USR-SFABPIV-002S0SmartFAB生产信息浏览器用户手册 - 第19页
- 15 - USR-SFAV PIV-002S0 3.5.3 Cycle Time 报告 用于汇总在指定期间生产的电路 板的总数和周期时间。 【 Cycle Time 报告中的项目】 No 项目名 说明 1 Recipe Name 导出区间内完成生产的 Recipe 名 2 Start Time recipe 的生产开始时间 3 End Time recipe 的生产结束时间 4 Actual Panel 电路板的实际产量(不包含生产…
- 14 -
USR-SFAVPIV-002S0
【Machine Utilization报告中的项目】
No
项目
名
说明
1 Chart
机器状态的大致分类。
具体请参考下表—【Chart的含义】。
2 State
比Chart更具体的机器状态。
具体请参考下表—【State的含义】。
3 Rate
某State在所有State中所占的时间百分比。
计算方法如下。[单位:%]
100
合計の全 Timestate
Time
Rate
4 Time
处于State状态的时间 [单位:秒]
【Chart的含义】
项目名 说明
Stoped
机器处于因某种原因而停止的状态
Running
机器处于生产的状态
Wait Previous
机器处于等待前工序的状态
Wait Next
机器处于等待后工序的状态
Disconnected
机器处于和host未连接的状态
【State的含义】
项目名 说明
200V Off
动力电源处于断开状态
Change Over
正在执行初次生产的换线的确认动作(Tool set确认等)
IDLE
虽然运行准备按钮已亮灯,但是未生产的状态。
Loading
1.从前工序送入电路板到夹紧电路板的状态
2.从生产结束到将电路板送到后工序的状态
MC Off
机器电源处于关闭状态
Run
生产(加工)状态。从第一个贴装点到最后一个贴装点
Stop
因异常而错误停止(影像处理错误等)。
Connect Off
(Disconnected)
机器处于和host未连接的状态
Wait Next
机器在等待后工序发送「"请送"信号」。
Wait Part
