KE2010取扱説明書Ver.2.01和文Rev.08.pdf - 第76页
3 - 2 3-1-1-2. 繰返 繰返 繰返 繰返し生産 し生産 し生産 し生産 繰返し生産の場合の操作手順を示します。 ST ART 生産プログ ラムの読込 み 生産の準備 (段取り変 え) 試打確認 連続生産 後処理 (1) 生産プログ ラム を読込む • 基板生産を 行う ために 編集済み の生産プロ グラ ムを読 込みます 。 (3−6フ ァイル操作 参照 ) (2) 生産準備( 段取 り替え) • マシンステ ーシ ョン…
3 - 1
第3章
第3章第3章
第3章
操作の概要
操作の概要操作の概要
操作の概要
ここでは,本機の操作の概要を説明します。
内容としては,基本的な操作手順及び,それに付随したソフトウェアの構成についてもふれます。
3-1. 操作の流れ
操作の流れ操作の流れ
操作の流れ
ここでは,装置単独で使用する場合と,複数の装置をHLCを用いて使用する場合について,それらの操
作手順について説明します。
3-1-1. 本体装置単体で使用する場合
本体装置単体で使用する場合本体装置単体で使用する場合
本体装置単体で使用する場合
3-1-1-1. 新規基板の生産
新規基板の生産新規基板の生産
新規基板の生産
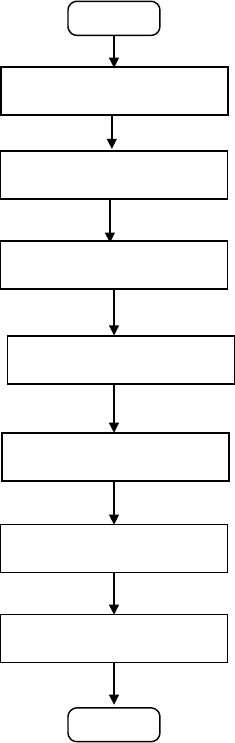
新規基板の生産の場合の操作手順を示します。
START
生産プログラムを編集
生産の準備
生産プログラムの確認
試打確認
連続生産
後処理
(2)
生産プログラムを編集
• 生産プログラムを作成します。(第4章プログラム編集参照)
この時、BOCマーク・ICマークのマークティーチングを行なう必
要が有ります。(6-4. マークのティーチング参照)
(3)
生産準備
• 部品供給装置の設定、ノズル割付の確認を行います。
(第7章生産手順参照)
(4)
生産プログラムの確認
• 搭載位置追尾、吸着位置追尾、吸着高さ追尾、測定を実施し生産プ
ログラムが正しいか確認します。
(第4章プログラム編集参照)
(5)
試打ち
• 連続生産を始める前に、1∼2枚程度試打ちを行い、搭載結果の仕
上がりを確認調整します。
(第7章生産手順参照)
(6)
連続生産
• 予定枚数分の基板を生産します。
• 部品切れが発生した場合は、部品を順次補給していきます。
(第7章生産手順参照)
END
搬送部の設定
(1)
搬送部の設定
• 搬送部を生産する基板に合わせて設定します。
(第7章生産手順参照)
3 - 2
3-1-1-2. 繰返
繰返繰返
繰返し生産
し生産し生産
し生産
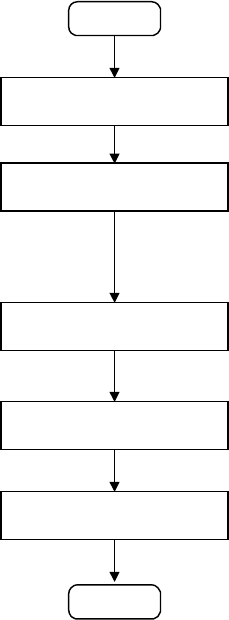
繰返し生産の場合の操作手順を示します。
START
生産プログラムの読込み
生産の準備
(段取り変え)
試打確認
連続生産
後処理
(1) 生産プログラムを読込む
• 基板生産を行うために編集済みの生産プログラムを読込みます。
(3−6ファイル操作参照)
(2) 生産準備(段取り替え)
• マシンステーション側で、搬送路の幅調整、基準ピンの位置調整
またはストッパピンの位置調整、バックアップサポートピンの調整、
ノズル割付の確認を行い、部品供給装置をセットします。
• 吸着装置のセットが終われば、吸着位置を確認調整していきます。
(第7章生産手順参照)
(3) 試打ち
• 連続生産を始める前に、1∼2枚程度試打ちを行い、搭載結果の
