KE2010取扱説明書Ver.2.01和文Rev.08.pdf - 第634页
11 - 7 ⑤ 終了時保存の問い合わせをしない。 ・ 生産条件画面終了時の生産プログラ ムの保存の問い合わせの実行をチェックボックスで 設定します。 ・ 本項目をチェックすると,生産条件画面終了時のダイアログを表示しません。 ⑥継続生産時、 「継続生産を行わない」をデフォルトとする。 ・< ST ART> スイッチ押下で表示する生産開始前処理ダイアログ(継続生産ファイルがある 場合) にて、 「継続生産を行う」 「継続生産を…
11 - 6
11-4-2.
生産中に於ける表示
生産中に於ける表示生産中に於ける表示
生産中に於ける表示オプションの設定
オプションの設定オプションの設定
オプションの設定
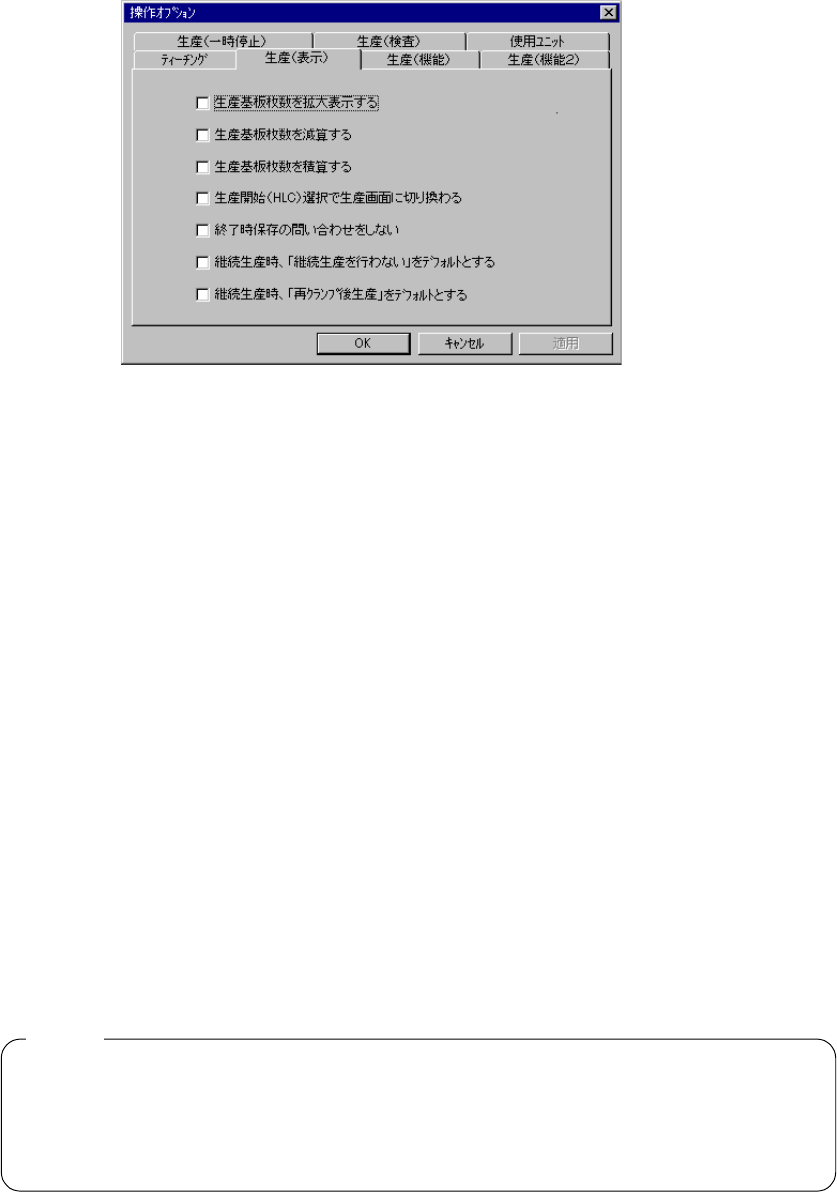
メニュー→オプション→操作オプション設定を選択すると,設定ダイアログが表示されます。
“生産(表示)”のタブを選択すると,図 11-4-2 の生産中の表示のオプション設定画面が表示され
ます。
図
図図
図 11-4-2
生産中に於ける表示オプション設定
生産中に於ける表示オプション設定生産中に於ける表示オプション設定
生産中に於ける表示オプション設定
(1) 設定方法
① 生産基板枚数を拡大表示する。
・ 生産基板枚数の表示方法をチェックボックスで設定します。
・ 本項目をチェックすると,生産実行中に生産した基板枚数を大文字で表示します。
② 生産基板枚数を減算する。
・ 生産基板枚数の表示方法をチェックボックスで設定します。
・ 本項目をチェックすると,残りの生産予定枚数の表示になります。
・ チェックしていない場合は,生産実績枚数が表示されます。
③ 生産基板枚数を積算する。
・ 生産基板枚数の更新方法をチェックボックスで設定します。
・ 本項目をチェックすると,生産管理情報をクリアしない限り実績枚数が積算されます。
(通算枚数の表示になります)
・ チェックしていない場合は,実績枚数は<スタート>スイッチが押されたときにゼロにク
リアされます。
④ 生産開始(HLC)選択で生産画面に切り換わる。
・ HLCによる生産開始時の画面の自動切換の実行をチェックボックスで設定します。
・ 本項目をチェックすると,初期(メインメニュー)状態で,HLCにより基板生産を開始
すると,HLCからの生産プログラムデータのダウンロード終了後自動的に生産条件(基
板生産)画面に切り換わります。
・ 本項目は,マシンセットアップのマルチステーション設定の“HLC接続”が“接続す
る”に設定されているときのみ有効です。
・ HLCからダウンロードされた生産プログラムデータに異常があるときは,画面は切り
換わりません。
注意:
注意:注意:
注意:

11 - 7
⑤ 終了時保存の問い合わせをしない。
・ 生産条件画面終了時の生産プログラムの保存の問い合わせの実行をチェックボックスで
設定します。
・ 本項目をチェックすると,生産条件画面終了時のダイアログを表示しません。
