KE2010取扱説明書Ver.2.01和文Rev.08.pdf - 第643页
11 - 16 ⑥ ノンストップオペレーション(MTC) [KE−2030を除く] ・MTCのノンストップオペレーション機能の実行をチェックボックスで設定します。 ・本項目をチェックすると,ノンストップオペレーション機能が有効になります。 ・本項目はマシンセットアップの使用ユニットで MTC が“ TR6 D ”に選択されているとき のみ有効になります。 ⑦ オルタネート(MTC) [KE−2030を除く] ・ ノンストップオペレー…
11 - 15
11-4-7.
使用ユニットのオプション設定
使用ユニットのオプション設定使用ユニットのオプション設定
使用ユニットのオプション設定
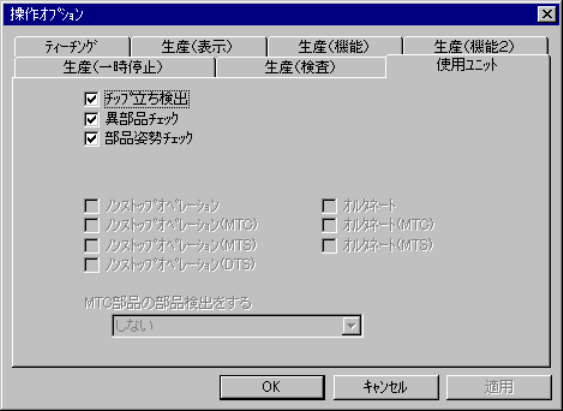
ニュー→オプション→操作オプション設定を選択すると,設定ダイアログが表示されます。“使
用ユニット”のタブを選択すると,図
12-4-7
の使用ユニットのオプション設定画面が表示され
ます。
図
図図
図
12-4-7
使用ユニットのオプション設定(表示例.
使用ユニットのオプション設定(表示例.使用ユニットのオプション設定(表示例.
使用ユニットのオプション設定(表示例.
KE-2020
)
))
)
(1)
設定方法
①
チップ立ち検出
・
チップ立ち検出の実行をチェックボックスで設定します。
・
本項目をチェックすると,部品データの「チップ立ち」が有効になります。
②
異部品チェック
・
異部品チェック機能の実行をチェックボックスで設定します。
・
本項目をチェックすると,部品データの「異部品判定」が有効になります。
③
部品姿勢チェック
・
部品姿勢チェック機能の実行をチェックボックスで設定します。
・本項目をチェックすると,部品データの短辺と長辺の比率と測定結果の比率を比較し,
差が一定範囲に収まっていない場合に部品姿勢エラーとします。
④ ノンストップオペレーション
・
ノンストップオペレーション機能の実行をチェックボックスで設定します。
・
本項目をチェックすると,ノンストップオペレーション機能が有効になります。
・プログラム編集でフロント
/
リアに対称にフィーダを設置した場合に,ノンストップオペ
レーションが実行可能になります。
⑤ オルタネート
・ノンストップオペレーション機能を有効にすると設定可能になります。ノンストップオ
ペレーション時のオルタネート生産モード機能の実行をチェックボックスで設定します。
・本項目をチェックすると,オルタネート生産モードが有効になります。
・本項目のチェック状態は、ノンストップオペレーションの有効/無効に依りません

11 - 16
⑥ ノンストップオペレーション(MTC)[KE−2030を除く]
