KE2010取扱説明書Ver.2.01和文Rev.08.pdf - 第362页
6 - 27 ② フィーダ毎管理情報 NO 項目 項目 項目 項目 内容 内容 内容 内容 1 総吸着回数 該当供給装置で吸着吸着動作をした回数 2 吸着数 該当供給装置で吸着に成功した部品数 3 搭載数 該当供給装置から吸着し搭載した部品数 4 部品損失 該当供給装置で損失した部品数 (総吸着回数 ― リトライ × (部品データのリトライ回数 + 1)― 搭載数) <MTCの場合のみ:(総吸着回数 ― 搭載数)> 5 吸着エラー …
6 - 26
6-2-3.
生産管理情報
生産管理情報生産管理情報
生産管理情報
生産モードが基板生産の場合,生産管理情報が保存されます。本項では,生産で保存された生産管
理情報を見ることが出来ます。
(1) 生産管理情報収集条件
① 生産モードが基板生産でかつ全搭載点搭載の場合
② 一度収集を始めた後は,次の生産からは,前回の収集データに追加収集します。
新たに収集したい場合は,クリアを行う必要があります。
(2) 項目
① 総合管理情報
NO
項目
項目項目
項目
内容
内容内容
内容
1
生産基板枚数
最後に生産管理情報をクリア後,生産した基板枚数(完成品のみ)
2
生産枚数(回路)
生産した回路数
(実績枚数
×
回路数
−
バッドマーク検出回数)
3
生産開始時刻
最後に生産管理情報をクリア後,最初に生産を開始した日時と時刻
4
生産終了時刻
この生産プログラムで最後に生産を終了した日時と時刻
5
運転時間
生産開始から生産終了の間で,停止時間と、基板搬送待ち時間を除く時間の累計。
(一時停止の時間は含まれません)
6
基板搬入待ち時間
クランプ解除から
In
センサが
On
するまでの時間の累計。
但し、クランプ解除時、アウトバッファに基板が存在する場合は、搬出待ち時間になります。
また、クランプ解除時、アウトバッファに基板が無く、
In
センサもしくは、
Wait
センサが既
に
On
状態の場合、搬入待ち時間に加算されません。また、搬入待ち状態中に一時停止した
場合の時間は含みません。
7
基板搬出待ち時間
クランプ解除時、
Out
センサが
On
状態(
Out
バッファに基板有)の場合で、クラ
ンプ解除から
Out
センサが
Off
するまで(
Out
バッファに有った基板が搬出される
まで)の時間累計。
クランプ解除時
Out
