Administrator’s Guide-Chinese(SM320) - 第205页
Optimization 10-9 10.6. Optimizer Dialog < 运行优化 > 按钮时执行优化,执 行中会出现下面的对话框 。 按 图 10-7. " 优化 " 对话框 第一部分显示的是设备型号,部品种类数及总装 帖点数。第二部分通过检查标记显 优化的进行阶段,显示的检查标记即目前进行的阶段。第 三部分显示更详细的进 优化的进行时间 (Elapsed T i me), 剩余时 间 (R…

Samsung Component Placer SM320 Administrator’s Guide
PCBs 的步骤程序, 这可以在 MMI.的 step 操作画面中选择。 当选择了前一项,
>
对拼板 PCBs 的优化方法。当选择<由 PCB>
时,优化 会生成一种 step 程序,先生成只对单元 PCB 的优化程序然后再按
顺序对其他单元 PCBs 进行作业。与之相反,当选择<由点>时,所有 PCBs 被
认为是一个并生成一种对所有贴装点作业的优化程序。例如,在一个拼板 PCB
包括 4 个 PCBs 情况下, <由 PCB > 选项会对一个 PCB 完成作业后接着开始对
下一个 PCB 进行作业,而 <由点> 选项同时对 PCBs 1, 2, 3, 4 进行帖装作
业。
一般情况下,后一种方法可以提高整个作业效率,然而如果存在很多有缺陷的
PCBs,作业效率可能反而会比前一种方法低。
<选项> 领域
此领域是在优化执行的最优化运算法则本身设定选项。
<Component Height>选项原来用于计算部品的高度来设定贴装顺序,现在可以
进行自动计算。
<深度搜所>选项用来决定贴装顺序
运算法则的执行方法,原因是一般来说在
优化 ,贴装点越多,优化执行
时间越长,当选择<快速> 时,可以更快的决定贴装顺序,然而一般来说选择<
深度 最后的作业效率要高。
因此
了提 项的变更也不会影响吸嘴或喂料器
的配置。
<时间(sec)> 编辑 盒领域
此领域用来输入执行设备的每个动作所需的时间,并计算在优化中的作业时
间。 另外,盘式喂料器 Y and 盘式喂料器 Z 的值可以影响作业顺序的决定。
因此,为了提高作业效率及估算作业时间的精确度要输入尽可能接近真实值的
数值。
ANC: 更换吸嘴一次所需时间 (sec)
基准的: 识别基准的基准点所需时间 (sec)
视觉: 固定摄像机时识别视觉所需时间(sec)
盘式喂料器 Y: Multi-多盘式喂料器的盘式喂料器在 Y 方向移动所需时间(sec)
盘式喂料器 Z: Multi-多盘式喂料器的盘式喂料器在 Z方向移动所需时间 (sec)
Shuttle: Shuttle 盘式喂料器的 PAD 往返 1 次所需时间(sec)
则显示在<Divided PCB>盒的<一>按钮, 选择后一项则显示在<All>按钮。