机器因缺料而停机。该状态一旦出现就会持续,除非reset或出现其他优先度
更高的状态。
Wait Previous
机器已向前工序发出「"请送"信号」。
Wait Switch
虽然未出现错误,但是机器处于生产开始等待(启动按钮正在闪烁)状态
Maintenance
1.等待手动指令或正在执行手动指令
2.正在显示机器设置变更画面
Manual Run
这种状态在sFAB上不存在。
Wait Confirmation
这种状态在sFAB上不存在。
Confirmation
这种状态在sFAB上不存在。
Teaching
这种状态在sFAB上不存在。
Calibration
这种状态在sFAB上不存在。
所有State的Time的总和
PZ2R9S8i
PZ2R9S8i
Downloaded at 2015/10/08 22:10:820 by 3NEC4804 DL#c9OApOT1
Downloaded at 2015/10/08 22:10:820 by 3NEC4804 DL#c9OApOT1
- 15 -
USR-SFAVPIV-002S0
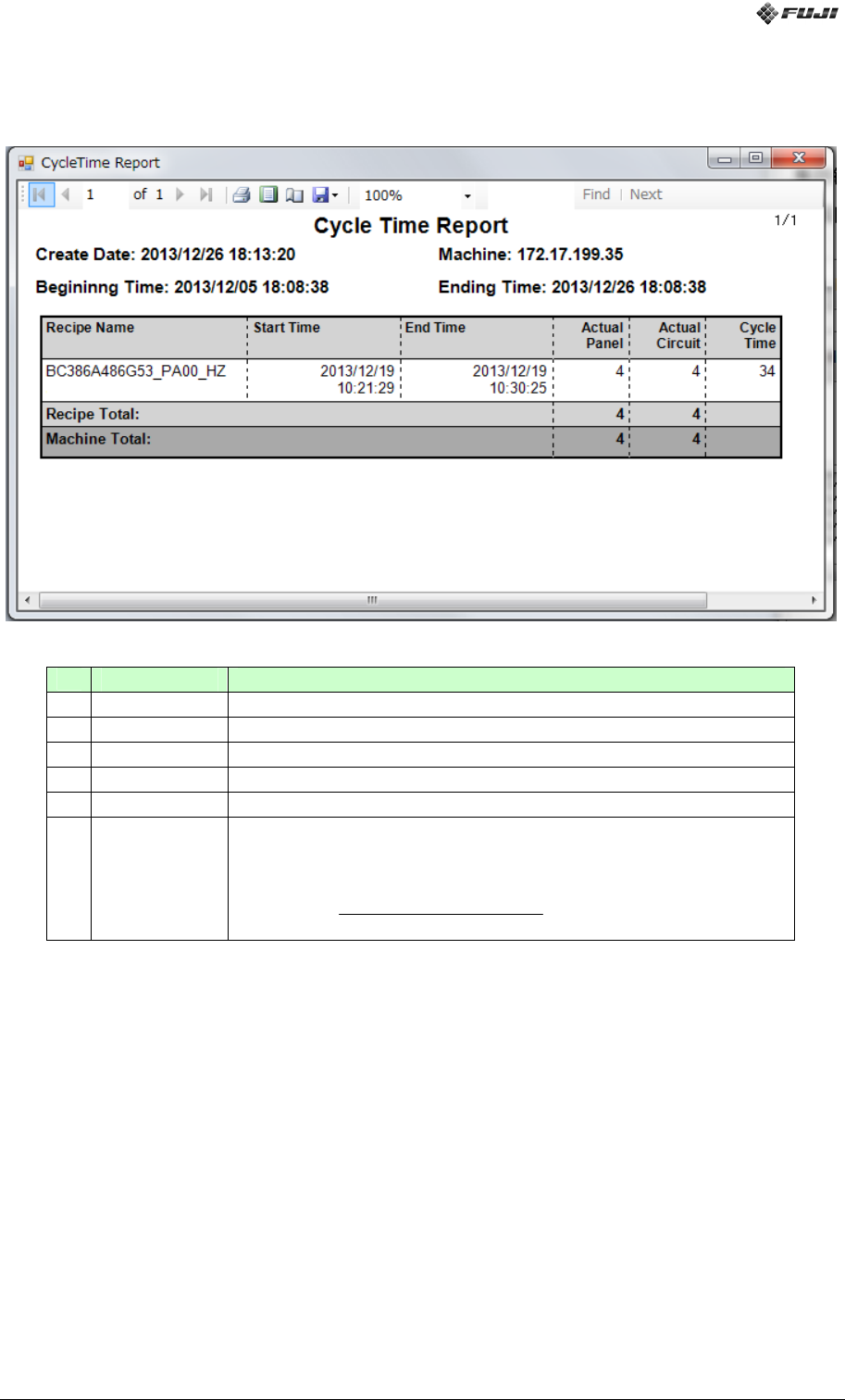
3.5.3 Cycle Time 报告
用于汇总在指定期间生产的电路板的总数和周期时间。
【Cycle Time报告中的项目】
No
项目名 说明
1 Recipe Name
导出区间内完成生产的Recipe名
2 Start Time
recipe的生产开始时间
3 End Time
recipe的生产结束时间
4 Actual Panel
电路板的实际产量(不包含生产中止的电路板数量)
5 Actual circuit
子电路板的实际产量(不包含生产中止的子电路板数量)
6 Cycle time
1块电路板的生产时间。因不明原因而停止生产的时间也包含在内。
计算方法如下。[单位:Sec.]
lActualPane
lActualPane
CycleTime
の生産時間各
①
②
③
④
⑤ ⑥
各ActualPanel的生产时间
PZ2R9S8i
PZ2R9S8i
Downloaded at 2015/10/08 22:10:820 by 3NEC4804 DL#c9OApOT1