仕上がりを確認調整します。
(第7章生産手順参照)
(4) 連続生産
• 予定枚数分の基板を生産します。
• 部品切れが発生した場合は、部品を順次補給していきます。
(第7章生産手順参照)
END
3 - 3
3-1-2. HLCを用いる場合
HLCを用いる場合HLCを用いる場合
HLCを用いる場合
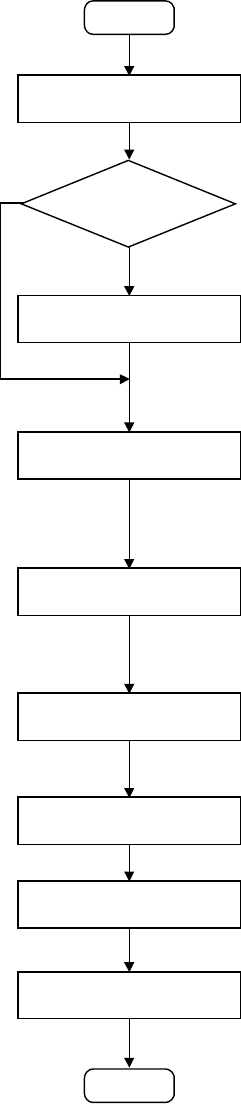
HLCを用いた場合の基板生産の手順を示します。
STAR
T
生産プログラムを編集
(1)
生産プログラムを編集
•
基板生産を行うために必要な生産プログラムデータの作成、編集を行います。
•
プログラムの作成、編集時には、どの部品をどのマシンステーションで搭載を
実行しようと考える必要はありません。
•
基板上の全搭載点を一度にプログラムして下さい。
•
プログラムの作成を終了後、最適化を実行する事により、
HLC
が自動的に搭載
データを分割してくれます。
•
同時に最適なフィーダ配置となる吸着データも作成されます。
(
HLC
取扱説明書参照)
複数の生産
プログラムの生産
生産プログラムの予約
生産プログラムを各ステー
ションにダウンロード
生産の準備
(段取り変え)
ティーチング
試打確認
連続生産
後処理
(2)
生産計画で予約し最適化を実施
•
生産を実行するプログラムを予約します。生産するプログラムが1本の場合は、
特に生産計画で予約する必要はありません。
•
複数生産する場合は、生産計画で予約しまとめて最適化を実行することができま
す。この時に、プログラムを通してフィーダの掛け替えを少なくするオプション
を使用することもできます。
(
HLC
取扱説明書参照)
(3)
生産で予約プログラムをステーションにダウンロード
•
生産計画で予約したファイルまたは、プログラム編集で作成したプログラムデー
タを直接指定します。
•
開始を選択することにより、最適化が分割したデータが各ステーションにダウン
ロードされます。
•
予定枚数の基板生産が終了するまで
HLC
は、ラインの監視モードとなります。
(
HLC
取扱説明書参照)
(4)
生産準備(段取り替え)
•
マシンステーション側で、搬送路の幅調整、基準ピンの位置調整またはストッパ
ピンの位置調整、バックアップサポートピンの調整、ノズル割付の確認を行い、
部品供給装置をセットします。
•
吸着装置のセットが終われば、吸着位置を確認調整していきます。
(第7章生産手順参照)
(5)
ティーチング
• BOC
マークや
IC
マークを使用する場合は、ティーチングを行ってください。
•
一度生産したプログラムでは2回目からは、ティーチングは不要です。
(第6章ティーチング参照)
(6)
試打ち
•
連続生産を始める前に、1∼2枚程度試打ちを行い、搭載結果の仕上がりを確認
調整します。
(第7章生産手順参照)
(7)
連続生産
•
予定枚数分の基板を生産します。予定枚数の基板が出来上がるとプログラムデー
タは自動的に
HLC
へアップロードされます。
•
部品切れが発生した場合は、部品を順次補給していきます。
(第7章生産手順参照)
(8)
後処理
•
生産プログラムの中の再流用可能なデータをデータベースへ登録しておきます。
.
•
生産管理情報の確認、集計、評価を行う場合は実績集計を使用します。
(
HLC
取扱説明書参照)
STAR
T
YES
NO