ZHX-R20B-IN说明书201610-21新款.pdf - 第82页
ZHX-R20B/-IN 自动上下板立式插件机操作说明书 深圳市中禾旭精密机械有限公司 www.zhxai.com - 80 - 10、切纸带站位的 调整。 1)链条与切纸带站位的位置调整。 (1) 机器链条在正常的零位位置时, 松开 ○ 2 纸带站位连接块 (LS1D-09002) 上的四个螺丝, 可以左右、前后调节切纸带站位的位置。 图 A ( 2) 关掉机器气源, 用手将切纸带站位滑块拉出一半 (即让气缸伸出行程的 1\2) , …
ZHX-R20B/-IN 自动上下板立式插件机操作说明书
深圳市中禾旭精密机械有限公司 www.zhxai.com
- 79 -
8、链条张力调整。
1)链条张力合适的标准是:将压力计顶端顶住张力调节链轮张力右块(LS1D-04013)与链轮
张力左块(LS1D-04012)间的链条的中间位置,使压力计读数为 ,链条被压下 毫米。
2)调整时要先松开张力调节链轮的固定座(LS1DLZ-05006)上的螺丝,当要增大张力时,就
要慢慢向后移动固定座;反之,向前。调整完毕,要再次测试,如果达不到上述标准,就要再
次调整。
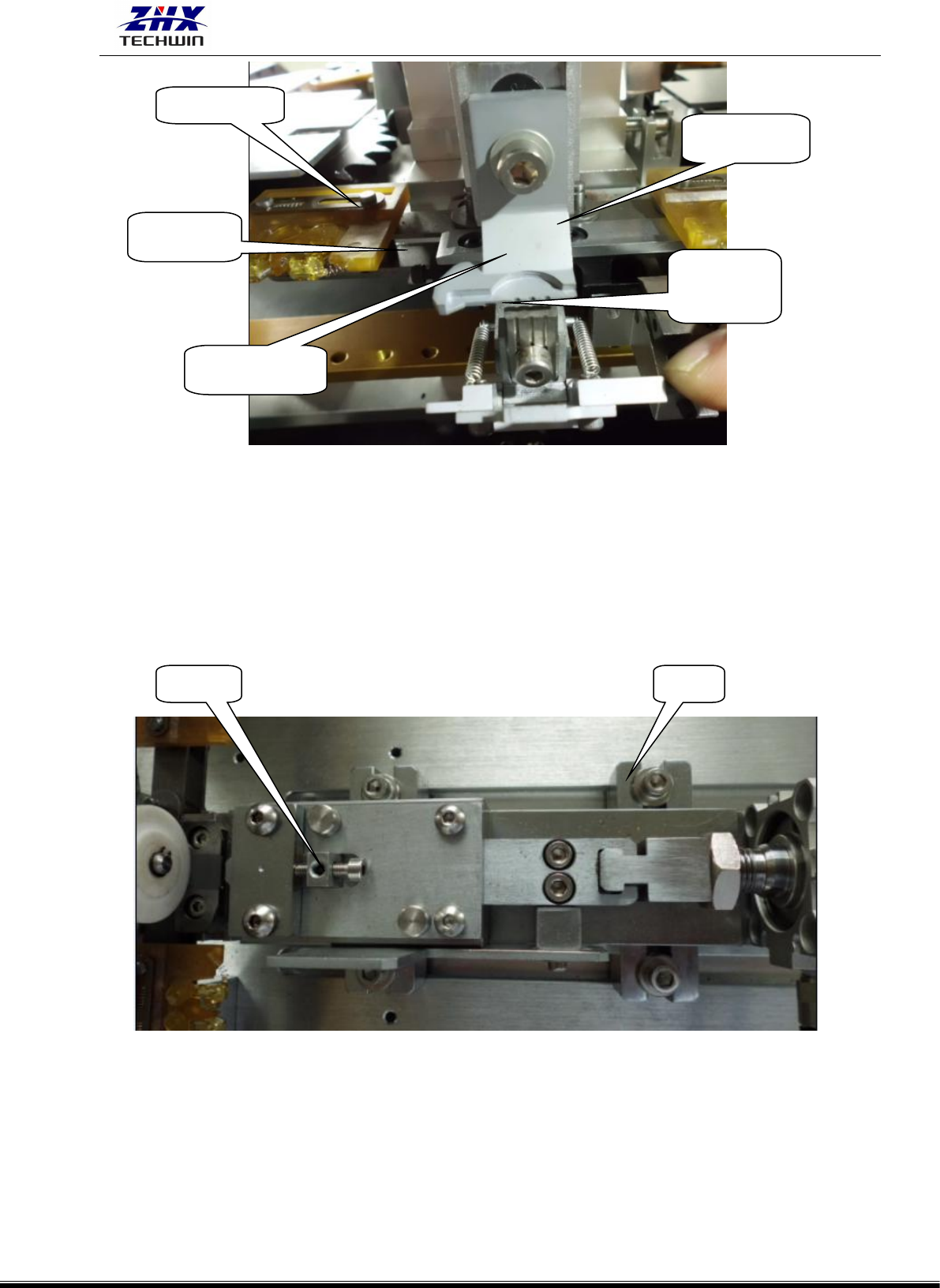
9、CTA 链条护块调整。
首先使机器处于待机状态,然后安装链条护块,使之与链条之间的间隙为 0.2MM。且要保证
链条护块与三槽送料片之间的间隙不小于 0.25MM。若不合适还需重新调节 CTA 气缸冲程。
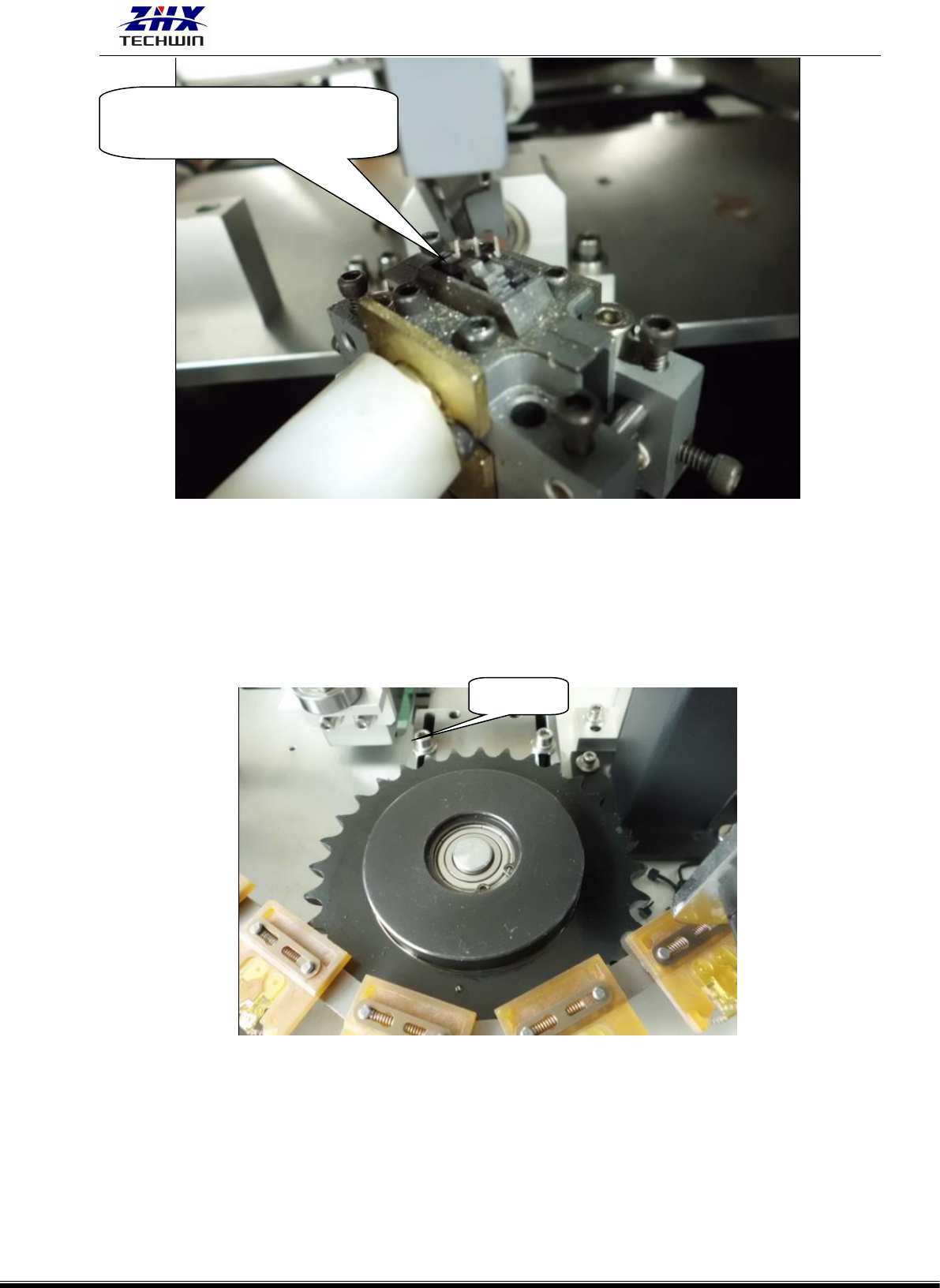
剪脚头上的三个刀口中心,对
住标准元件三个脚
螺丝
ZHX-R20B/-IN 自动上下板立式插件机操作说明书
深圳市中禾旭精密机械有限公司 www.zhxai.com
- 80 -
10、切纸带站位的调整。
1)链条与切纸带站位的位置调整。
(1)机器链条在正常的零位位置时,松开
○
2
纸带站位连接块(LS1D-09002)上的四个螺丝,
可以左右、前后调节切纸带站位的位置。
图 A
( 2)关掉机器气源,用手将切纸带站位滑块拉出一半(即让气缸伸出行程的 1\2),左右
