KE2010取扱説明書Ver.2.01和文Rev.08.pdf - 第233页
4 - 129 (4) レイア優先順位 レイア優先順位は、下記の優先順位になっています。 ◇ 搭載レイア > 部品レイア > 部品種・部品高さ(オプション使用時) > 小径ノズル順(オプション使用時) 例 ). 表 表 表 表 4-10-3 レイア優先順位 レイア優先順位 レイア優先順位 レイア優先順位 搭載レイア 部品レイア 部品種・部品高さ (オプション使用時) 小径ノズル順 (オプション使用時) 1 1 1 501 3 4…
4 - 128
4-10.
最適化
最適化最適化
最適化
(1)
概要
最適化は,プログラム編集で作成した生産プログラムデータの,フィーダの装着位置,吸着
搭載順を最適にします。
最適化の出力結果は,下記にあげる様々な要因により影響されます。
表
表表
表
4-10-1
最適化の要因
最適化の要因最適化の要因
最適化の要因
要因 詳細要因
マシンセットアップの設定 ステーションの種類
ユニットの使用状況
生産プログラムデータ 使用するノズル
使用するフィーダ
生産に投入できる部品のリール数
センタリング方式
(2)
最適化パスの種類
最適化は下表に示す実行パス
実行パス実行パス
実行パスより構成されます。
表
表表
表
4-10-2
最適化パスの種類
最適化パスの種類最適化パスの種類
最適化パスの種類
パス 機能要約
フィーダ配置 各ステーションに分割されたプログラムデータに対して最適化
なフィーダの装着位置を出力します。
搭載順並び替え フィーダ配置の出力に対し,最適な吸着搭載順を出力します。
(3)
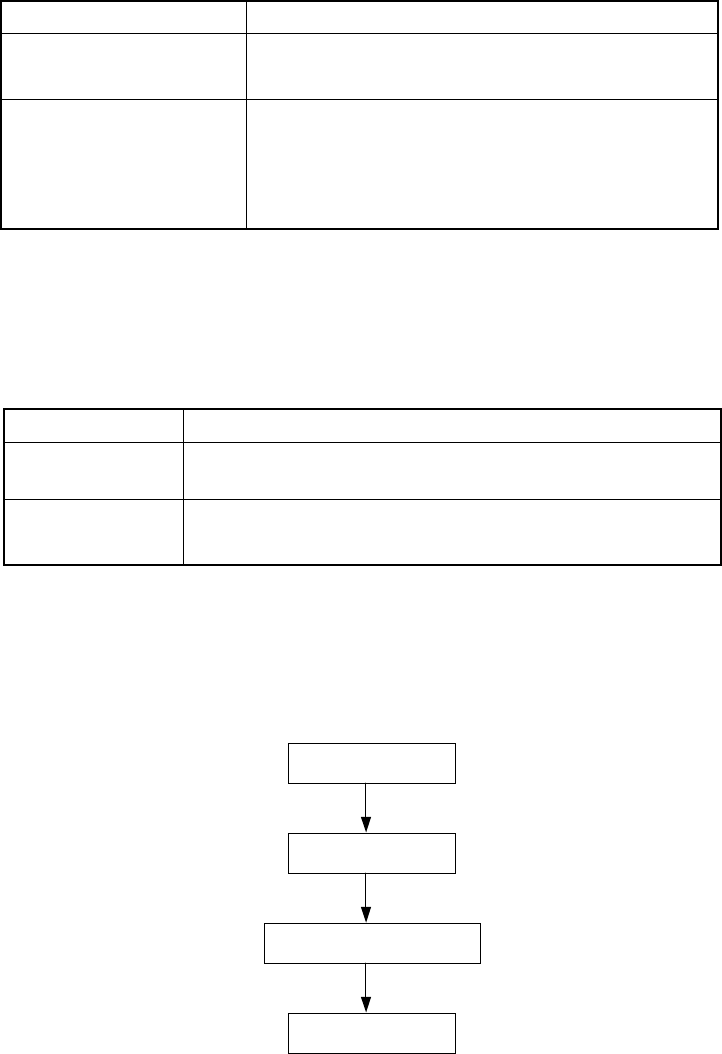
最適化フローと生産プログラムファイル
最適化フロー
最適化フロー最適化フロー
最適化フロー
最適化実行
フィーダ配置
搭載順並べ替え
最適化終了
図
図図
図
4-10-1
最適化フローと生産
最適化フローと生産最適化フローと生産
最適化フローと生産プログラムファイル
プログラムファイルプログラムファイル
プログラムファイル
4 - 129
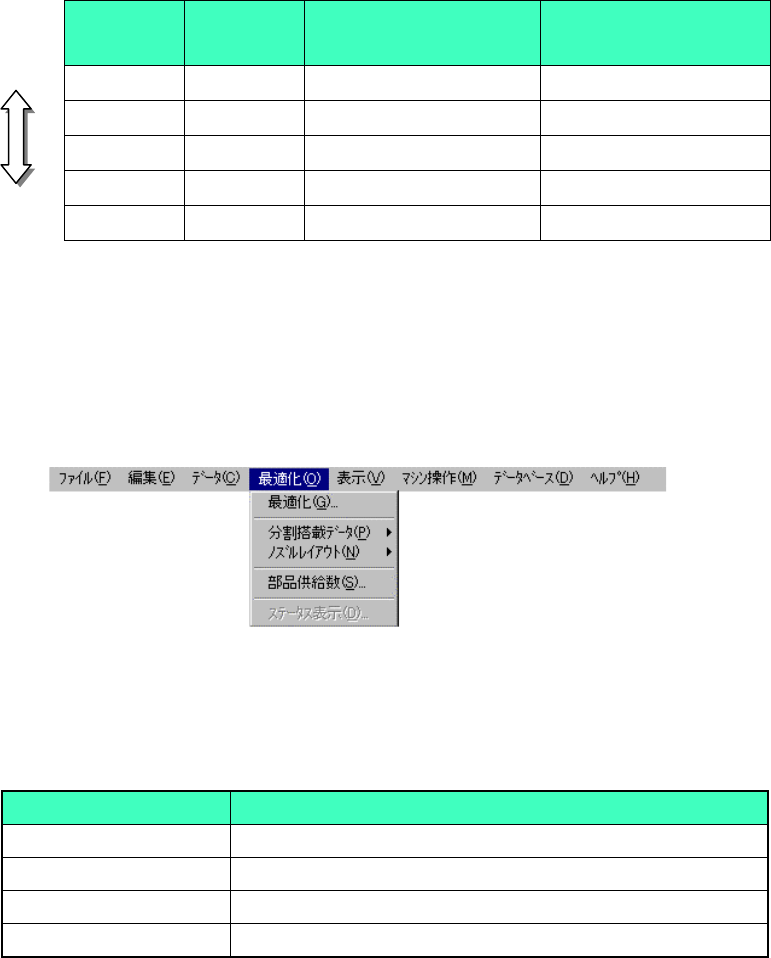
(4) レイア優先順位
レイア優先順位は、下記の優先順位になっています。
◇ 搭載レイア > 部品レイア > 部品種・部品高さ(オプション使用時) >
小径ノズル順(オプション使用時)
例).
