00900162-01_UM_ASM-ProcessLensDualLane_de.pdf - 第46页
3 Maschinenbeschreibung 3.1 Modul-Übersicht 46 Betriebsanleitung ASM ProcessLens Dual-lane 06/2018 3.1.2 Inspektionskopf Abb.30: Inspektionskopf 1 Bildgebungsmodul (Kamera- und Linsen- halterung) 2 Rechte 3D-Lichtquelle…
3 Maschinenbeschreibung
3.1 Modul-Übersicht
Betriebsanleitung ASM ProcessLens Dual-lane 06/2018 45
3 Maschinenbeschreibung
3.1 Modul-Übersicht
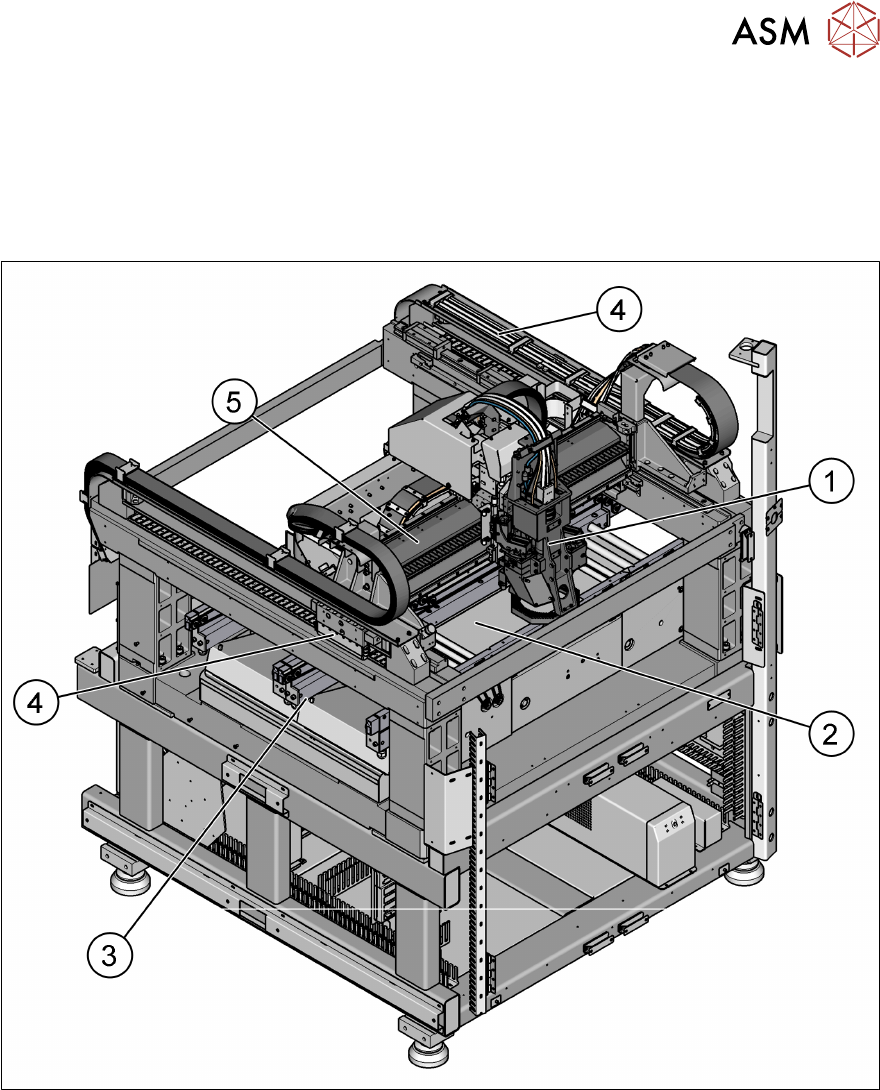
3.1.1 Übersicht über die Baugruppen
Abb.29: Übersicht über die Baugruppen
1 Inspektionskopf 2 Hubtisch
3 LP-Transport 4 y-Bewegung des Inspektionskopfes
5 x-Bewegung des Inspektionskopfes
3 Maschinenbeschreibung
3.1 Modul-Übersicht
46 Betriebsanleitung ASM ProcessLens Dual-lane 06/2018
