KE2010取扱説明書Ver.2.01和文Rev.08.pdf - 第667页
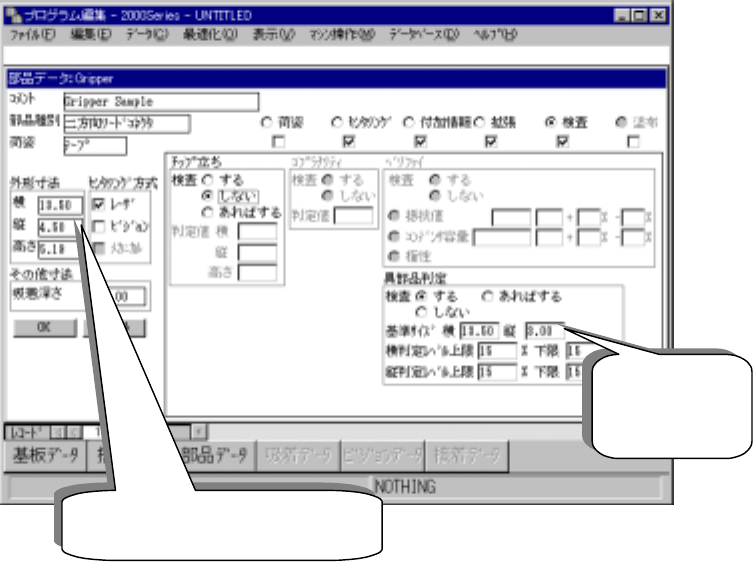
12 - 24 ④ 異部品検査の場合の注意 異部品検査を指定する場合は基準サイズに注意してください。 ◆ 基準サイズはレーザを当てる面でのモールド部のサイズであり、リードまで含め る外形寸法と は異なります。 図 図 図 図 12 12 12 12- - - -1 2 12 12 12- - - -7 7 7 7 異部品検査指定の設 異部品検査指定の設 異部品検査指定の設 異部品検査指定の設定 定 定 定 リードを含 む部品外形の縦の…
12 - 23
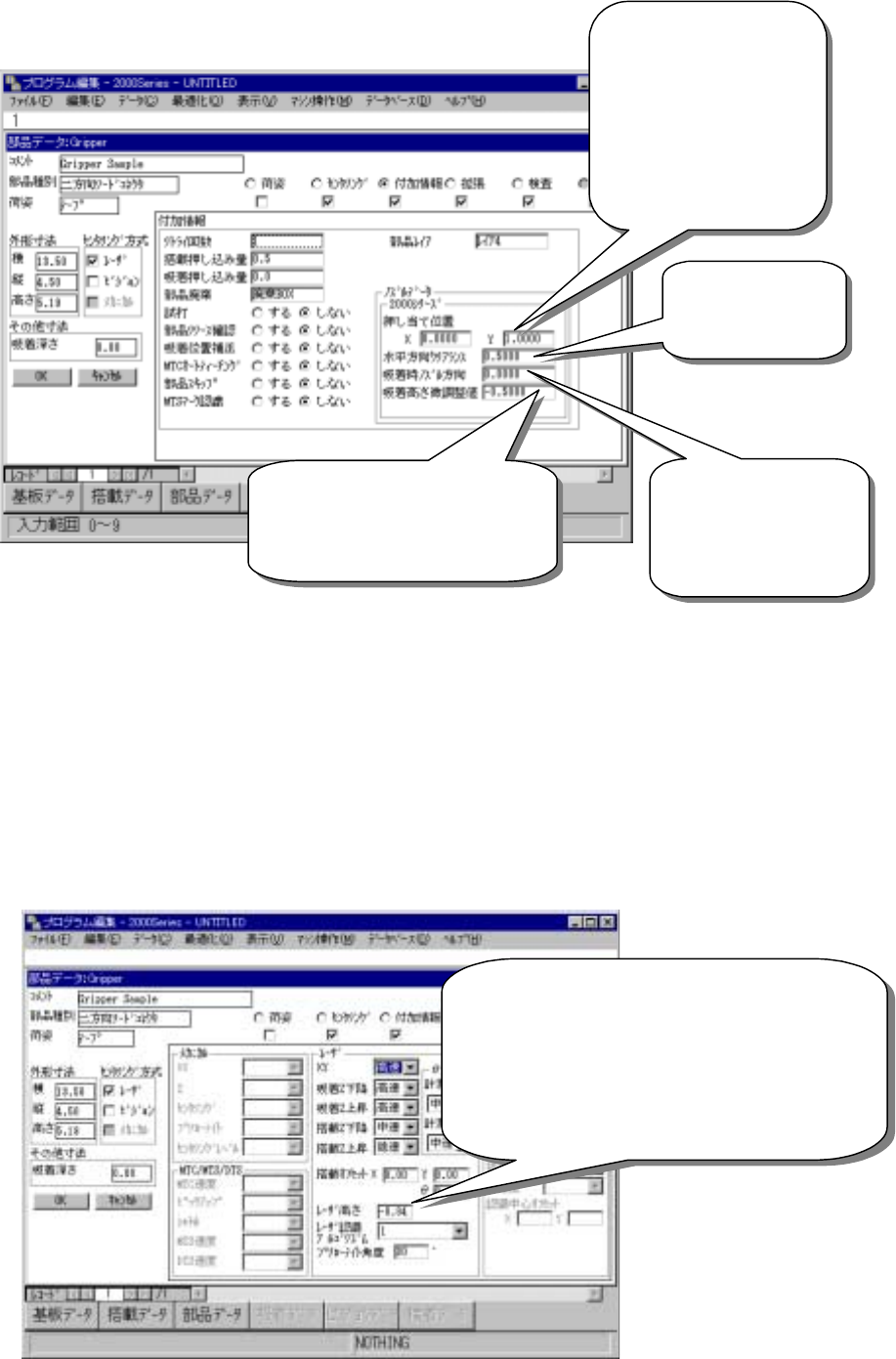
② グリッパー吸着位置の制御情報の入力
図
図図
図 12
1212
12-
--
-12
1212
12-
--
-5
5 5
5 グリッパー制御情報の設定
グリッパー制御情報の設定グリッパー制御情報の設定
グリッパー制御情報の設定
③ レーザ高さ
グリッパーノズル使用時は注意が必要です。
使用時は注意が必要です。使用時は注意が必要です。
使用時は注意が必要です。
通常ノズルの「レーザ高さ」は部品上面からレーザを当てる面までの距離を入力しますが、グリ
ッパーノズルの場合は固定側アームのノズル先端を基準にしてレーザを当てる距離を指定しま
す。
図
図図
図 12
1212
12-
--
-12
1212
12-
--
-6
6 6
6 レーザの高さ設定
レーザの高さ設定レーザの高さ設定
レーザの高さ設定
固定側アームと部
品モールド部の隙
間です。
グリッパーノズルはダンパーを
持っています。部品を水平に保持
するためには−
0.5mm
程度の押
し込み量を入れます。
ノズル先端からレーザ面までの距離を指定しま
す。
設定の目安:−(部品高さ−3.5mm)/2
とし、リードの位置により
微調整します。
画面の例 :−(5.19−3.5)/2
=−0.84
固定側アームから部品
中心までの距離です。
• “Y”
には部品モールド
