0197787-01_UM_HeadVerification_708_EN.pdf - 第64页
SIPLACE Head V erification User Manual Edition 01/2015 64 4.11.3 Ex planation of Measurement Results Using Results PDF These results can b e seen if you scroll down the "Sum mary" menu or generat e a results PD…
SIPLACE Head Verification
User Manual Edition 01/2015
63
The CS Variation [µm] value shows the component sensor CS pos 1-6 variance in
accordance with the rotary angle of the segment.
The "CS Variation [µm]" value must be within a plausible tolerance (in our case 0..25µm).
If the value is outside this tolerance, it is not possible to guarantee accurate placement at
every angle.
4. Results display (OK green tick / NOK red X)
5. The values Measure 1 [µm] – Measure 6 [µm] are as follows:
Rotary angle 0° Light barrier Z-down measure 1 [µm]
Rotary angle 60° Light barrier Z-down measure 2 [µm]
Rotary angle 120° Light barrier Z-down measure 3 [µm]
Rotary angle 180° Light barrier Z-down measure 4 [µm]
Rotary angle 240° Light barrier Z-down measure 5 [µm]
Rotary angle 300° Light barrier Z-down measure 6 [µm]
6. The values CS pos 1 [µm] – CS pos 6 [µm] are as follows:
Rotary angle 0° Component sensor value CS pos 1 [µm]
Rotary angle 60° Component sensor value CS pos 2 [µm]
Rotary angle 120° Component sensor value CS pos 3 [µm]
Rotary angle 180° Component sensor value CS pos 4 [µm]
Rotary angle 240° Component sensor value CS pos 5 [µm]
Rotary angle 300° Component sensor value CS pos 6 [µm]
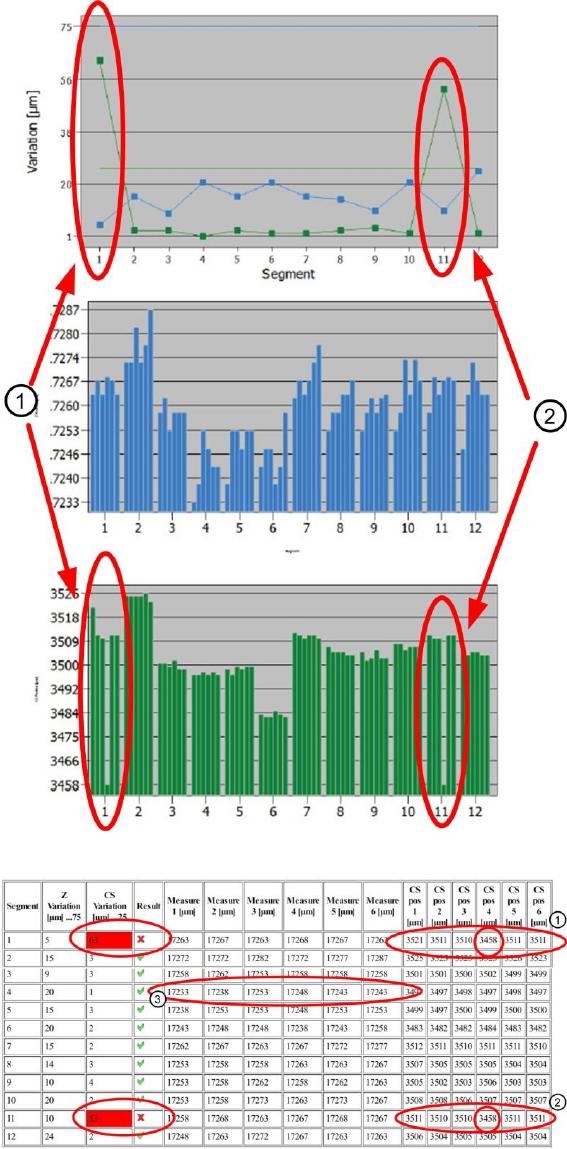
7. This diagram illustrates the "Variation [µm] (2)" values for the segments.
Blue line Z Variation [µm]
Green line CS Variation [µm]
8. This diagram illustrates the "Measure1" – "Measure6" values for the segments.
Blue bar one bar each for "Measure1(0°)" – "Measure6 (300°)"
If the Z-down light barrier is working reliably, the bars should
ideally be the same height or have little variance to the other
segments.
9. This diagram illustrates the "CS pos 1" – "CS pos 6" values for the segments.
Green bar one bar each for "Measure1(0°)" – "Measure6 (300°)"
If the component sensor is working reliably, the bars should ideally
be the same height or have little variance to the other segments.
SIPLACE Head Verification
User Manual Edition 01/2015
64
4.11.3 Explanation of Measurement Results Using Results PDF
These results can be seen if you scroll down the "Summary" menu or generate a results PDF!
Figure 43: Results PDF DP-Z positioning_1
Figure 44: Results PDF DP-Z positioning_2
You can see that, in the case of segment 1 (1) and also segment 11 (2), the component sensor CS
pos 4 [µm] switches earlier at an angle of 180°. This is shown in the green bar chart.
This low value also means that the "CS Variation [µm]" value is outside the permitted tolerance.
Reliable placement of the entire DP positioning area can therefore not be guaranteed.
SIPLACE Head Verification
User Manual Edition 01/2015
65
One way of resolving the problem would be to check the nozzle for correct seat.
As an example, segment 4 (3) shows that the "Measure 1 [µm]" value for the Z-down light barrier at a
DP angle of 0° switches slightly earlier than at other angles.
In this case, the light barriers at segment 4 need to be cleaned through the service gap and the
switching ring may also need cleaning!
4.11.4 Meaning of the Results
"Z Variation [µm]" and "CS Variation [µm]" errors at all segments:
1. Mechanical damage to Z axis linear guide Replace Z drive
2. Z axis read unit dirty Clean Z read unit
"Z Variation [µm]" errors at individual segments:
1. Linear guide for segment damaged Replace linear guide for segment
2. Check Z-down light barrier for segment Clean the LB and switching ring through service
gap
"CS Variation [µm]" errors at individual segments:
1. Component sensor dirty Clean the lens
2. Component sensor dirty Replace component sensor
"CS Variation [µm]" errors at individual segments:
1. Linear guide for segment damaged Replace linear guide for segment
2. Bad nozzle seat Check the nozzle interface
3. Bad nozzle seat Replace nozzle
4.12 "DP Rotation Test" Measurement
The following tools are required for these measurements:
CPP: 12x nozzle type 2057 03070280-01 (calibration nozzle)
CP20P: 20x nozzle type 4235 03098748-01 (calibration nozzle)
CP20A: 20x nozzle type 1235 03015222-01 (calibration nozzle)
1x calibration component CPP 03010565-01
or
1x calibration component C&P20A/P 03034148-01
4.12.1 Explanation of Measurement – Procedure
The "DP rotation test" measurement determines how reliably a DP reaches the specified angle.
For this, the calibration component is picked up with the nozzle.
Then the calibration component is moved under the component camera and positioned by 4° (4000°)
with the DP.
After reaching the end position signal, the component camera is used to evaluate the calibration
component structure and to establish the actual rotation of the calibration component.
The measured rotary angle of the calibration component should now be within the permitted angle
tolerance. If this tolerance is undershot or exceeded, this indicates that this DP has a problem with
positioning the rotary angle.
The results of these measurements provide feedback about the following sources of errors:
1. Positioning accuracy of DP axis for segment