CP43维护手册.pdf.pdf - 第57页
5 – 15 V ersion 6.0 Chapter 5 The T welve Stations 5.1.6 T ape Feeder Lift Sensor Adjustment of the tape feeder lift sensor requir es a special jig. 5.1.7 Nozzle Up/down Operation The nozzle lowers to pick up the parts t…
Chapter 5 The Twelve Stations
Follow the procedure below to adjust the stroke of the waste tape
cutter claw.
(1) Attach the cam handle on the handle shaft. Turn the handle
until the cam angle indicator reads 245°.
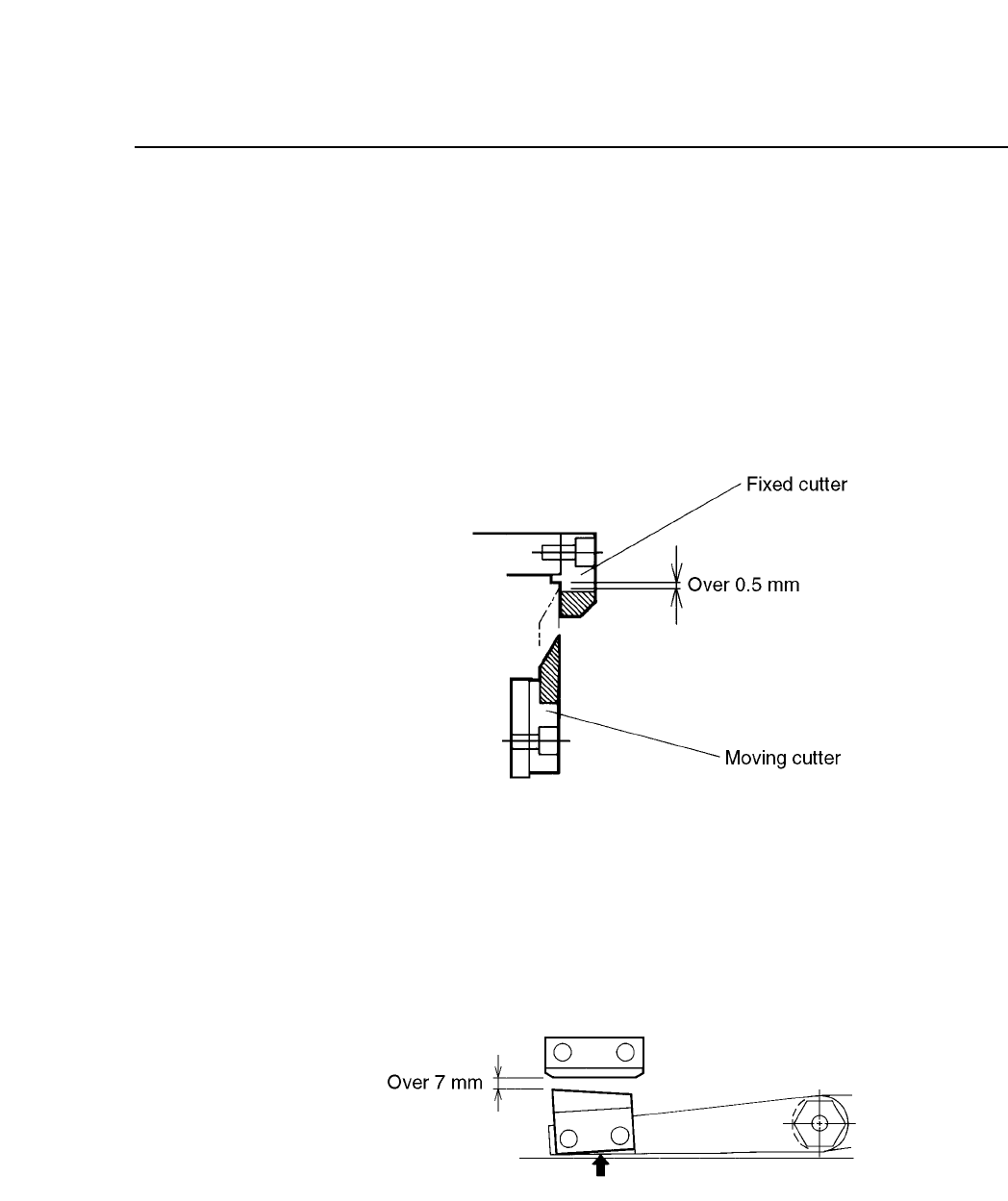
(2) With the cam angle set to 245°, adjust the rod so that the
moving cutter touches the fixed cutter. At this time, the gap
between the the tip of the moving cutter and the underside of
the fixed cutter should be more than 0.5 mm.
Fig. 5-14 Gap Between Moving and Fixed Cutter
(Cam Angle 245°)
(3) Return the cam angle to 0°. Confirm that the gap between the
moving cutter and the fixed cutter is more than 7 mm, and that
the moving cutter lever does not contact the plate.