部の幅(半分)のサイズ
を入力します
(
マイナス
で入力します
)
• ”X”
には
0
以外の値を
入力しないで下さい。
ノズルの角度を指定
します。
(
0
度、
90
度、
180
度、
270
度のうちから一つ
を入力してください)。
12 - 24
④ 異部品検査の場合の注意
異部品検査を指定する場合は基準サイズに注意してください。
◆ 基準サイズはレーザを当てる面でのモールド部のサイズであり、リードまで含める外形寸法と
は異なります。
図
図図
図 12
1212
12-
--
-12
1212
12-
--
-7
77
7 異部品検査指定の設
異部品検査指定の設異部品検査指定の設
異部品検査指定の設定
定定
定
リードを含む部品外形の縦の寸法
です。
レーザを当てる
モールド部の
縦寸法です。
12 - 25
3
33
3.3
33
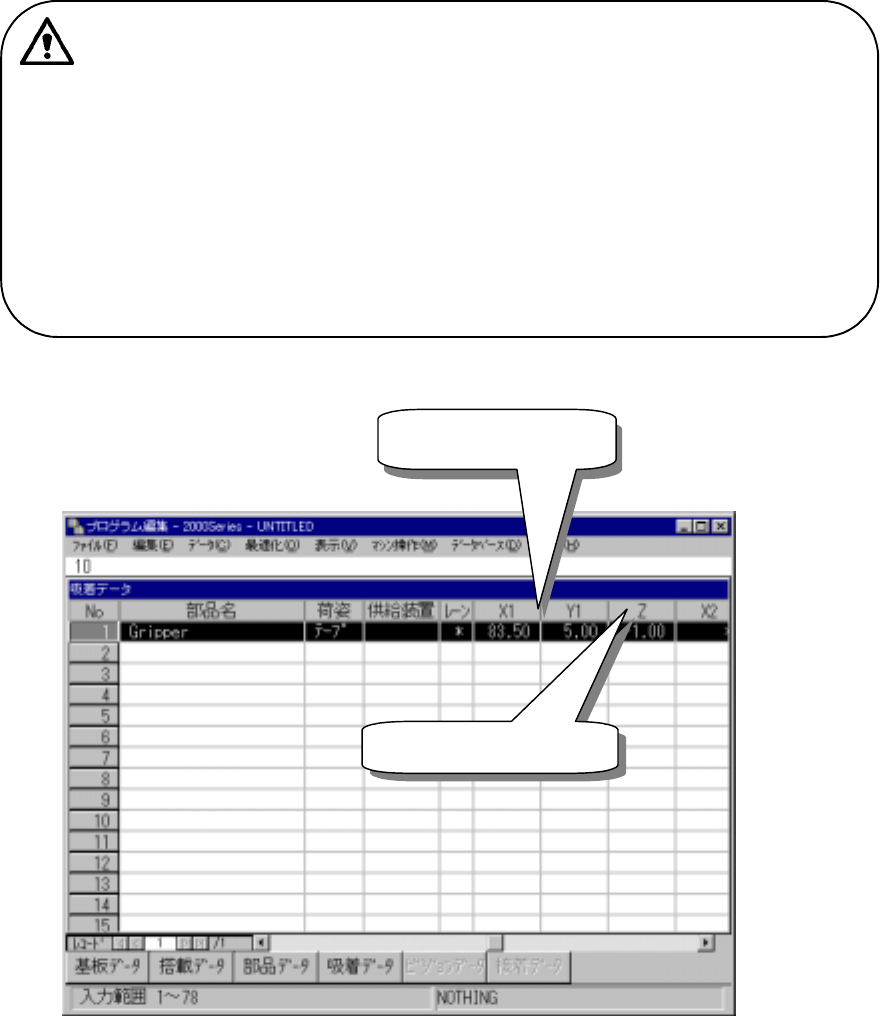
3 吸着データ
吸着データ吸着データ
吸着データ
吸着データは、通常のノズルを使用する場合と変わりません。従ってグリッパーのアーム位置
や部品上面突き当て部までの高さなどを教えるティチング操作は必要ありません。
① XY 座標:部品中心が基準です。
② Z座標 :ノズル先端(固定アーム先端=通常のノズル先端と同一高さ)を基準とします。
注意
注意注意
注意
KE750/760 と
とと
と KE2000 シリーズではグリッパーノズルを使用する場合のデータセット
シリーズではグリッパーノズルを使用する場合のデータセットシリーズではグリッパーノズルを使用する場合のデータセット
シリーズではグリッパーノズルを使用する場合のデータセット
の方法が異なりますのでご注意ください。
の方法が異なりますのでご注意ください。の方法が異なりますのでご注意ください。
の方法が異なりますのでご注意ください。KE750/760 では
ではでは
では、グリッパーノズルの場合、
、グリッパーノズルの場合、、グリッパーノズルの場合、
、グリッパーノズルの場合、
必ず吸着位置ティーチングが必要であり、