・MTCのノンストップオペレーション機能の実行をチェックボックスで設定します。
・本項目をチェックすると,ノンストップオペレーション機能が有効になります。
・本項目はマシンセットアップの使用ユニットで
MTC
が“
TR6D
”に選択されているとき
のみ有効になります。
⑦ オルタネート(MTC)[KE−2030を除く]
・ノンストップオペレーション(MTC)機能を有効にすると設定可能になります。MTC
ノンストップオペレーション時のオルタネート生産モード機能の実行をチェックボック
スで設定します。
・
本項目をチェックすると,MTCオルタネート生産モードが有効になります。
・本項目のチェック状態は、ノンストップオペレーション(MTC)の有効/無効に依りま
せん。
⑧ ノンストップオペレーション(MTS)[KE−2030を除く]
・MTSのノンストップオペレーション機能の実行をチェックボックスで設定します。
・本項目をチェックすると,ノンストップオペレーション機能が有効になります。
・
本項目はマシンセットアップの使用ユニットで
MTS
が“
TR5D
”に選択されているとき
のみ有効になります。
⑨ オルタネート(MTS)[KE−2030を除く]
・ノンストップオペレーション(MTS)機能を有効にすると設定可能になります。MTS
ノンストップオペレーション時のオルタネート生産モード機能の実行をチェックボック
スで設定します。
・
本項目をチェックすると,MTSオルタネート生産モードが有効になります。
・本項目のチェック状態は、ノンストップオペレーション(MTS)の有効/無効に依りま
せん。
⑩
ノンストップオペレーション(DTS)[KE−2030を除く]
・DTSのノンストップオペレーション機能の実行をチェックボックスで設定します。
・本項目をチェックすると,ノンストップオペレーション機能が有効になります。
・DTS部品数自動補充
ノンストップモードで生産中、<SUPPLY>スイッチを押して部品補充を行い、再
度<SUPPLY>スイッチを押して部品補充モードを解除した時、部品補充を行った側
の段の部品数を自動的に満杯状態にします。
・
本項目はマシンセットアップの使用ユニットで
DTS
が“使用する”に設定されていると
きのみ有効になります。
⑪ MTC部品の部品検出をする。[KE−2030以外]
・
MTC部品吸着時の部品検査をコンボボックスで設定します。(a.がデフォルト)
a.しない
:部品検出しません。
b.ファイル読込み
:生産プログラムファイル変更時に部品検出します。
c.部品補給
:
MTC
のサプライキー押下で部品補給完了時に部品検出します。
・
「ファイル読込み」または「部品補給」を選択すると、満杯補充したMTCトレーの部品
