KE-3010_20V_使用说明书.pdf - 第835页
第2部 功能 详解编 第8章 机器设置 8-51 · 支撑台 (1) 设置项目 No. 项目 设置 内容 1 基板下降限制 设置支撑台的基板下降限制值。 (5 ~ 40) 2 推进量 设置支撑台的推进补偿量。 (0.00 ~ 5.00) 3 支撑台 支撑台加速度 设置支撑台的加速度。 ※ 推进量的陶瓷项目 如果勾选了操作选项的生产 - 选项的 “ 使用陶瓷基板 ” , 并且基板的尺寸 ( XY )小 于 150mm 时, 则可判断使用的…
第2部 功能详解编 第8章 机器设置
8-50
(1) 设置项目
・基板传送
No. 项目 设置内容
1
选择延迟单位 设置基板传送的基板传送传感器延迟设置值的单位。
2
设置传感器延迟时间 选择标准或选项,设置延迟时间。
3
标准
对基板传送中的缺口、穿孔基板设置传送传感延迟时间,
或按长度设置同一值。
4
选项
在各传感器上分别设置上述的传感延迟时间。
5
准备进入信号
延迟时间
在向下一个工序传送基板动作中的 OUT 传感器检测为
ON 时,在经过 SETUP 中设置的 ReadyIn 信号延迟时
间后,对 ReadyIn 信号的状态进行检查。当 ReadyIn 信
号处于 ON 的状态时,开始向下一个工序传出基板。
ReadyIn 信号延迟时间的设置范围为 1~300 秒。
6
再固定时忽略停止
传感器
对再夹紧基板时使 STOP 传感器进入 OFF 状态的时机
进行设置。
7
传送马达速度
设置传送动作中从 IN 传感器到 OUT 传感器的传送速
度。
下一个工序的传出速度,设为从 OUT 传感器到下一个
工序为止的传送速度。
8
入口(加工中基板降
低功能)
设置基板是否搬进机器内的贴片站点以外的缓冲器上。
(此功能,只在生产时有效。)