Fig. 5-15 Gap Between Moving and Fixed Cutter
(Cam Angle 0°)
5 – 14
Version 6.0
CP IV-3 Maintenance
5 – 15
Version 6.0
Chapter 5 The Twelve Stations
5.1.6 Tape Feeder Lift Sensor
Adjustment of the tape feeder lift sensor requires a special jig.
5.1.7 Nozzle Up/down Operation
The nozzle lowers to pick up the parts that lie within the tape set in
the tape feeder, and then rises to its original position.
The nozzle's vertical operation is driven by a cam mechanism. The
cam drives a lever, which drives a rod, which drives a lever, which
drives the nozzle.
The stroke of the rod is a fixed value determined by the curve of the
cam.
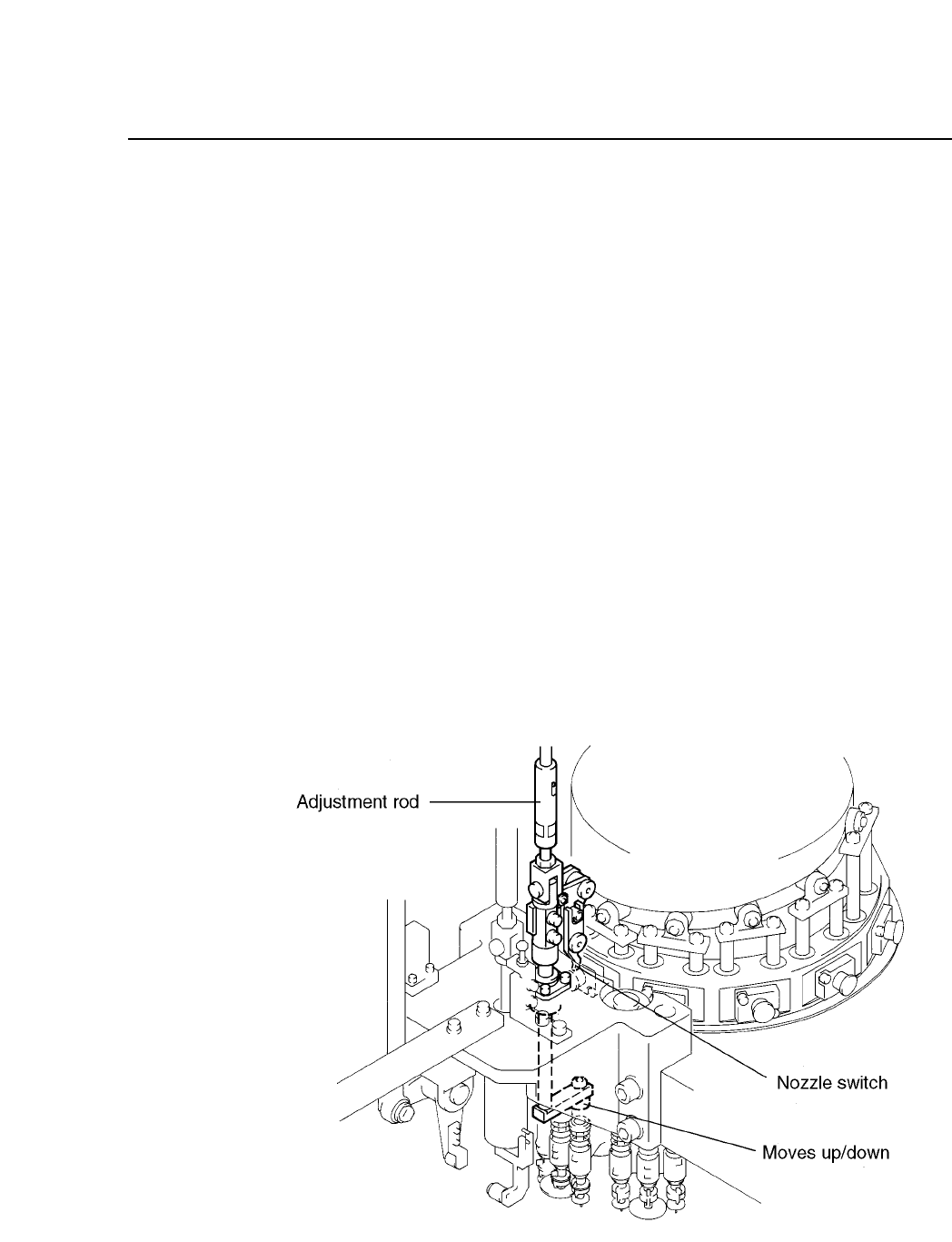
The adjustment rod, besides driving the nozzle's vertical strokes,
triggers the valve switch (see illustration below). Thus after
adjusting the nozzle's up and down strokes or the valve switch,
confirm that the adjustment made to one of these two settings has
not affected the other setting. If this confirmation is not carried out,
machine damage may result.
Fig. 5-16 Nozzle Vertical Operation Mechanism at Station 1
CP IV-3 Maintenance
Chapter 5 The Twelve Stations
Follow the procedure below to adjust the up/down stroke of the
nozzle.