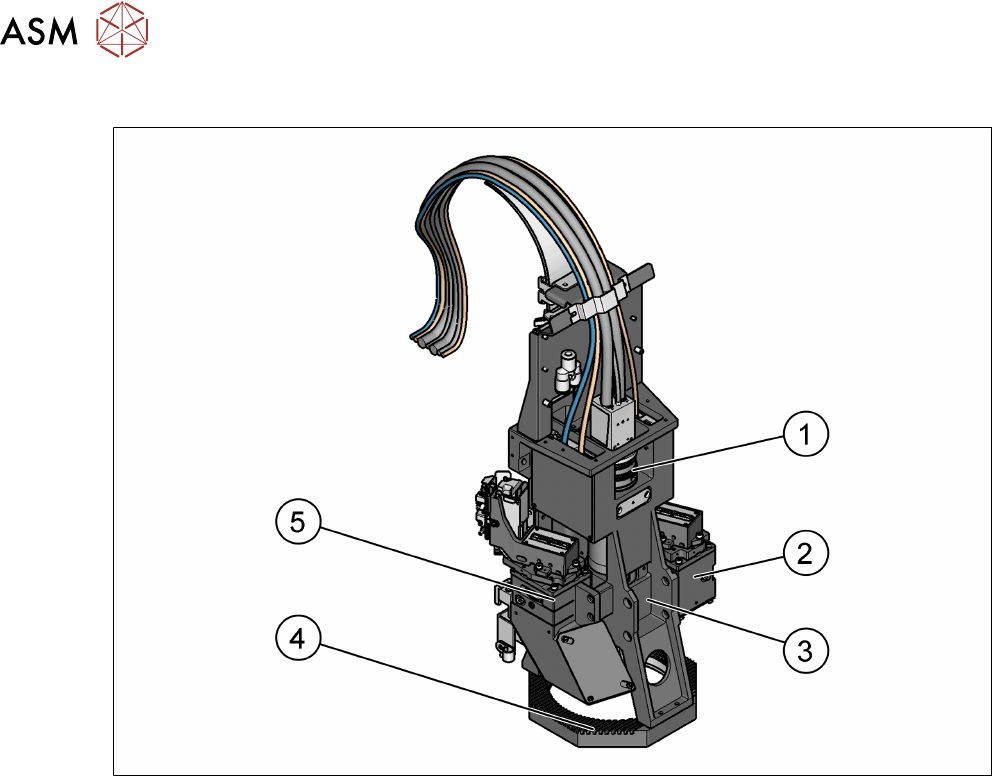
3.1.2 Inspektionskopf
Abb.30: Inspektionskopf
1 Bildgebungsmodul (Kamera- und Linsen-
halterung)
2 Rechte 3D-Lichtquelle
3 Oberer LED-Ring 4 Unterer LED-Ring
5 Linke 3D-Lichtquelle
3.1.2.1 Beschreibung
Mit dem Optikkopf-Modul, das auf dem Portalmodul sitzt, erfolgt die Bildaufnahme, die die Basis für
die erwarteten Inspektionsergebnisse bildet.
Das Optikkopf-Modul besteht aus zwei Teilen, dem DLP-Projektormodul und dem Bildgebungsmo-
dul. Der DLP projiziert Streifen mit unterschiedlichen Breiten und Frequenzen auf die Leiterplatte,
das Bildgebungsmodul erfasst Bilder und das System rekonstruiert basierend auf den aufgenom-
menen Bildern das 3D-Objekt.