9
搬入最后基板限制
如果是最后的基板,为了不引进入下一块基板,会停止
发出 Ready_OUT 信号。
10
基板传送
WAIT 传感器
缺口基板对应功能
设置在 WAIT 传感器停止时,缺口是否在 WAIT 传感器
上。
第2部 功能详解编 第8章 机器设置
8-51
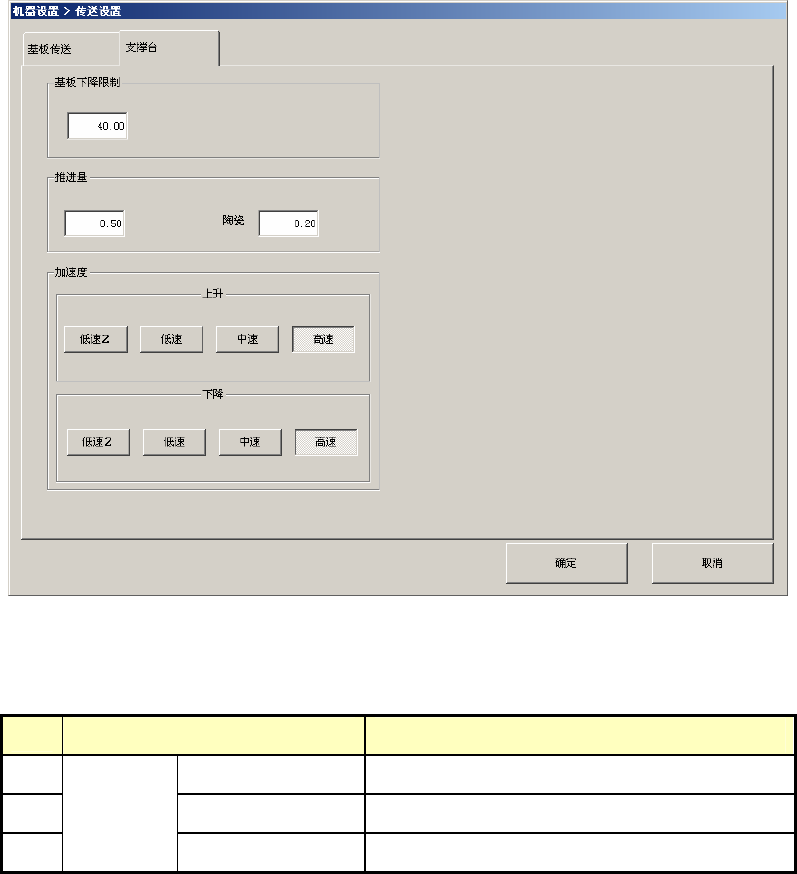
·支撑台
(1) 设置项目
No. 项目 设置内容
1
基板下降限制 设置支撑台的基板下降限制值。(5~40)
2
推进量
设置支撑台的推进补偿量。(0.00~5.00)
3
支撑台
支撑台加速度 设置支撑台的加速度。
※ 推进量的陶瓷项目
如果勾选了操作选项的生产-选项的“使用陶瓷基板”,并且基板的尺寸(XY)小于 150mm 时,
则可判断使用的是陶瓷基板,应使用陶瓷项目里输入的推进量。即使不是陶瓷基板,如果基
板尺寸小于 150mm,而且设置了操作选项时,也应适用陶瓷项目里输入的推进量。
但是,即使是陶瓷基板,如果是大于 150mm 的基板,则应适用通常的推进量。
第2部 功能详解编 第8章 机器设置
8-52
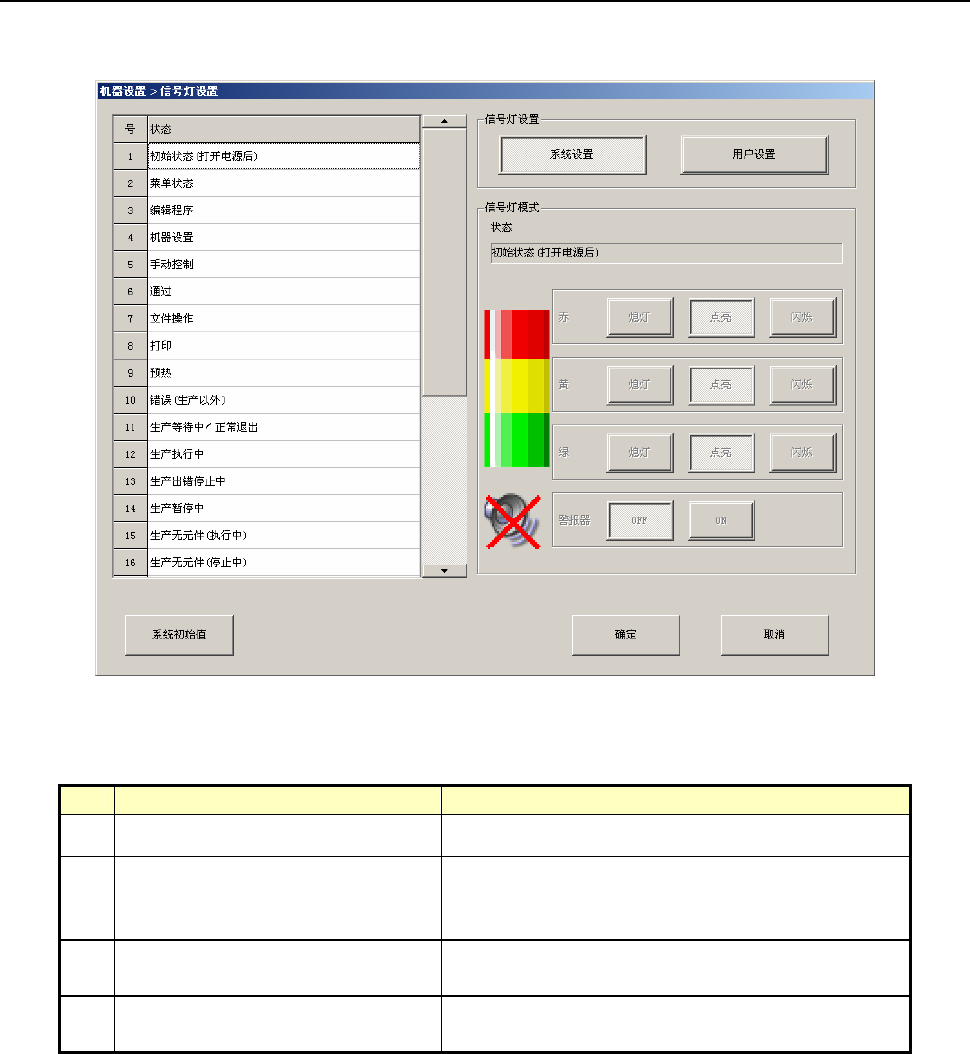
8-4-12 信号灯
设置各画面以及各项运行时信号灯的点亮状态。
选择信号灯后,可显示如下信号灯设置画面。
(1) 设置项目
No.
项目 设置内容
1
系统初始值 将用户设置与系统设置统一。
2
信号灯设置
(系统设置、用户设置)
设置用户的信号灯模式使用数据。
系统设置仅可浏览系统初始值的模式。
不能变更设置。
3
信号灯模式
(红、黄、绿)
设置各动作状态的信号灯亮灯模式。
从熄灯、亮灯、闪烁中选择。
4
信号灯模式
(警报器)
设置各种动作状态下的警报器 ON/OFF。