バッファに基板が無い場合は搬出待ち時間に加算されません。
(2030の場合は、次工程が搬入可能状態の場合に限ります。)
但し、最終基板
の場合は、
Out
センサの
On
/
Off
にかかわらず、クランプ解除から搬送動作終了するまでの
時間が加算されます。また、搬出待ち状態中に一時停止した場合の時間は含みません。
8
基板搬送待ち時間
基板搬送動作開始から動作完了までの時間の累計。
但し、搬送動作中に一時停止した場合の時間は含みません。
9
チョコ停時間
生産開始から生産終了の間で,一時停止,非常停止時間を含む異常が発生して生
産を実行できなかった時間の累計
【チョコ停時間】=
【トラブル停止時間】+【部品切れ停止時間】
10
メンテナンス時間
ユーザ要求(ストップキー)の一時停止でマシンが停止した時間の累計。部品保
護による一時停止や、サイクル停止もユーザ要求とし、メンテナンス時間に加算
されます。
11
トラブル停止時間
「操作オプション
_
エラー時一時停止」がチェックされている場合の一時停止
と、生産が続行できない状態(
IC
回収ベルト満杯等)の一時停止、非同期事象(バ
ンク下降等)での一時停止でマシンが停止した時間の累計。
但し、一時停止要因が「部品切れ」の場合は【部品切れ停止時間】に加算されます。
12
部品切れ停止時間
部品切れ一時停止と、リトライリストでの一時停止でマシンが停止した時間の累計。
13
停止時間
メンテナンス時間,トラブル停止時間,部品切れ停止時間の総和の累計
14
吸着率
(吸着成功回数
/
(吸着成功回数
+
吸着エラー回数))
×
100
15
実装率
(搭載成功回数
/
(吸着成功回数
+
吸着エラー回数))
×
100
16
リトライ率
100
−
吸着率
17
総吸着数
吸着を成功した部品の総数
18
総搭載数
搭載に成功した部品の総数
19
バッドマーク検出回数
不良回路を検出した回数
20
BOCマーク認識エラー回数
BOCマーク認識エラー回数
21
ICマー認識エラー回数
ICマーク認識エラー回数
22
部品切れ停止回数
部品切れ停止回数
6 - 27
② フィーダ毎管理情報
NO
項目
項目項目
項目
内容
内容内容
内容
1
総吸着回数
該当供給装置で吸着吸着動作をした回数
2
吸着数
該当供給装置で吸着に成功した部品数
3
搭載数
該当供給装置から吸着し搭載した部品数
4
部品損失
該当供給装置で損失した部品数
(総吸着回数
―
リトライ
×
