N7201A617J00.pdf - 第205页
NPM-W 2 EJM7DJ-MB-06M-00 6-5 -6 5 6 0 時 間 メ ン テ ナ ン ス 延長コンベヤー部ベルトテンションの点検 ●事前に周波数測定器 ( ベルトメーカーなどが提供して いる音波張力計など ) に下記の数値を 入力する。各 スパンの中央部 ( 下図 P 部 ) を指で弾き、周波数測定器で固有振動数 を測定する。 入力値 ●測定値が規格値になるように、テンションプーリ ーを調整、固定する。 ベルト単位質量…
NPM-W2 EJM7DJ-MB-06M-00
6-5-5
メンテナンス
編
6-5
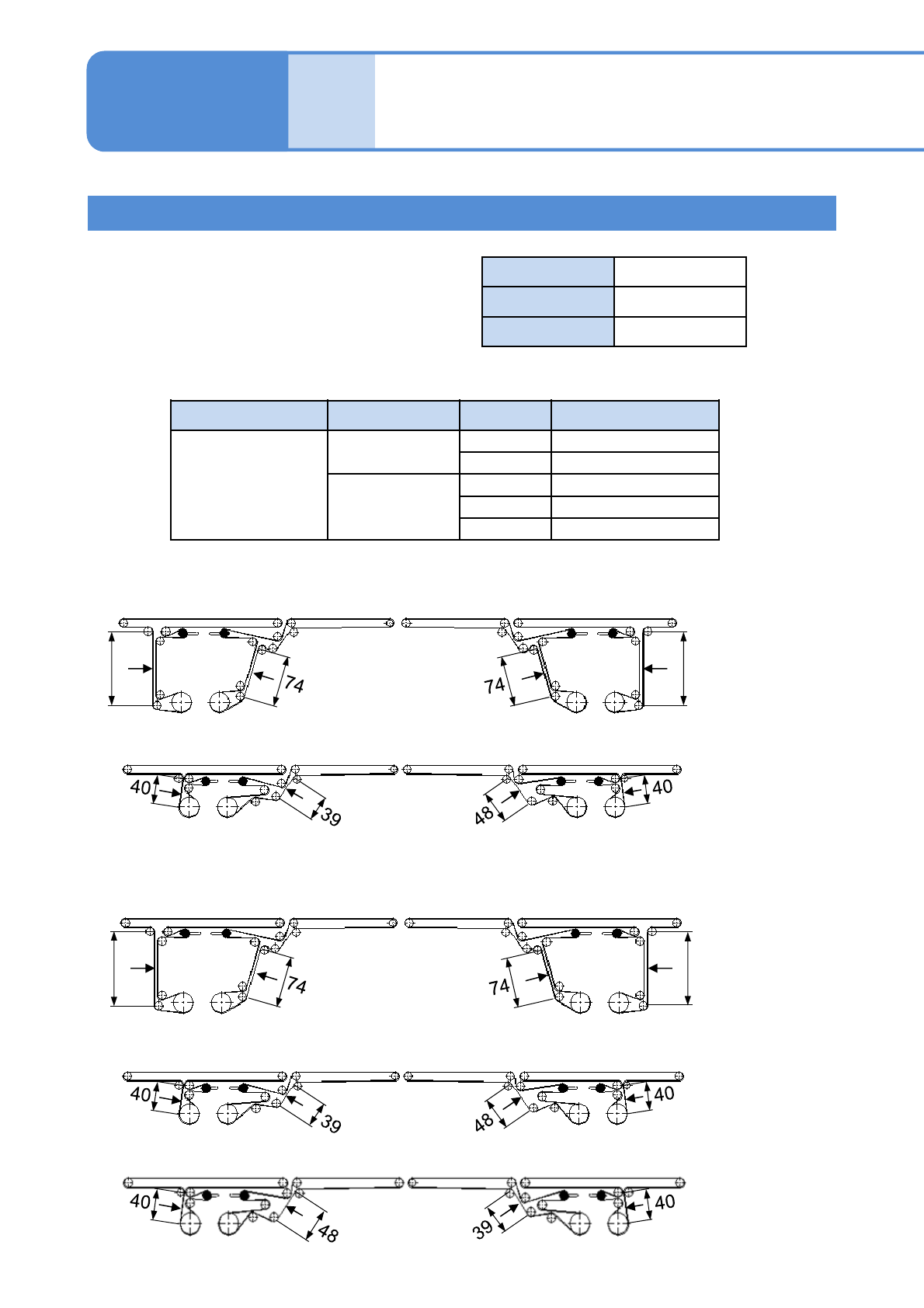
基板コンベヤー部ベルトテンションの点検
●事前に周波数測定器(ベルトメーカーなどが提
供している音波張力計など)に下記の数値を入
力する。各スパンの中央部 (下図P部) を指で
弾き、周波数測定器で固有振動数を測定する。
入力値
●測定値が規格値になるように、テンションプーリーを調整、固定する。
コンベヤータイプ 使用場所
No.