Downloaded at 2015/10/08 22:10:820 by 3NEC4804 DL#c9OApOT1
- 16 -
USR-SFAVPIV-002S0
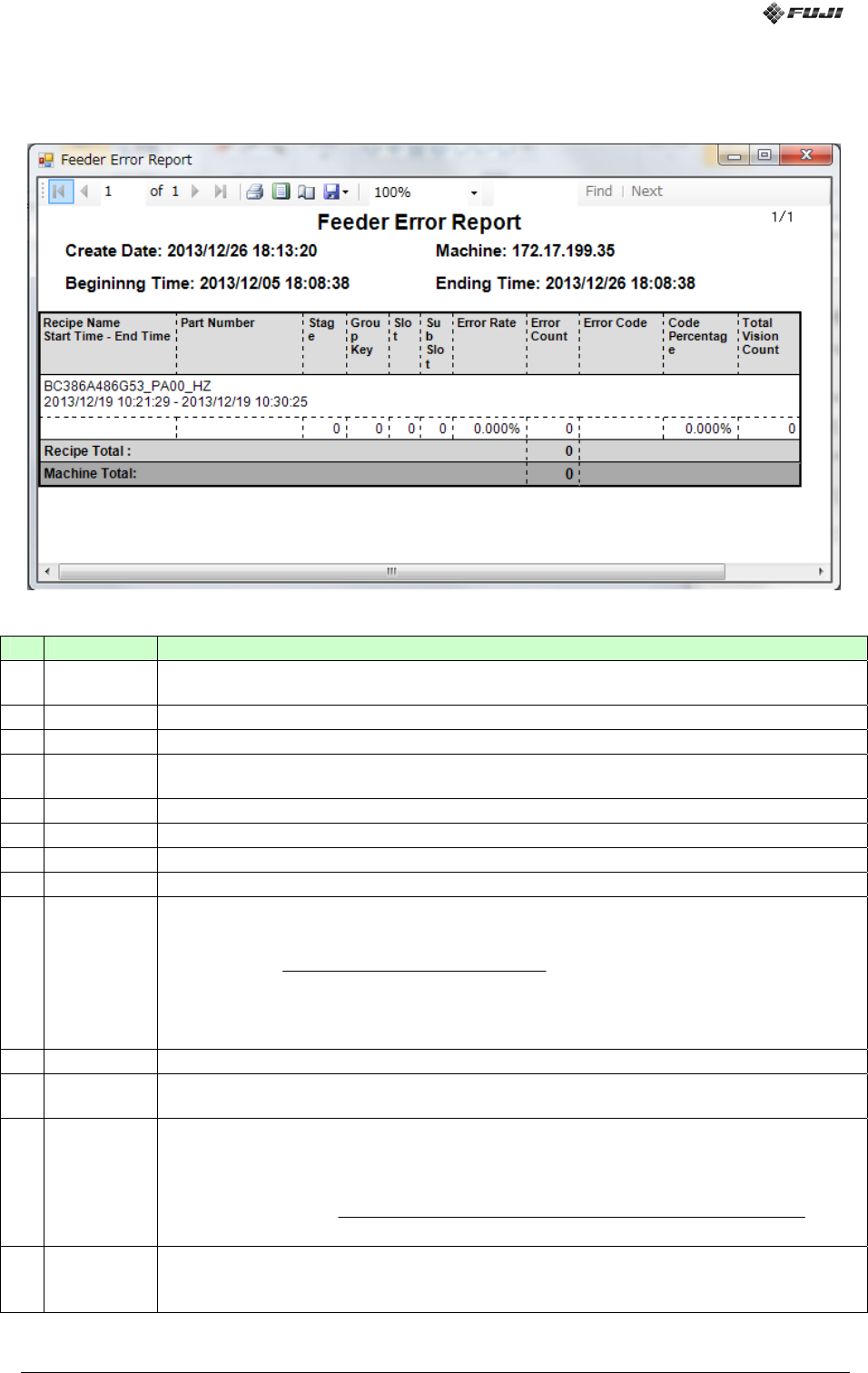
3.5.4 Feeder Error 报告
以错误编码为单位汇总发生在元件供应位置的错误。
【Feeder Error报告中的项目】
No
项目名 说明
1 Recipe
Name
导出区间内完成生产的Recipe名
2 Start Time
recipe的生产开始时间
3 End Time
recipe的生产结束时间
4 Part
Number
元件号码(元件代码)
5 Stage
Stage(请参考报告的位置显示)
6 Group Key
Group Key(请参考报告的位置显示)
7 Slot
Slot(请参考报告的位置显示)
8 Sub Slot
Sub Slot(请参考报告的位置显示)
9 Error Rate
每种在同一元件供应位置出现的错误的错误率。计算公式如下所示:
100
Re
scanCounttPickupCoun
ErrorCount
ErrorRate
※ PickupCount和RescanCount是Part Usage报告中的项目。
10 Error Code
每种在同一元件供应位置出现的错误的出错次数。
11 Error
Count
在同一元件供应位置的出错总数
12 Code
Percentage
每种错误的出错次数在同一元件供应位置的出错总数中所占的比例。计算公式如下所
示:
100
の総和コードの発生した全てのエラー ErroCount
ErrorCount
tageCodePercen
13 Total
Vision
Count
影像处理总次数(是指元件的影像处理次数。其中包含rescan时的影像处理次数)
①
②
③
④
⑤ ⑥
⑦
⑧ ⑨ ⑩
⑪
⑫
⑬
所有类型的错误的ErrorCount的总和
PZ2R9S8i
PZ2R9S8i
Downloaded at 2015/10/08 22:10:820 by 3NEC4804 DL#c9OApOT1
Downloaded at 2015/10/08 22:10:820 by 3NEC4804 DL#c9OApOT1