Administrator’s Guide-Chinese(SM320) - 第213页
Pr oduction Setup 11 - 5 Ste p 则结束作业。 Skip Align: 不进行部件的图像识别动作而进行 操作。 完成所有 Ste p 则结束作 业。 EMO: 不进行部件的供应、吸附和图像识别动作而进行操作。如果运行所有 后把 PCB 逆方向移动到 PCB IN 位置。 check box: 不进行部件的 供应、吸附和图像识别动作而进行 操作。如 UT 位置,然后把 PCB 逆方向移 , Y 轴驱动电动机…
Samsung Component Placer SM320 Administrator’s Guide
作业中选择此功能,则完成当前贴装领域内的 PCB贴装作业后,暂停设备
。
<Place Progress> 静态框
显示贴装作业过程的同时以百分比表示进行状况。
<Current Cycle> 静态框
显示当前贴装作业中的循环周期。
<Current Array> 静态框
显示当前贴装作业中的Step。
<Speed> 滑条
设定驱动轴的作业速度。
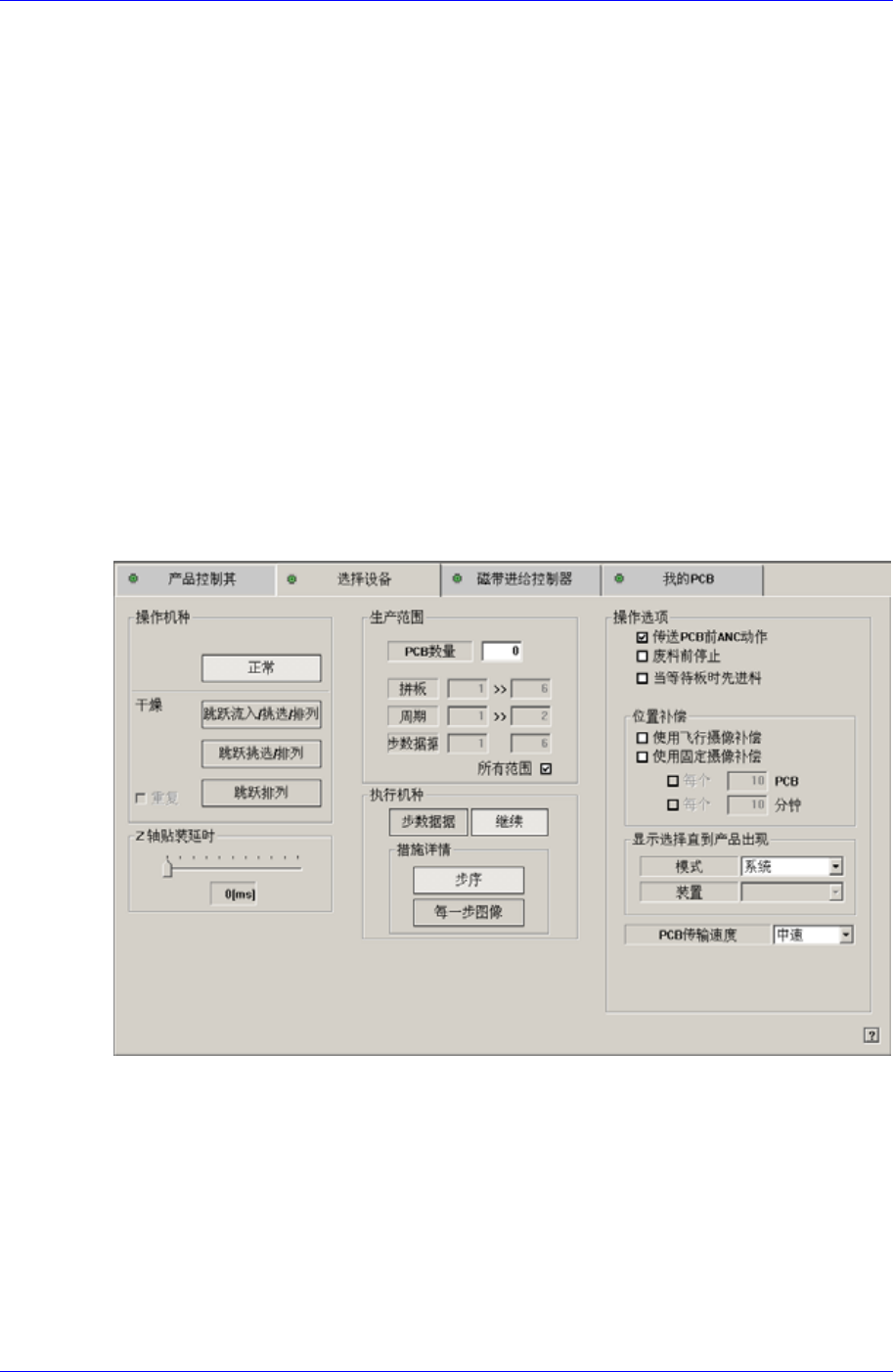
11.1.1. Option Setting
执行设定 能。单击此按钮时显示如下的对作业范围的功 话框。
图
<Operation Mode> 领域
设置驱动 Mode。可选择的 Mode 如下。
Normal Run: 正常作业启动。
Skip Feed/Pick/Align: 不进行部件的供应、吸附和图像识别而进行操作。完成所
有 Step 则结束作业。
Skip Pick/Align: 不进行部件的吸附和图像识别动作而进行操作。 完成所有
11-4. “Option Setting” TAP
对话框
11-4

Production Setup
11-5
Step 则结束作业。
Skip Align: 不进行部件的图像识别动作而进行操作。 完成所有 Step 则结束作
业。
EMO: 不进行部件的供应、吸附和图像识别动作而进行操作。如果运行所有
后把 PCB 逆方向移动到 PCB IN
位置。
check box: 不进行部件的供应、吸附和图像识别动作而进行操作。如
UT 位置,然后把 PCB 逆方向移
, Y轴驱动电动机的驱动速度。
<Z Axis Mount Delay> 滑条
部件注册时 Common Data中设置的贴装 Delay值再加上滑条中指定的值,执行
作业。该值只适用于Z轴。
<Production Range> 领域
设定作业范围。
<PCBs Count> 静态框
设定将要生产的PCB的生产数量。
<Array> 静态框