規格値(Hz)
シングルコンベヤー
デュアルコンベヤー
共通
固定レール
A
365 ± 20
B
530 ± 25
可動レール
C
985 ± 50
D-1
1020 ± 50
D-2
820 ± 40
ベルト単位質量
0.7 g/m
ベルト幅
4.5 mm
スパン長さ 下図参考
規格値
■デュアルコンベヤー
基板/延長コンベヤー(オプション)
の点検 3
■シングルコンベヤー
●固定レール:4本
●可動レール:4本
●レーン1、レーン2 固定レール:8本
●レーン1 可動レール:4本 (P.6-5-6の矢視図E)
●レーン2 可動レール:4本 (P.6-5-6の矢視図F)
A
B
C
D-1
D-2
A
B
C
A
B
A
B
C
D-1
D-2
C
C
D-2
D-1
C
図中の”●”はテンショ
ンプーリー
109109
109
109
(単位:mm)
P
P
P
P
P
P
P
P
P
P
P
P
P
P
P
P
P
P
P
P
(単位:mm)
NPM-W2 EJM7DJ-MB-06M-00
6-5-6
5
6
0
時
間
メ
ン
テ
ナ
ン
ス
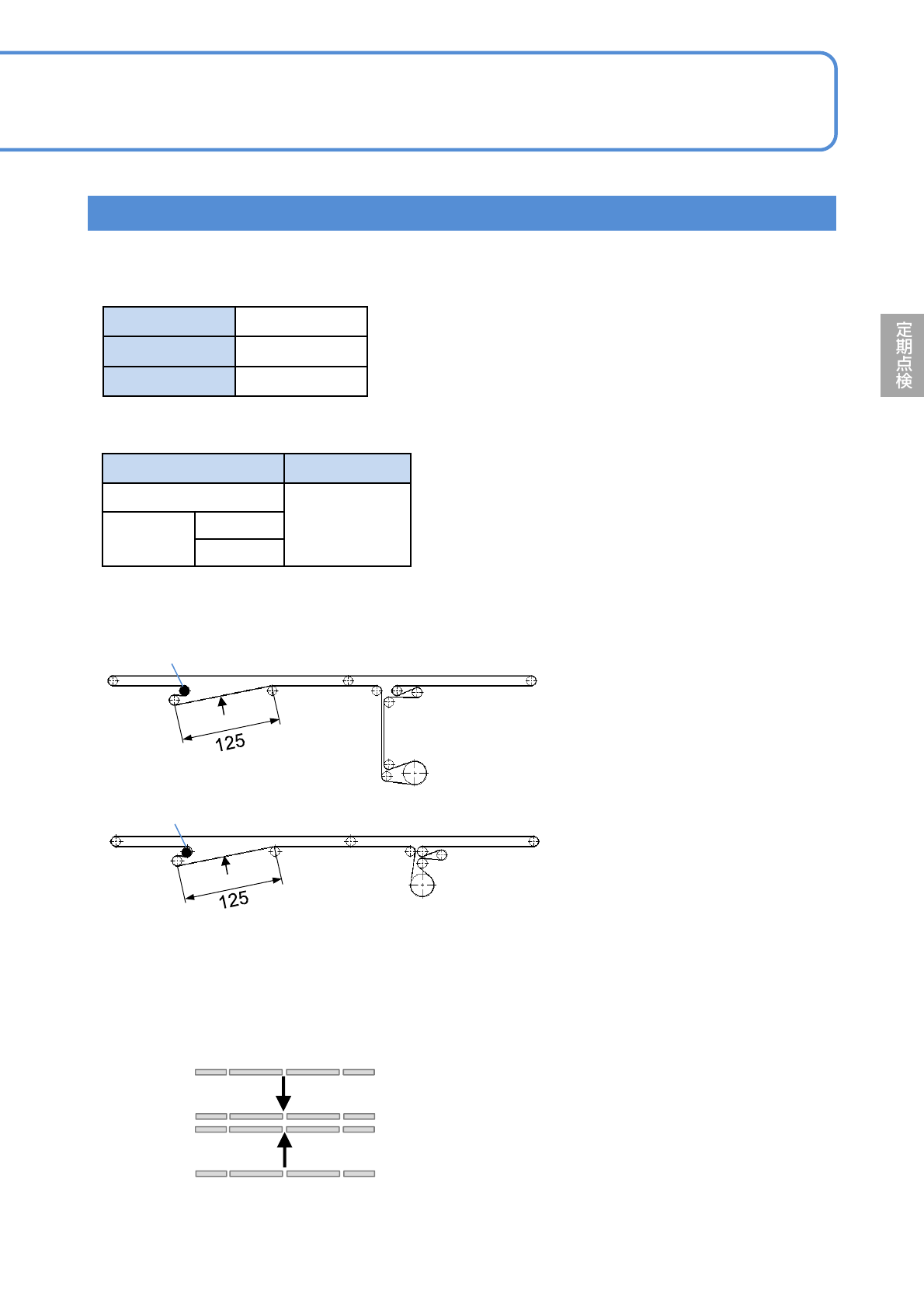
延長コンベヤー部ベルトテンションの点検
●事前に周波数測定器(ベルトメーカーなどが提供している音波張力計など)に下記の数値を入力する。各
スパンの中央部 (下図P部) を指で弾き、周波数測定器で固有振動数を測定する。
入力値
●測定値が規格値になるように、テンションプーリーを調整、固定する。
ベルト単位質量
0.7 g/m
ベルト幅
4.5 mm
スパン長さ 下図参考
規格値
コンベヤータイプ
規格値(Hz)
シングル
315 ±20Hz
デュアル
レーン1
レーン2
●固定レール
●可動レール
テンションプーリー
テンションプーリー
■シングルコンベヤー(各1本)、デュアルコンベヤー(各2本)
(単位:mm)
P
P
可動側
固定側
可動側
固定側
レーン1側