调动站位,使其竖向中轴线与链条垂直,而且纸带站位直叉(30920904)中心对准链夹的中心。
2)纸带站位自身调整。
(1)元件引脚被切后,有披锋:更换纸带切刀的④大切刀。
链条
链条护块
三槽送料片
间隙 0.2mm
间 隙不小
于 0.25mm
螺丝
螺丝
ZHX-R20B/-IN 自动上下板立式插件机操作说明书
深圳市中禾旭精密机械有限公司 www.zhxai.com
- 81 -
(2)元件引脚被切后,引脚有长短:纸带站位跟链夹不对中,松开②纸带站位连接块(LS1D-09002)
上面的四个螺丝可左右调节(见上述图 A)。
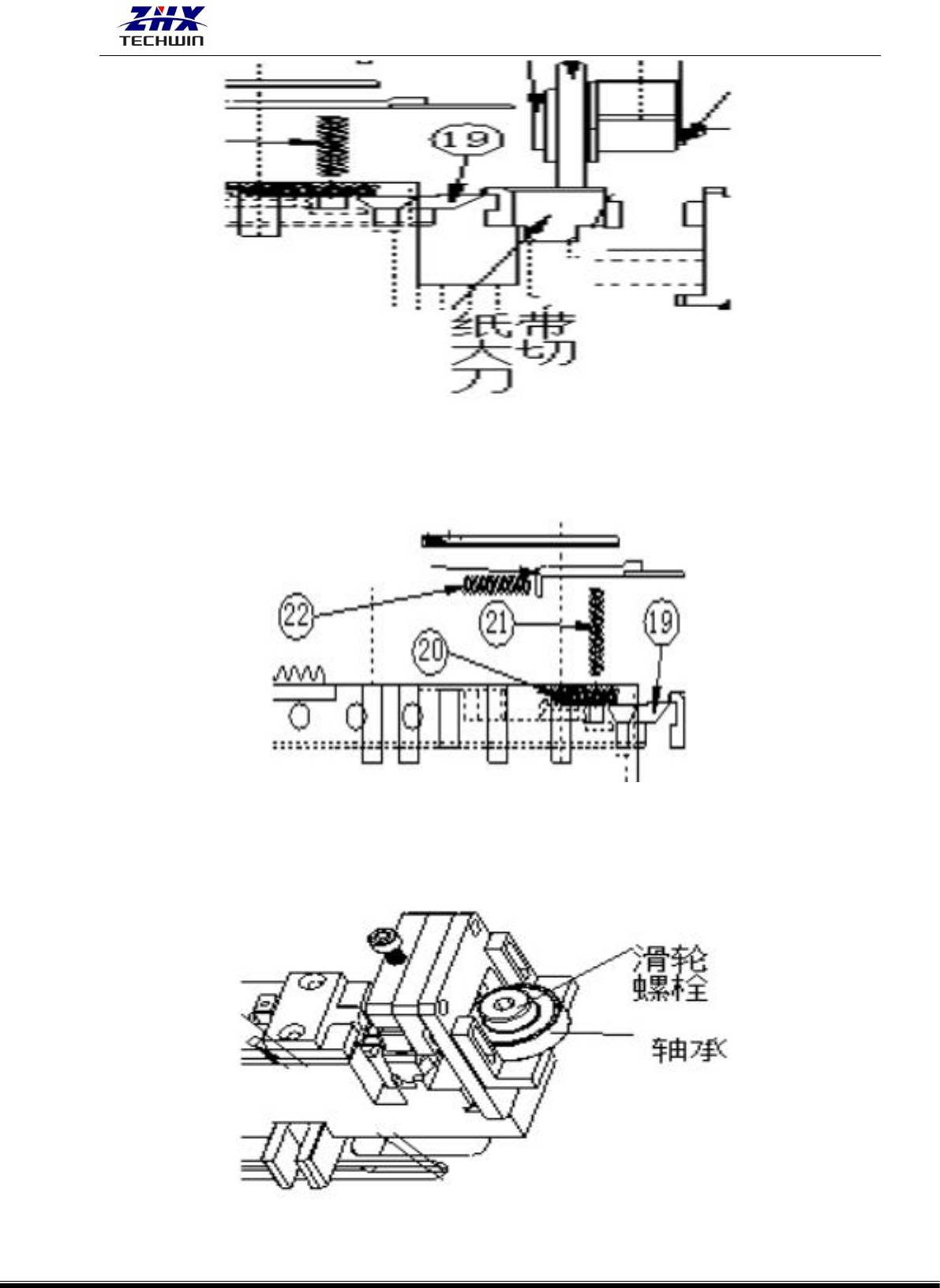
(3)元件引脚被切后,引脚上带纸皮:更换
○
21
弹簧和
○
22
弹簧。
(4)元件引脚切不断 :保养气缸及其电磁阀;
检查轴承(6202ZZ)是否顶到链夹;
松开纸带站位连接螺栓(LS1D-09003)螺丝可调节轴承 6202ZZ;
检查 LS1DJL-09003 挡料连接块与本体间隙是否为 0.75MM。