“所有的范围” 此按钮没有检查时处于活性化状态。
如果是多片PCB,设定单片的范围。
<Cycle> 静态框
“所有的范围” 有检查时处于活性化状态。
<Step> 静态框
“所有的范围
” 此按钮没有检查时处于活性化状态。 设定将要作业的Step。
Start Cycle底下的步骤设定在Start Cycle开始作业的步骤。Finish Cycle底
下的步骤设定在Finish Cycle结束作业的步骤。
<Range All> 检查框
进行全部领域的作业检查该检查框。
<Execution Mode> 领域
设置作业执行Mode。
<Step> 按钮
D
的阶段,就把 PCB 移动到 PCB OUT 位置,然
<Repeat>
果运行所有的阶段,就把 PCB 移动到 PCB O
动到 PCB IN 位置。
<Speed> 滑条
设置X
此按钮没
设定将要作业的周期的范围。

Samsung Component Placer SM320 Administrator’s Guide
设置成单位动作后停止的Mode。
<Continuous> 按钮
设置成连续动作Mode。
<Step Detail> 领域
执行机种为“步序”时,以顺序 作为单位停止动作。模式为” 每一步图像”
时,进行视觉识别时停止动作。
<Step Sequence> 选项按钮
选择对顺序的步骤进行。
<Step Vision> 选项按钮
选择对视觉的步骤进行。
<Operation Option> 领域
设定有关贴装作业的选项。
<ANC before PCB load> 检查框
装PCB之前需要先作ANC作业时检查。
<Stop before DUMP> 检查框
废料部品之后需要停止作业时检查。
<Tape feed while waiting> 检查框
利用下一个作业的PCB移动到贴装领域的时间,对Tape Feeder预先执行
Feeding作业提高作业效率的功能。但,此功能使用中停止设备则不能
使用预先Feeding的部件。
<Use Fix Camera Position Compensation>
每一个( ) PCBs/分钟编辑框
它是设备的动作当中,考虑固定照相机位置变动的可能性,完成已
设定的PCB生产数量或经过一定的时间之后,检查固定照相机上的基
准点标记的方法来补偿位置的功能。
输入生产时 ,显示相机号组合框
它是在生产当中选择连接到视觉 Monitor的摄象机的组合框。
PCB传输速度组合框
它是调整PCB在传送装置上的移送速度的组合框。
11.1.2. Tape Feeder Monitor
显示已贴装Tape Feeder的部件残存,可设定警告保健不足的部件残存, 可监视Tape
Feede部件供给有关的错误事项。
11-6