表
表表
表 4-10-3
レイア優先順位
レイア優先順位レイア優先順位
レイア優先順位
搭載レイア 部品レイア
部品種・部品高さ
(オプション使用時)
小径ノズル順
(オプション使用時)
1 1 1 501
3 4 3 503
4 4 4 502
6 3 1 504
7 7 7 508
(5) 最適化メニュー構成
最適化メニューは,下記のように構成されています。
図
図図
図 4-10-2
最適化メニュー構成
最適化メニュー構成最適化メニュー構成
最適化メニュー構成
表
表表
表 4-10-4
最適化メニューの内容
最適化メニューの内容最適化メニューの内容
最適化メニューの内容
項目
項目項目
項目
内容
内容内容
内容
最適化(G) 最適化を実行および最適化に関するオプションを指定します。
分割搭載データ (P) 各ステーションに割り振られた搭載データを表示します。
ノズルレイアウト(N) 各ステーションに割り振られたノズルを表示します。
部品供給数(S) 部品毎に供給数(リール数)を設定します。
高い
高い高い
高い
低い
低い低い
低い
4 - 130
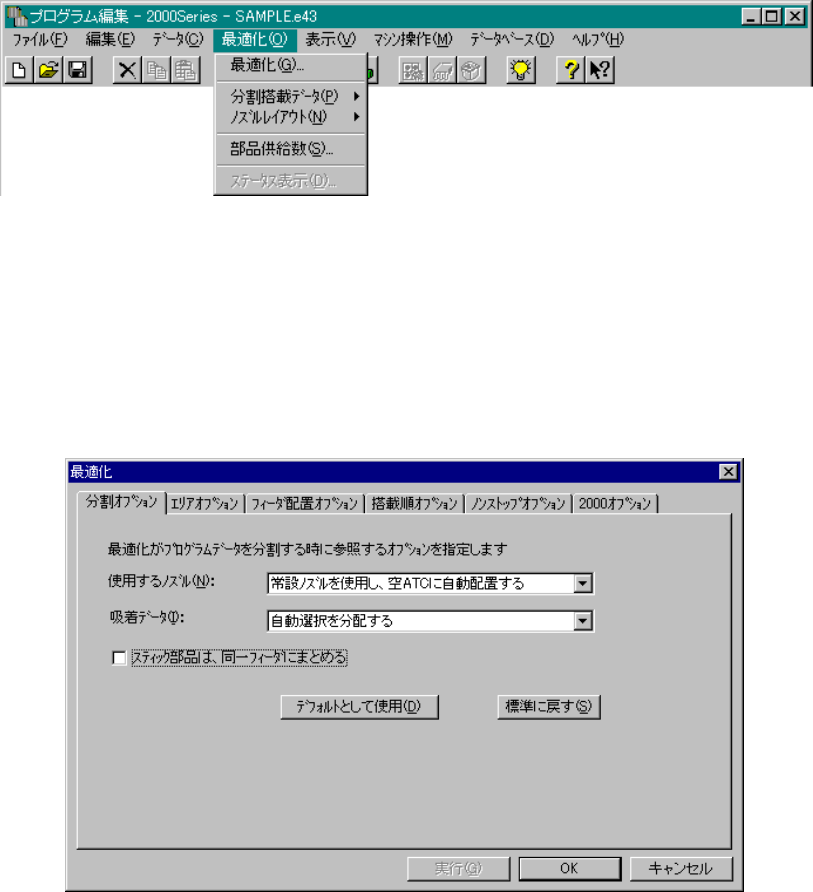
4-10-1.
最適化
最適化最適化
最適化
最適化を実行します。
図
図図
図 4-10-1-1
最適化コマンド選択例
最適化コマンド選択例最適化コマンド選択例
最適化コマンド選択例
最適化の結果は,オプション
オプションオプション
オプションの設定や部品供給数
部品供給数部品供給数
部品供給数の設定により大きく変化します。オプション
オプションオプション
オプションおよ
び部品供給数
部品供給数部品供給数
部品供給数を理解し使用することにより最適化の出力を制御することができます。
最適化(O)の最適化(G)をメニューを選択すると下記の最適化ダイアログが表示されます。
図
図図
図 4-10-1-2
最適化ダイアログ
最適化ダイアログ最適化ダイアログ
最適化ダイアログ