必ず吸着位置ティーチングが必要であり、必ず吸着位置ティーチングが必要であり、
必ず吸着位置ティーチングが必要であり、Y 座標は固定アームを目視で約
座標は固定アームを目視で約座標は固定アームを目視で約
座標は固定アームを目視で約 1mm 離した
離した離した
離した
位置を決め、
位置を決め、位置を決め、
位置を決め、Z 座標の場合はグリッパーノズル中央の部品上面突き当て位置がフィーダ
座標の場合はグリッパーノズル中央の部品上面突き当て位置がフィーダ座標の場合はグリッパーノズル中央の部品上面突き当て位置がフィーダ
座標の場合はグリッパーノズル中央の部品上面突き当て位置がフィーダ
上の部品上面に丁度当たる高さをティーチングで決めてやるなど、ティーチングで微
上の部品上面に丁度当たる高さをティーチングで決めてやるなど、ティーチングで微上の部品上面に丁度当たる高さをティーチングで決めてやるなど、ティーチングで微
上の部品上面に丁度当たる高さをティーチングで決めてやるなど、ティーチングで微
調整が必ず必要でしたが、
調整が必ず必要でしたが、調整が必ず必要でしたが、
調整が必ず必要でしたが、KE2000 シリーズでは吸着位置のティーチングをしなくても
シリーズでは吸着位置のティーチングをしなくてもシリーズでは吸着位置のティーチングをしなくても
シリーズでは吸着位置のティーチングをしなくても
使えるように微調整値はノズル情報(
使えるように微調整値はノズル情報(使えるように微調整値はノズル情報(
使えるように微調整値はノズル情報(FD で読み込んだもの)や部品固有のものは部品
で読み込んだもの)や部品固有のものは部品で読み込んだもの)や部品固有のものは部品
で読み込んだもの)や部品固有のものは部品
データでセットできるようになっています。
データでセットできるようになっています。データでセットできるようになっています。
データでセットできるようになっています。
図
図図
図 12
1212
12-
--
-12
1212
12-
--
-8
8 8
8 吸着データの設定
吸着データの設定吸着データの設定
吸着データの設定
XY:部品中心です。
Z:ノズル先端基準です。