(1) Set an 8 mm paper tape feeder on D1 (or any other device
position). Paper tape need not be in the feeder.
(2) Press [POSITION], [D.AXIS], then input “1” from the numerical
input keypad. Press [CR] and then [START] to move the
placing head to Station 1.
(3) Press [SET], [MANUAL], [I/O] and [EMERGENCY STOP] to
cut the 200V power supply but still leaving the 100V power
supply on.
(4) Enter the I/O map and press [OUT], [+Page]; then use the ▼ or
▲ key to move the cursor to the item titled “Y020 PICKUP SOL
ON”. Using the [ON/OFF] button change the displayed “X” to
“O”. This operation turns off station 1’s solenoid stopper. If
the solenoid is not turned off, adjustment is impossible.
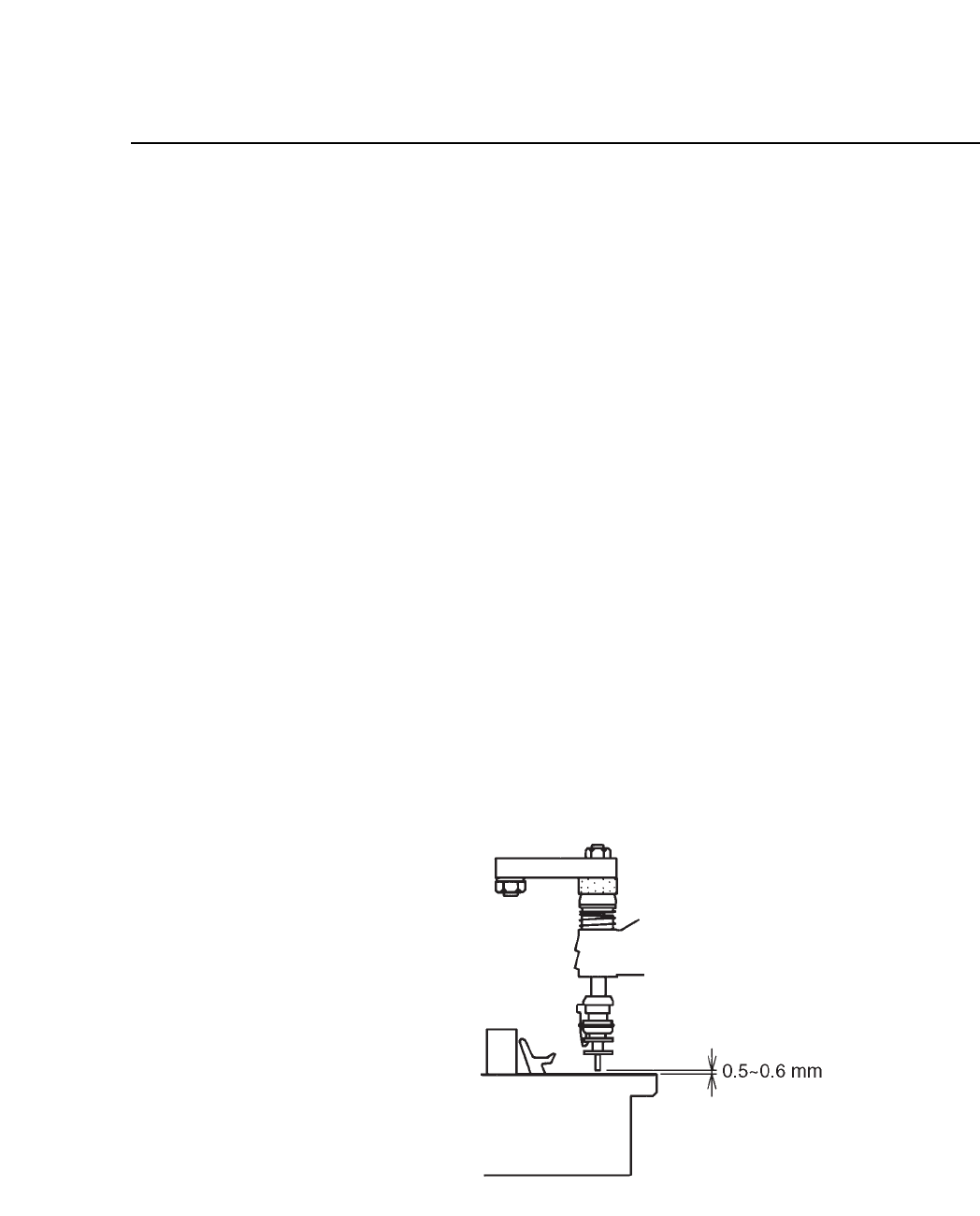
(5) Attach the cam handle to the handle shaft. Turn the handle
until the cam angle indicator reads 230°.
(6) With the cam angle at 230°, adjust the adjusting rod so that the
gap between the the tip of the nozzle and the pusher is between
0.5 to 0.6 mm.
Fig. 5-17 Gap Between Nozzle and Pusher (Cam Angle 230°)
5 – 16
Version 6.0
CP IV-3 Maintenance