(部品データのリトライ回数
+
1)―
搭載数)
<MTCの場合のみ:(総吸着回数
―
搭載数)>
5
吸着エラー
該当供給装置で吸着に失敗した回数
6
部品切れ
該当供給装置で部品切れが発生した回数
7
リトライ
該当供給装置でリトライオーバによるエラーが発生した回数
(部品データの「リトライ回数」で設定されている回数分吸着を行い、吸着でき
なかった時に「1」カウントアップされます。)
8
LA認識
該当供給装置でLA認識リトライオーバによるエラーが発生した回数
9
画像認識
該当供給装置で画像認識によるエラーが発生した回数(2020、2040)
10
リード曲り
部品認識でリード曲りと判定された回数
11
異部品
異部品を検出した回数
12
ベリファイ
ベリファイエラーと判定された回数
13
チップ立ち
該当供給装置から吸着した部品でチップ立ちと判定された回数
14
コプラ
コプラナリティでリード浮きと判定された部品数
フィーダ部品では,「リトライ=部品切れ」となり,トレイ部品では残数0が「部品切れ」,リ
トライオーバは「リトライ回数」として検出されます。
部品データで設定されているリトライ数を変更したときは、生産管理情報をクリアし、カウン
トし直してください。クリアせずに積算すると、リトライの情報が誤った値になります。
6-2-3-1.
基本
基本基本
基本操作法
操作法操作法
操作法
① 総合:生産管理情報はメニューバーの[ウィンドウ → 生産管理情報
→ 総合]により
6-2-3-1-1 を表示します。
図 6-2-3-1-1 生産管理情報(総合)
注意:
注意:注意:
注意:
6 - 28
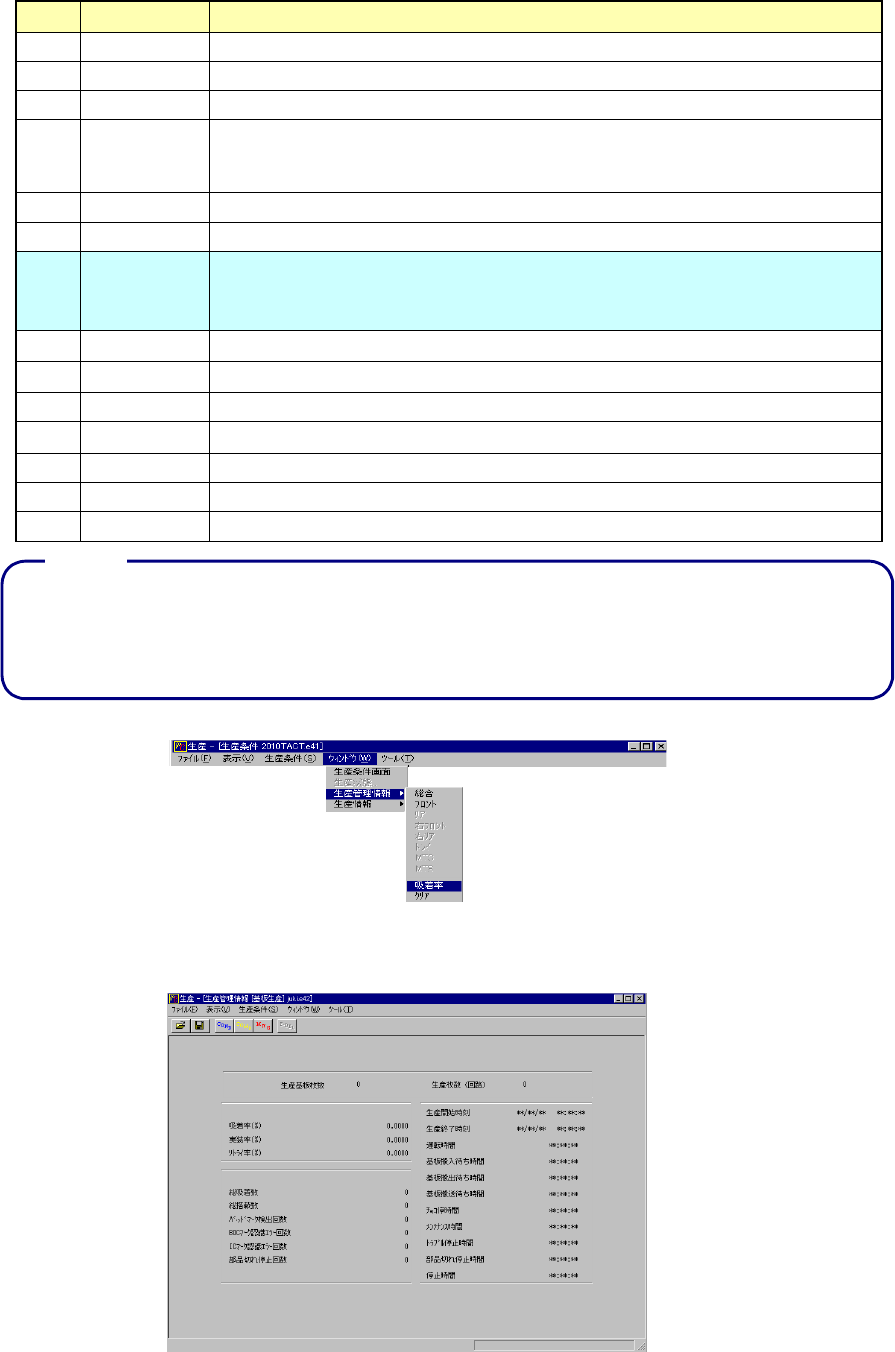
② フロント
生産管理情報はメニューバーの[ウィンドウ → 生産管理情報 → 左フロント]により 図
6-2-3-1-2 を表示します。
図
図図
図 6-2-3-1-2
生産管理情報(フロント)
生産管理情報(フロント)生産管理情報(フロント)
生産管理情報(フロント)
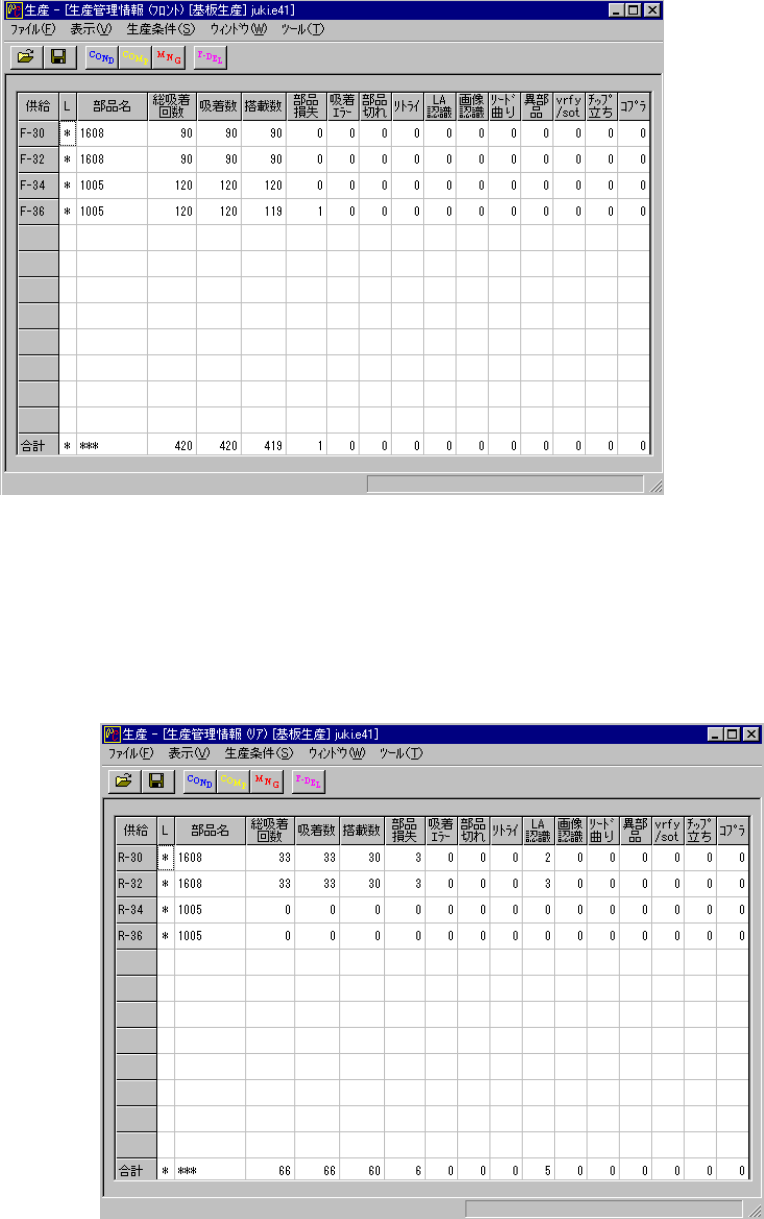
③ リア
生産管理情報はメニューバーの[ウィンドウ → 生産管理情報 → リア]により 図 6-2-3-1-3 を
表示します。
図
図図
図 6-2-3-1-3
生産管理情報(
生産管理情報(生産管理情報(
生産管理情報(リア
リアリア
リア)
))
)