⑥継続生産時、「継続生産を行わない」をデフォルトとする。
・<START>スイッチ押下で表示する生産開始前処理ダイアログ(継続生産ファイルがある
場合)にて、「継続生産を行う」「継続生産を行わない」のラジオボタンのデフォルトをチ
ェックボックスで設定します。
・ 本項目をチェックすると,生産開始前処理ダイアログ(継続生産ファイルがある場合)に
て、「継続生産を行う」「継続生産を行わない」のラジオボタンのデフォルトを「継続生産
を行わない」に設定します。
・ チェックしていない場合は,「継続生産を行う」に設定します。
⑦ 継続生産時、再クランプ後生産をデフォルトとする。
・ 生産開始前ダイアログ表示時、継続生産ファイルがあり、生産動作(「基板搬入後生産」、
「再クランプ後生産」)の初期選択が可能な場合の生産動作のデフォルトを設定します。
・ 本項目をチェックすると,「再クランプ後生産」が選択されます。
・ 本項目をチェックしていない場合,「基板搬入後生産」が選択されます。
確定したら,<OK>を押下します。また,設定を行わない場合は,<キャンセル>を押下
します。
11 - 8
11-4-3. 生産の機能オプションの設定
生産の機能オプションの設定生産の機能オプションの設定
生産の機能オプションの設定
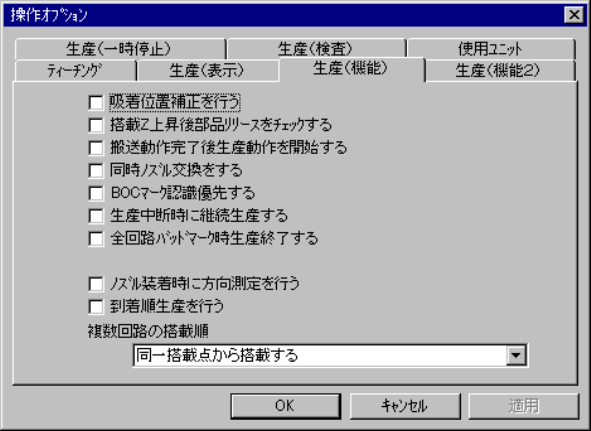
メニュー→オプション→操作オプション設定を選択すると,設定ダイアログが表示されます。
“生産
(
機能
)
”のタブを選択すると,図
11-4-3
の生産の機能のオプション設定画面が表示されま
す。
図
図図
図
11-4-3
生産の機能オプション設定(標示例.
生産の機能オプション設定(標示例.生産の機能オプション設定(標示例.
生産の機能オプション設定(標示例.
KE-2030
)
))
)
(1)
設定方法
①
吸着位置補正を行う。
・
吸着位置補正の実行をチェックボックスで設定します。
・
本項目をチェックすると,センタリングした結果から吸着位置を補正します。
・
チェックしていない場合は,部品データの「吸着位置補正」の指定は無視され,補正は実
行されません。
②
搭載Z上昇後部品リリースをチェックする。
・
部品搭載時の部品のノズル離れ確認の実行をチェックボックスで設定します。
・
本項目をチェックすると,部品搭載動作後のZ軸上昇時に,部品がノズルに残っていない
ことをレーザにより確認します。
・
チェックしていない場合は,部品データの「部品リリース確認」の指定は無視され,確認
は行われません。
③
搬送動作完了後生産動作を開始する。
・
生産動作の搬送待ちをチェックボックスで設定します。
・
本項目をチェックすると,基板のクランプが完了するまで生産動作を待ち合わせします。
・
チェックしない場合は,基板のクランプが完了する前に生産動作を開始します。
④
同時ノズル交換をする。
・
同時ノズル交換をチェックボックスで設定します。
・
本項目をチェックすると,同時交換を実行します。
・チェックしない場合は,同時ノズル交換を実行しません。