レーン2側
●基板コンベヤー可動レールの矢視
E
F
NPM-W2 EJM7DJ-MB-06M-00
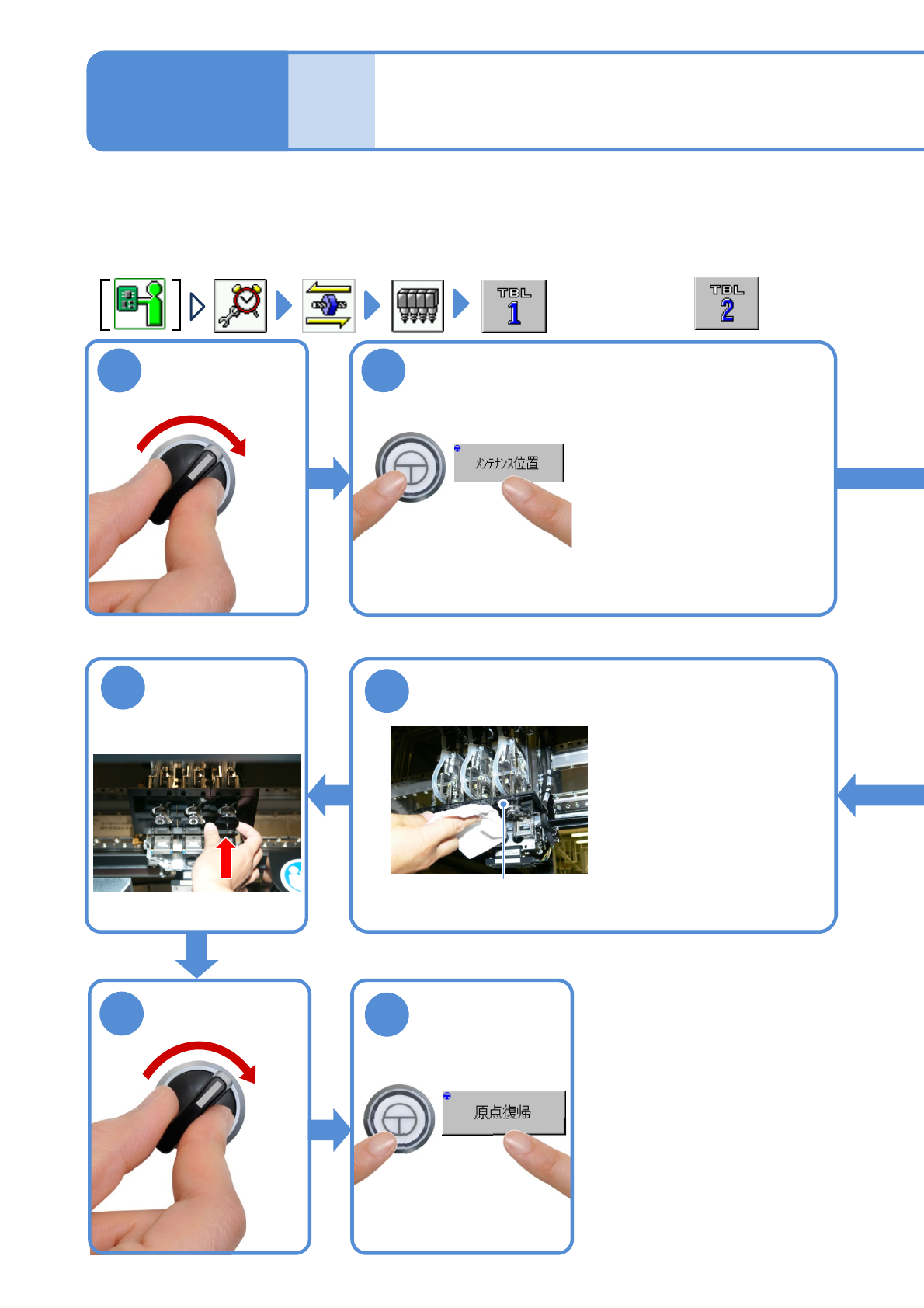
大型反射板の清掃
(3ノズルヘッド(オプション))
6-6-1
メンテナンス
編
6-6
大型反射板の清掃方法を説明します。
使用工具:ウエス 所要時間:15 分
●大型反射板にほこりなどの付着があると、認識エラーの原因になります。
●トレイフィーダー仕様のとき、後側Y軸を前側に寄せて、前側で作業してください。
1
2
●後側のときは、
ENABLING
9
SERVO
ON
8
●前側装着ヘッドのY軸は、前側
に移動する。
●後側装着ヘッドのY軸は、交換
台車仕様のときは後側、トレイ
フィーダー仕様のときは前側に
移動する。
SERVO
ON
7
ノズルを装着
ヘッドに取り付
ける
6
大型反射板を清潔なウエスで拭く
大型反射板
●作業しやすい場所に装着
ヘッドを移動させる