を吸着する際に、MTC内のHMSにより、トレー上の部品有無を検出し、部品のある位
置から吸着を開始します。
・
「しない」を選択した場合に、満杯補充にすると、必ずトレーの部品先頭位置から吸着を
始めます。
・
本項目はマシンセットアップの使用ユニットで
MTC
が“
TR6D
”に選択されているとき
のみ有効になります。
確定したら,<OK>を押下します。また,設定を行わない場合は,<キャンセル>を押
下します。
12 - 1
12
12-1. テープフィーダの交換
テープフィーダの交換テープフィーダの交換
テープフィーダの交換
12-1-1.
テープフィーダの交換(
テープフィーダの交換(テープフィーダの交換(
テープフィーダの交換(
8 mm, 12 mm, 16 mm, 24 mm, 32 mm
)
))
)
注意
XY
軸やヘッドの動作中に交換を行うと,テープフィーダが,動作部品に接触し,
人身及び装置に損傷を引き起こす恐れがあります。
XY
軸やヘッドの動作中は,テープフィーダの取り外しは行わないで下さい。
生産に必要なフィーダを,生産プログラムにより指定された位置にセットした
後に残されたフィーダ間のフィーダ未セット位置全てに使用しない
8 mm
テー
プフィーダ等をセットし,手や指の入る隙間を無くし,安全が確保できる様に
して下さい。
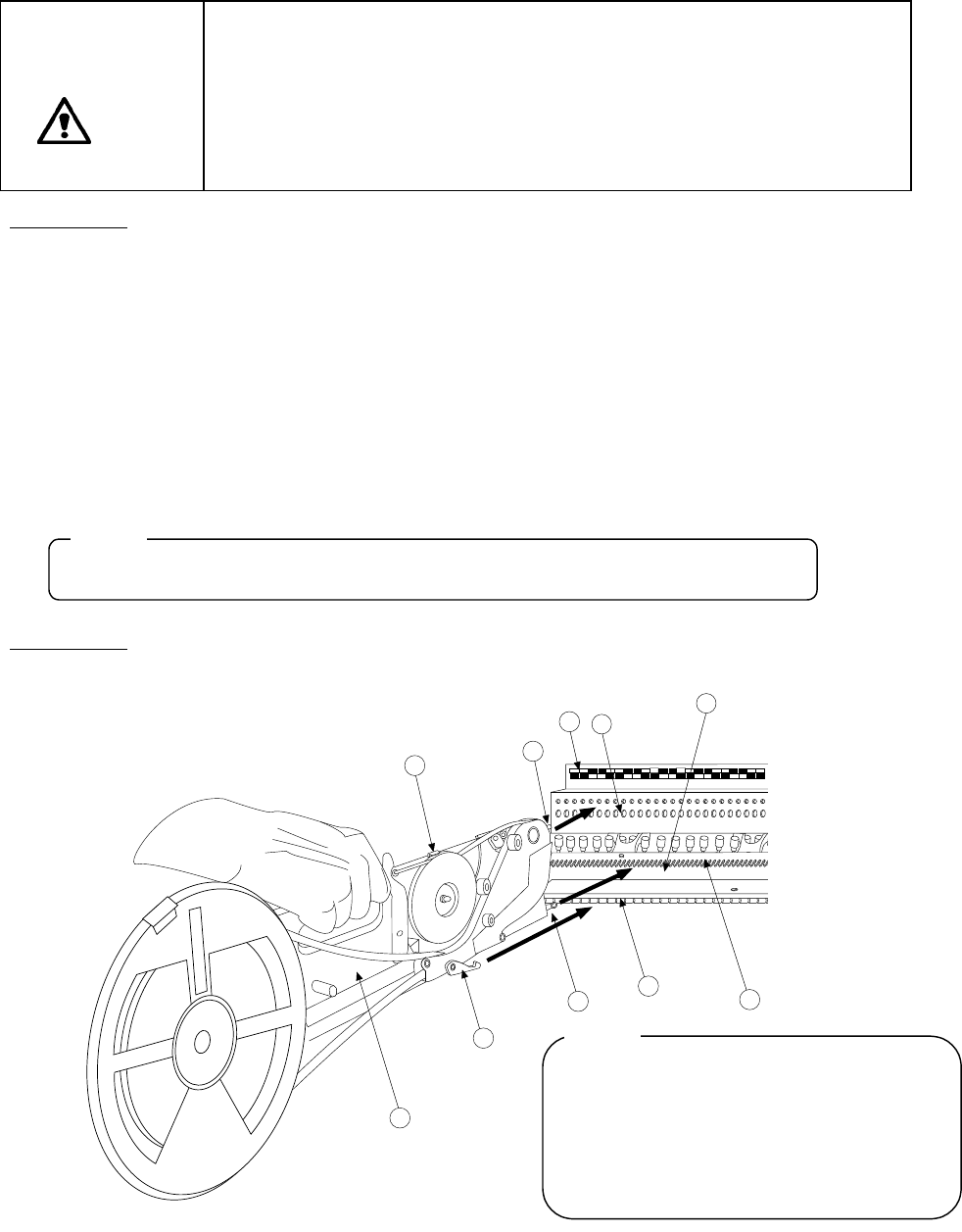
取り付け手順
1)
テープフィーダ①の底面をフィーダバンク②の上に乗せます。
2)
テープフィーダ①をスライドさせ,フィクシングプレートB⑦をガイドとしてテープフィーダの底
面のガイドピンを合せ,テープフィーダ前面の位置決めピンをフィクシングプレート③の位置決め
穴に挿入します。その際,ロックホルダ⑨をロックシャフト⑧のV溝に合せる為に,ロックリリー
スレバー⑩を軽く引きながら,テープフィーダの前面がフィクシングプレートに突き当て,ロック
リリースレバーを放してロックホルダによりロックシャフトをクランプしてテープフィーダを固
定します。
この時テープフィーダ前面の位置決めピンが挿入されている穴の上にあるポジションラベル④の
番号が,テープフィーダの装着位置を表します。
テープフィーダが浮いていたり,斜めになっていないかを確認して下さい。
取り外し手順
1)
ロックリリースレバー⑩を引きながら,テープフィーダ①を真っ直ぐ後ろに引いて取り外します。
10
5
8
2
1
9
6
3
4
7
図
図図
図
12-1-1-1
注意
注意注意
注意
:
紙テープの残材(部品を供給した後にテープフ
ィーダから排出されるテープ)が上方向にそり
上がり,テープフィーダのサポート部等にひっ
かかり,テープフィーダの送り不良の原因とな
る場合があります。残材の排出状態を確認して
下さい。
注意
注意注意
注意
: