KE2010取扱説明書Ver.2.01和文Rev.08.pdf - 第23页
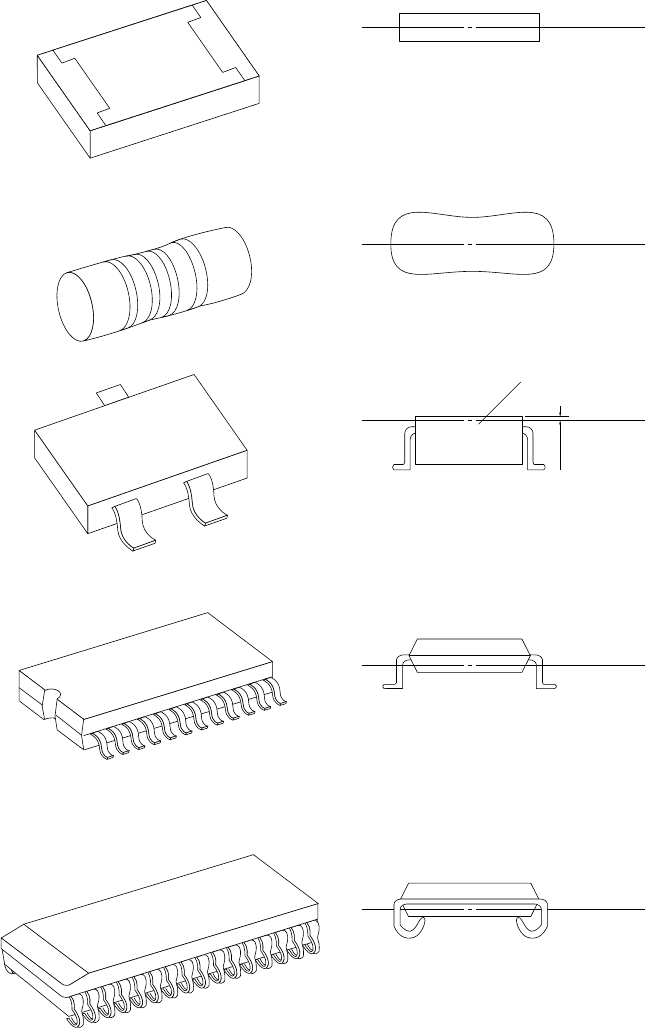
1 - 4 (2) 主な部品のレーザアライン測定位置 主な部品のレーザアライン測定位置 主な部品のレーザアライン測定位置 主な部品のレーザアライン測定位置 0.25 図 図 図 図 1-1-2-3 角チップ メルフ SOT SOP ・ TSOP SOJ ( 部品の上面と下面の中間 ) レーザアライン測定位置 ( 部品の中心 ) モールド部 ( 部品の上面より 0.25mm の位置 ) レーザアライン測定位置 レーザアライン測定位置 ( …
1 - 3
(1)
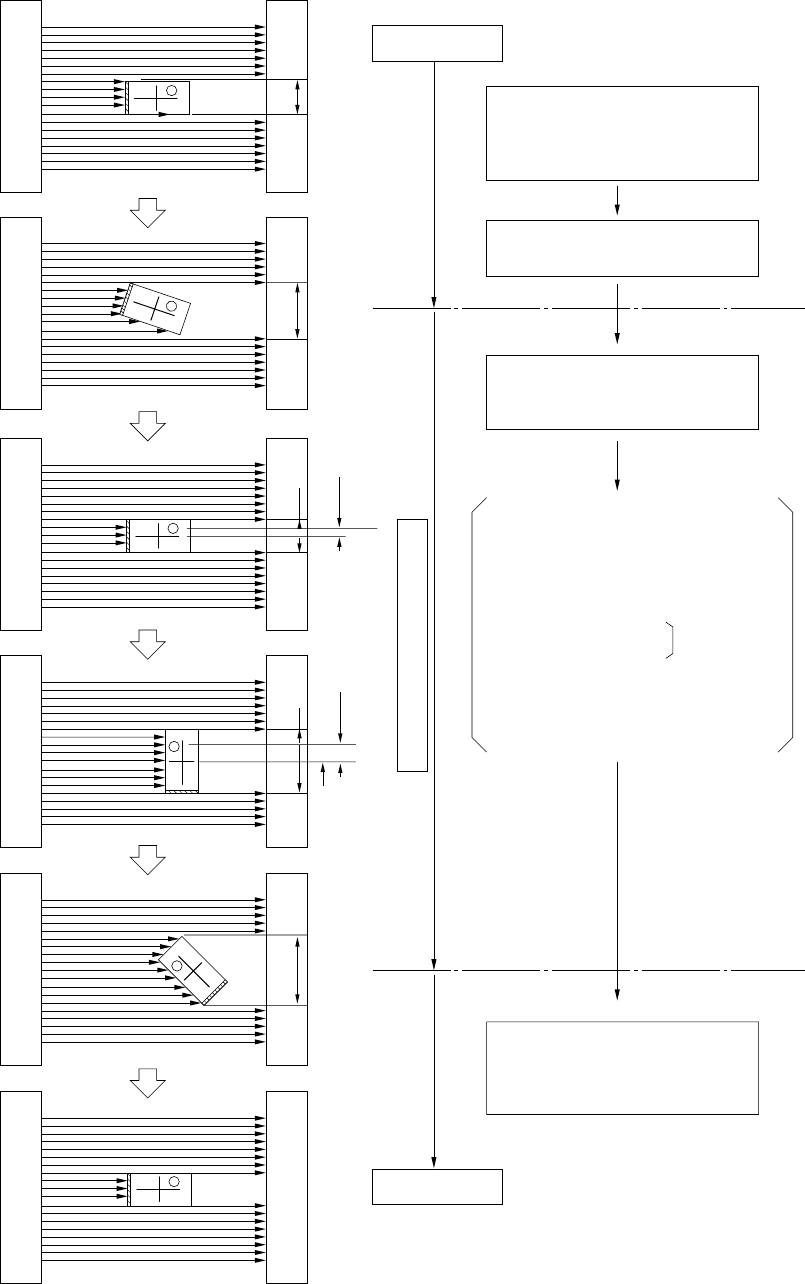
レーザアラインセンタリングの流れ
レーザアラインセンタリングの流れレーザアラインセンタリングの流れ
レーザアラインセンタリングの流れ
ABCDE
d Yd X
図
図図
図 1-1-2-2
(-) 回転
(プリロード)
(+) 回転
(+) 回転
(+) 回転
補正
⑥
⑤
④
③
②
①
部品吸着
プリロード
Z 軸の駆動により部品を吸着し,
レーザアライン高さに部品を合
わせる
(ノズル中心)
(部品中心)
レーザアライン計測
補正
搭載
次に(-)方向にθを回転する
(プリロード)
θ軸を(+)方向に回転させて,