在<Divided PCB>盒中的 <Extended Sequence>组合框只有在选择 <全部
时才被激活。 在这里决定优化
执行任务中帖装顺序的优化需要时间最长。另外
>时
,即使由于生产的 PCB 个数多或装贴部品数量多导致优化执行时间长,为
高作业效率,也应选择<深度> ,此选
10-8
Optimization
10-9
10.6. Optimizer Dialog
<运行优化>按钮时执行优化,执行中会出现下面的对话框。 按
图
10-7. "
优化
"
对话框
第一部分显示的是设备型号,部品种类数及总装帖点数。第二部分通过检查标记显
优化的进行阶段,显示的检查标记即目前进行的阶段。第三部分显示更详细的进
优化的进行时间(Elapsed Time), 剩余时间(Remaining Time)。
余时间只有当深度搜所选项中选择深度 时在 (Sequence Optimization) 步中显
。 优化在部品种类越多样,总装帖点数越多时进行的时间越长。第三部分中的
rogress Bar 显示目前进行的阶段。
ancel / Stop按钮是优化进行中需要中止时使用的,通常此按钮显示为Cancel,如
点击此按钮则出现User Break信息框,接着取消优化作业,即到目前进行的优化
业将全部取消。然而,如果在 优化执行选项的 深度搜所中选择 深度,将在装
顺序最优化(sequence optimization)过程中显示Stop,这时即使按下此按钮,到
前查找的 optimization solution 都被保存并根据最终结果显示一个对话框,当在
里点击 Accept键时便生成基于已查找的 optimization solution的 步骤程序。
示
行情况及
剩
示
P
C
果
作
贴
目
这
Samsung Component Placer SM320 Administrator’s Guide
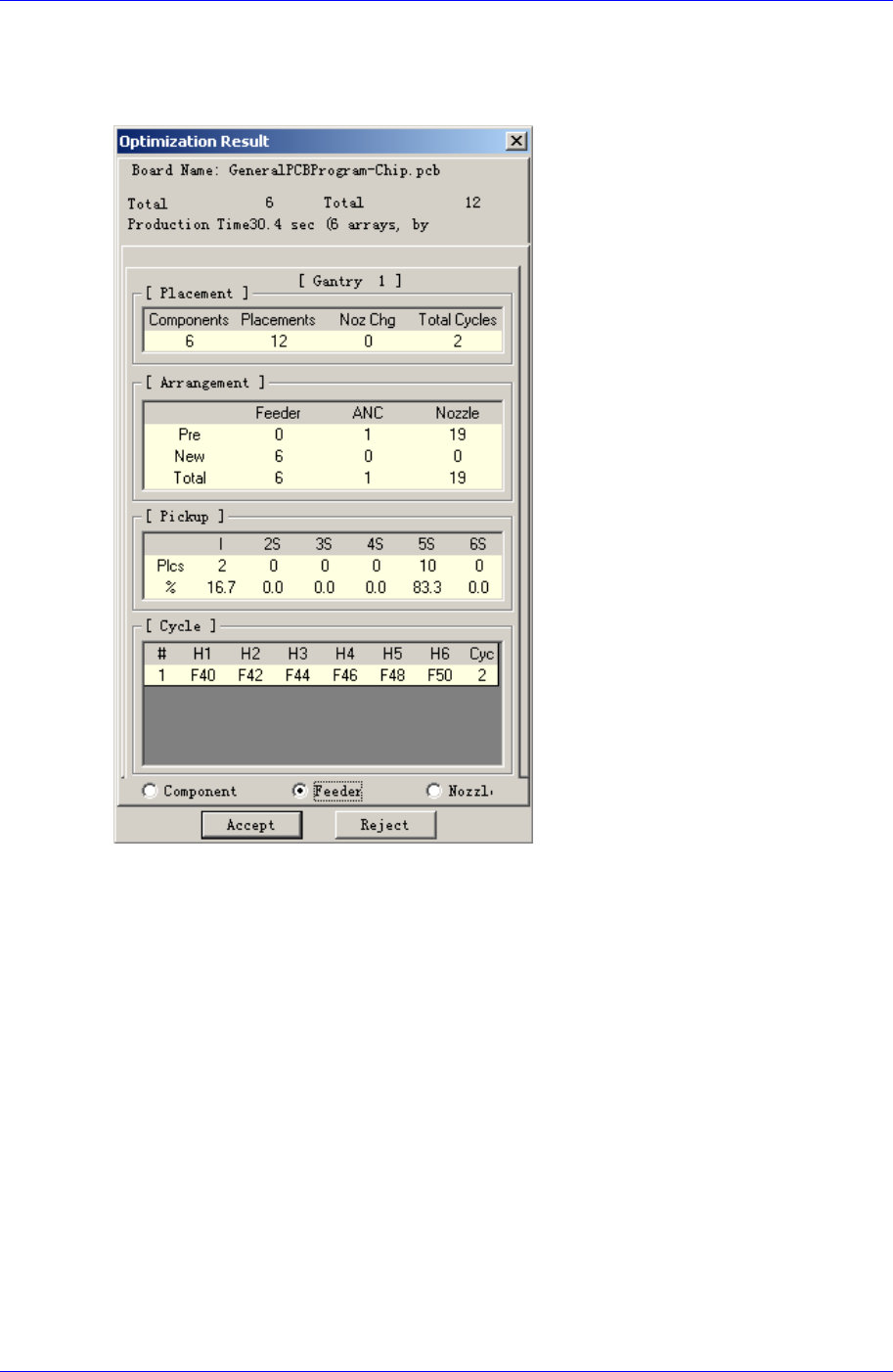
10.7. Optimiza sult
优化作业 现下面的对话框。
tion Re
结束后会出
图
10-8. “Op
此对话框
此对话框结束优化并有结果反映在 MMI 步骤程序。当点击<Reject>按钮时,结果
将不反 框会再次出现。必要时重新调
整 再
<Placement> 领域
在这部分显示部品种类数,总贴装点,吸嘴更换次数以及总作业时间。总作业
时间为基于模拟的估测值,由于不包括部品识别不良等要素,可能会与设备实
际装贴时间多少有些差异。
<Arrangement> 领域
在这部分显示带式喂料器,ANCs 和吸嘴的配置状态。Pre 表示使用者直接配置
的数量,New 表示在优化重新配置的数量,Total 表示总的配置数量。
<Pickup> 领域
timization Result”
对话框
显示的各种结果可以对优化的状态一览。当点击<Accept>按钮时,将关闭
映在 MMI 步骤程序上,并且优化选项对话
优化选项 次执行。
10-10