3 Maschinenbeschreibung
3.1 Modul-Übersicht
Betriebsanleitung ASM ProcessLens Dual-lane 06/2018 47
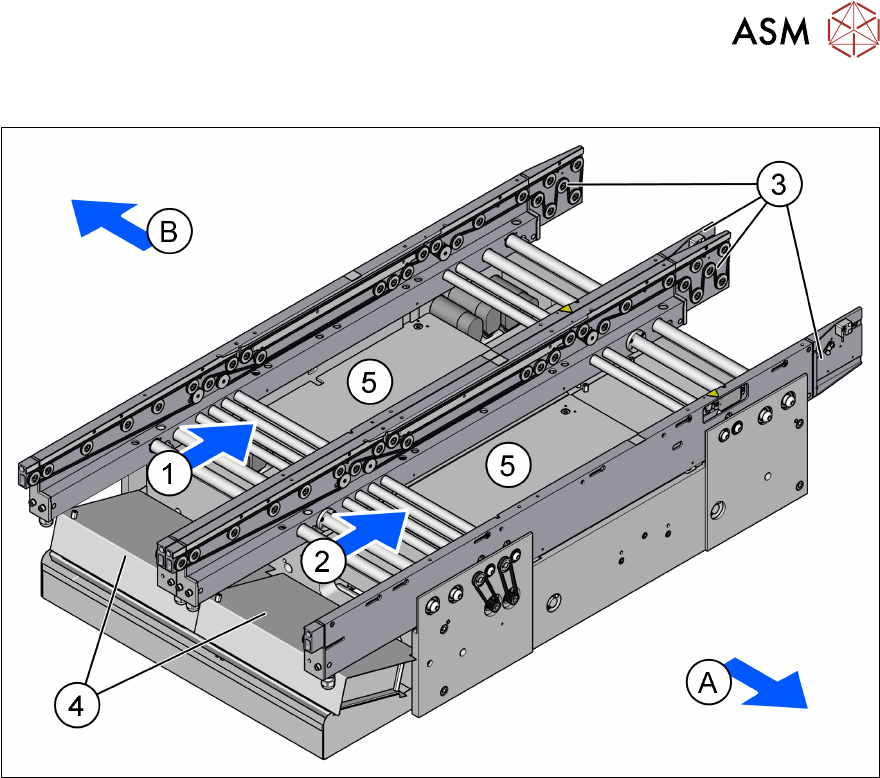
3.1.3 LP-Transport
Abb.31: LP-Transport
A Vorderseite der Maschine B Rückseite der Maschine
1 Spur 1 2 Spur 2
3 Transportwangen 4 Transportsteuerungseinheiten
5 Hubtische
3.1.3.1 Beschreibung
Die Leiterplattentransporte sind dreiteilig ausgeführt mit Eingabe-, Verarbeitungs- und Ausgabebe-
reichen. Die zwei Bereiche Eingabetransport und Ausgabetransport dienen als Pufferzonen für die
Leiterplatten.
Die Transportbänder werden von bürstenlosen Gleichstrommotoren angetrieben. Lichtschranken
überwachen und steuern den Transport der Leiterplatten. Hat die Leiterplatte den Bestückbereich
erreicht und die Lichtschranken passiert, wird sie abgebremst. Eine Laserlichtschranke erfasst die
Position der Leiterplatte. Sobald die Leiterplatte ihre Sollposition erreicht hat, wird das Transport-
band gestoppt und die Leiterplatte von der Unterseite her geklemmt.
Die Breite des Leiterplatten-Transports wird elektronisch von einem integrierten Regelkreis einge-
stellt und überwacht. Sie lässt sich per Programmaufruf wählen. Dazu aktiviert die Regelelektronik
den Antriebsmotor so lange, bis die gewünschte Breite erreicht ist. Die Breitenverstellung ist also
unabhängig von anderen Maschinenkomponenten.
Die Transporthöhe lässt sich am Automaten so wählen, dass diese in Linien mit 900, 930 oder 950
mm Transporthöhe integriert werden können. Die Standardhöhe beträgt 930 mm.
Die Leiterplattentransporte und die einzelnen Maschinen kommunizieren über die SMEMA-Schnitt-
stelle.