レーザアラインの計測開始
計測途中で陰の幅が最小となる ③④
を見つける。
ここでノズル中心は,既にわかって
いるため部品中心との差から
Y方向のずれ dX がわかる。
X方向のずれ dY
また ③ あるいは ④ における
θモータのエンコーダ出力から
角度のずれ dθを知ることができる。
位置ずれ (dX, dY)
角度ずれ (dθ)
を補正して搭載
1 - 4
(2)
主な部品のレーザアライン測定位置
主な部品のレーザアライン測定位置主な部品のレーザアライン測定位置
主な部品のレーザアライン測定位置
0.25
図
図図
図 1-1-2-3
角チップ
メルフ
SOT
SOP・TSOP
SOJ
(部品の上面と下面の中間)
レーザアライン測定位置
(部品の中心)
モールド部
(部品の上面より 0.25mm の位置)
レーザアライン測定位置
レーザアライン測定位置
(部品の下面と足のつけ根)
(部品の下面と足のつけ根)
レーザアライン測定位置
レーザアライン測定位置
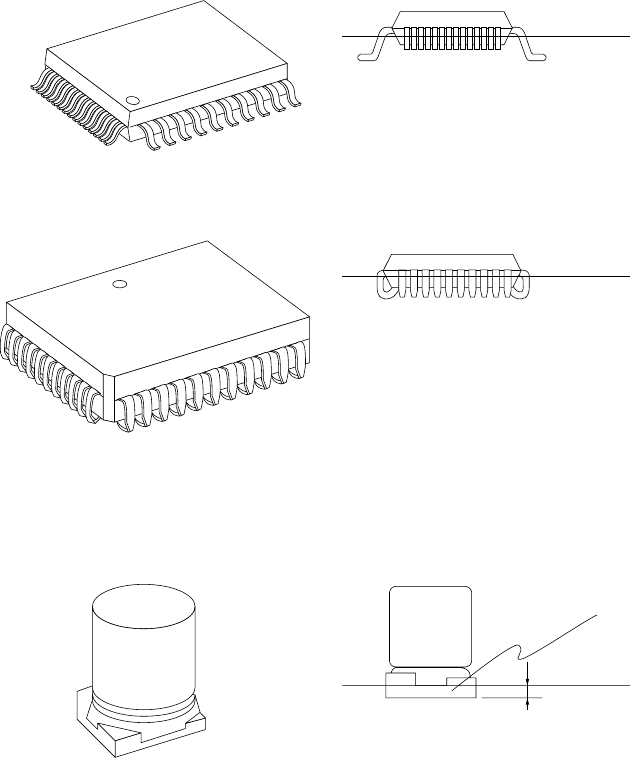
1 - 5
0.45
図
図図
図
1-1-2-4
レーザアライン測定位置
レーザアライン測定位置
レーザアライン測定位置
QFP・BQFP
PLCC
電解コンデンサ
(モールド部の下面と足のつけ根の間)
(モールド部の下面と足のつけ根の間)
(部品の下面より 0.45mm の位置)
モールド部