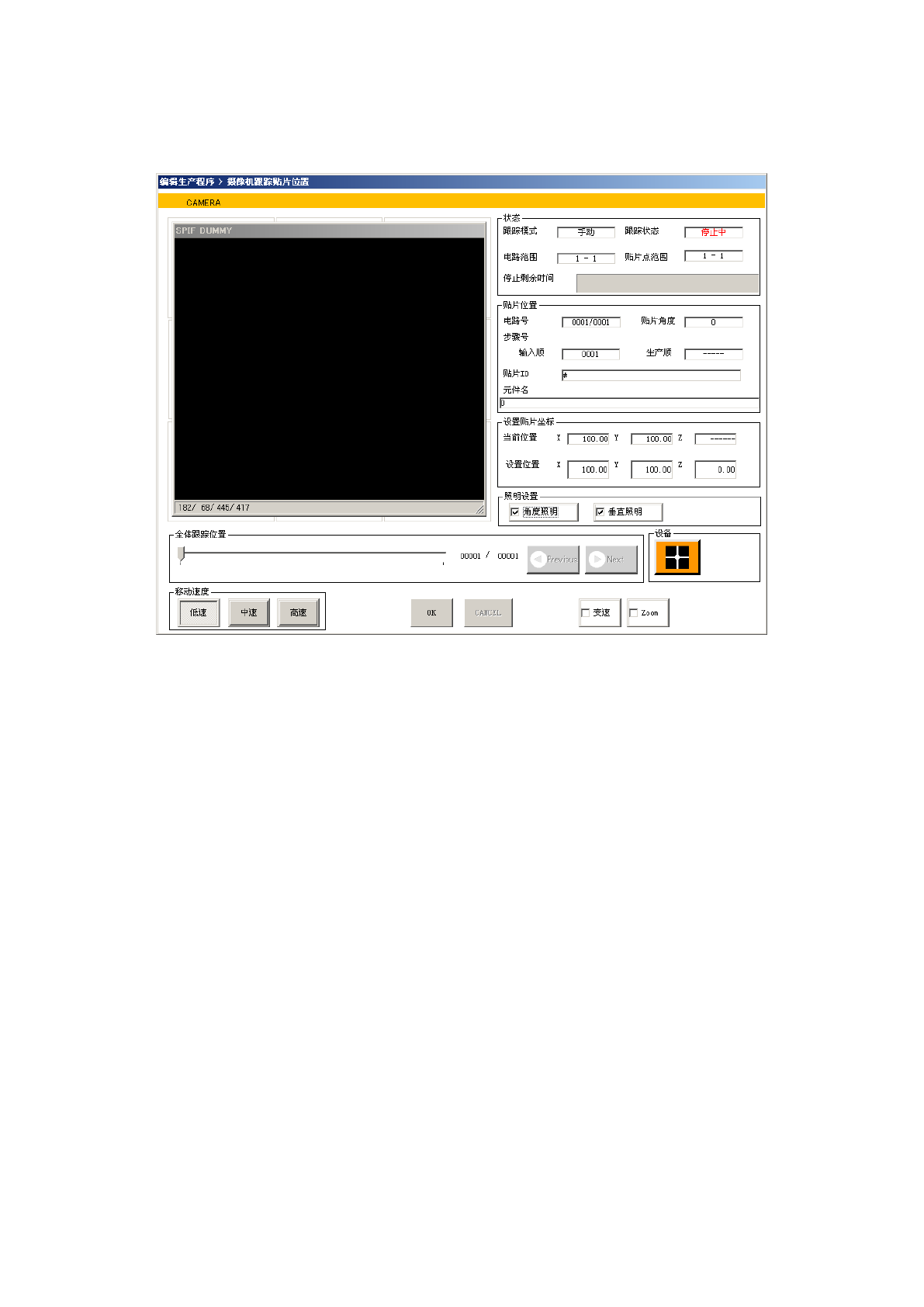
(3)
跟踪贴片坐标位置
执行后,在跟踪各贴片坐标中,会显示如下画面。
1)
状态
a)
跟踪模式
显示设置的传送方法是“手动”还是“自动”。
b)
电路范围、贴片点范围
选择所有贴片数据时显示“最初”、“最后”的步骤号。
变更跟踪范围时,则显示其编号。
c)
跟踪状态
“运行中”表示轴正在移动中。“暂停”表示自动传送暂停。“停止”表示手动传送或有意识的
停止。“轴退避中”表示轴正在移动到安全位置。“标记识别中”表示正在识别区域标记。
d)
停止剩余时间
显示自动传送中的暂停剩余时间。
4-256